
夹送辊制造及修复中的表面堆焊及处理方法.pdf

Ja****23


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
夹送辊制造及修复中的表面堆焊及处理方法.pdf
一种夹送辊制造及修复中的表面堆焊及热处理方法,先将夹送辊加热到300~350℃后保温1.5~3小时,再继续升温至380~450℃,保温8~12小时;再在半哈弗炉或哈弗炉中,采用药芯焊丝进行堆焊,药芯焊丝中药芯原料组份的质量%为:微碳铬铁26~30%,硅铁6.0~7%,金属锰6.0~8%,镍粉10~12%,钨铁4.0~6%,钼铁6.0~8%,余量为铁粉;将夹送辊置于退火炉中,将夹送辊升温至300~350℃,保温1.5~3小时,再升温到450~500℃,保温15~30小时,随炉冷却至室温。夹送辊表面硬面层硬度
用于热连轧夹送辊的硬面堆焊修复工艺.pdf
本发明提供了一种用于热连轧夹送辊的硬面堆焊修复工艺,包括以下步骤:将辊件中的失效辊面车削至临界使用尺寸后,再将辊件装卡于自动堆焊机床中进行预热,预热完毕后保温待焊,并在后续堆焊过程中维持焊接温度;采用药芯焊丝与焊剂在辊件的基体上埋弧堆焊出与基体以及盖面层结合强度高的过渡层;采用药芯焊丝与焊剂在过渡层上堆焊出盖面层,并预留出盖面层的加工余量;将堆焊完毕后的辊件进退火炉整体回火;将回火后的辊件按照原辊件的尺寸和精度进行精加工。该修复工艺成本低、质量可控性好,具有相对性价比优势,并且本发明能推广应用于其他热轧功
辊锻模具堆焊制造修复工艺.pdf
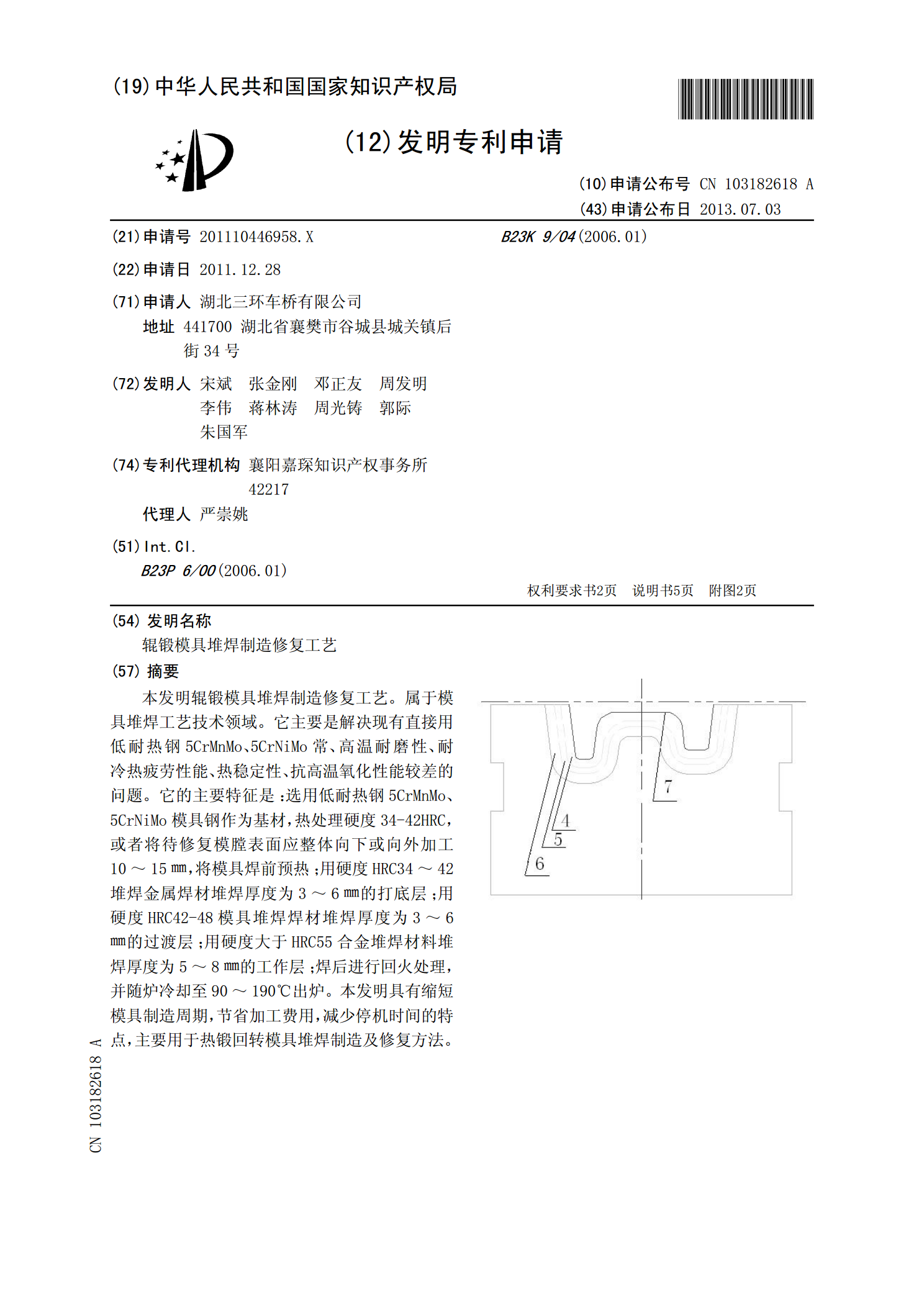
本发明辊锻模具堆焊制造修复工艺。属于模具堆焊工艺技术领域。它主要是解决现有直接用低耐热钢5CrMnMo、5CrNiMo常、高温耐磨性、耐冷热疲劳性能、热稳定性、抗高温氧化性能较差的问题。它的主要特征是:选用低耐热钢5CrMnMo、5CrNiMo模具钢作为基材,热处理硬度34-42HRC,或者将待修复模膛表面应整体向下或向外加工10~15㎜,将模具焊前预热;用硬度HRC34~42堆焊金属焊材堆焊厚度为3~6㎜的打底层;用硬度HRC42-48模具堆焊焊材堆焊厚度为3~6㎜的过渡层;用硬度大于HRC55合金堆焊
连铸机足辊表面堆焊方法.pdf
本发明公开了一种连铸机足辊表面堆焊方法,属于堆焊技术领域。该方法按以下步骤具体进行:1)连铸机足辊预处理;2)泥土配制;3)泥土填充;4)表面堆焊;5)除去填充泥土;6)送入加热炉在550℃~560℃温度下进行热处理,并保温2h~3h,并出炉冷却;7)上机床粗加工并探伤,再精加工至要求尺寸。优点是该方法步骤衔接有序、合理,操作过程简便;连铸机足辊表面平整光滑,具有良好的韧性和耐磨性,达到洛氏硬度HRC45以上;堆焊层及焊缝热裂纹减少,延长连铸机足辊使用寿命,降低维修成本,最大限度的提高连铸机在钢坯生产中的

浅谈辊压机辊子的堆焊修复方法.docx
浅谈辊压机辊子的堆焊修复方法一、引言(100字)辊压机是一种用于金属材料加工的设备,因其在金属轧制过程中起到关键作用,然而由于长时间使用和工况环境的限制,辊子表面易受磨损和损坏。为了延长辊子的使用寿命并保证产品质量,辊子的堆焊修复方法被广泛应用。本文将阐述辊压机辊子的堆焊修复方法,以期为相关领域的工程技术人员提供参考。二、辊子的损坏原因及堆焊修复方法的必要性(200字)辊子在辊压机过程中承受高温、高压、重负荷等条件,这使其表面易受磨损、裂纹和疲劳破坏等问题。辊子的损坏直接影响到产品的生产效率和质量,因此采