
连铸机足辊表面堆焊方法.pdf

一吃****继勇

1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连铸机足辊表面堆焊方法.pdf
本发明公开了一种连铸机足辊表面堆焊方法,属于堆焊技术领域。该方法按以下步骤具体进行:1)连铸机足辊预处理;2)泥土配制;3)泥土填充;4)表面堆焊;5)除去填充泥土;6)送入加热炉在550℃~560℃温度下进行热处理,并保温2h~3h,并出炉冷却;7)上机床粗加工并探伤,再精加工至要求尺寸。优点是该方法步骤衔接有序、合理,操作过程简便;连铸机足辊表面平整光滑,具有良好的韧性和耐磨性,达到洛氏硬度HRC45以上;堆焊层及焊缝热裂纹减少,延长连铸机足辊使用寿命,降低维修成本,最大限度的提高连铸机在钢坯生产中的
连铸机足辊对弧装置.pdf
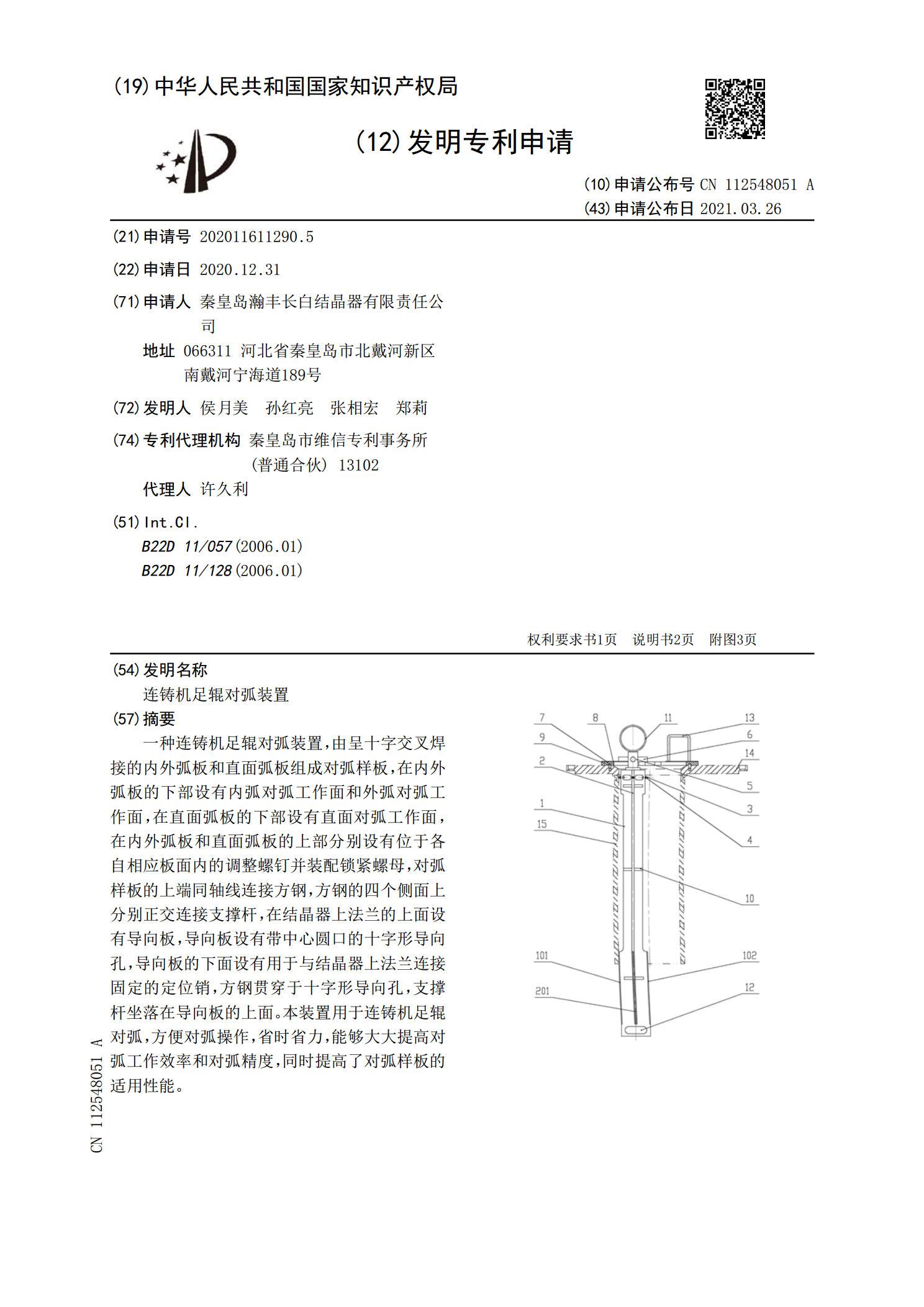
一种连铸机足辊对弧装置,由呈十字交叉焊接的内外弧板和直面弧板组成对弧样板,在内外弧板的下部设有内弧对弧工作面和外弧对弧工作面,在直面弧板的下部设有直面对弧工作面,在内外弧板和直面弧板的上部分别设有位于各自相应板面内的调整螺钉并装配锁紧螺母,对弧样板的上端同轴线连接方钢,方钢的四个侧面上分别正交连接支撑杆,在结晶器上法兰的上面设有导向板,导向板设有带中心圆口的十字形导向孔,导向板的下面设有用于与结晶器上法兰连接固定的定位销,方钢贯穿于十字形导向孔,支撑杆坐落在导向板的上面。本装置用于连铸机足辊对弧,方便对弧
夹送辊制造及修复中的表面堆焊及处理方法.pdf
一种夹送辊制造及修复中的表面堆焊及热处理方法,先将夹送辊加热到300~350℃后保温1.5~3小时,再继续升温至380~450℃,保温8~12小时;再在半哈弗炉或哈弗炉中,采用药芯焊丝进行堆焊,药芯焊丝中药芯原料组份的质量%为:微碳铬铁26~30%,硅铁6.0~7%,金属锰6.0~8%,镍粉10~12%,钨铁4.0~6%,钼铁6.0~8%,余量为铁粉;将夹送辊置于退火炉中,将夹送辊升温至300~350℃,保温1.5~3小时,再升温到450~500℃,保温15~30小时,随炉冷却至室温。夹送辊表面硬面层硬度

浅析连铸机扇形段连铸辊堆焊工艺.docx
浅析连铸机扇形段连铸辊堆焊工艺标题:浅析连铸机扇形段连铸辊堆焊工艺引言:连铸工艺是一种重要的钢铁生产工艺,连铸机作为现代钢铁工业中不可或缺的设备,通过将熔化的钢水连续注入到连铸结晶器中,使钢水凝固成坯料,最终获得高质量的铸坯。连铸机辊是连铸过程中最重要的部件之一,其工艺决定了铸坯的质量和效率。本文将对连铸机扇形段连铸辊堆焊工艺进行浅析,探讨其工艺优势及存在的问题,并提出相应的改进措施,以期提高连铸机辊的寿命和工作效率。一、连铸机扇形段连铸辊堆焊工艺概述连铸机扇形段连铸辊是由多个螺旋形辊筒组成的,在连铸过程
一种宽厚板机架辊表面堆焊方法.pdf
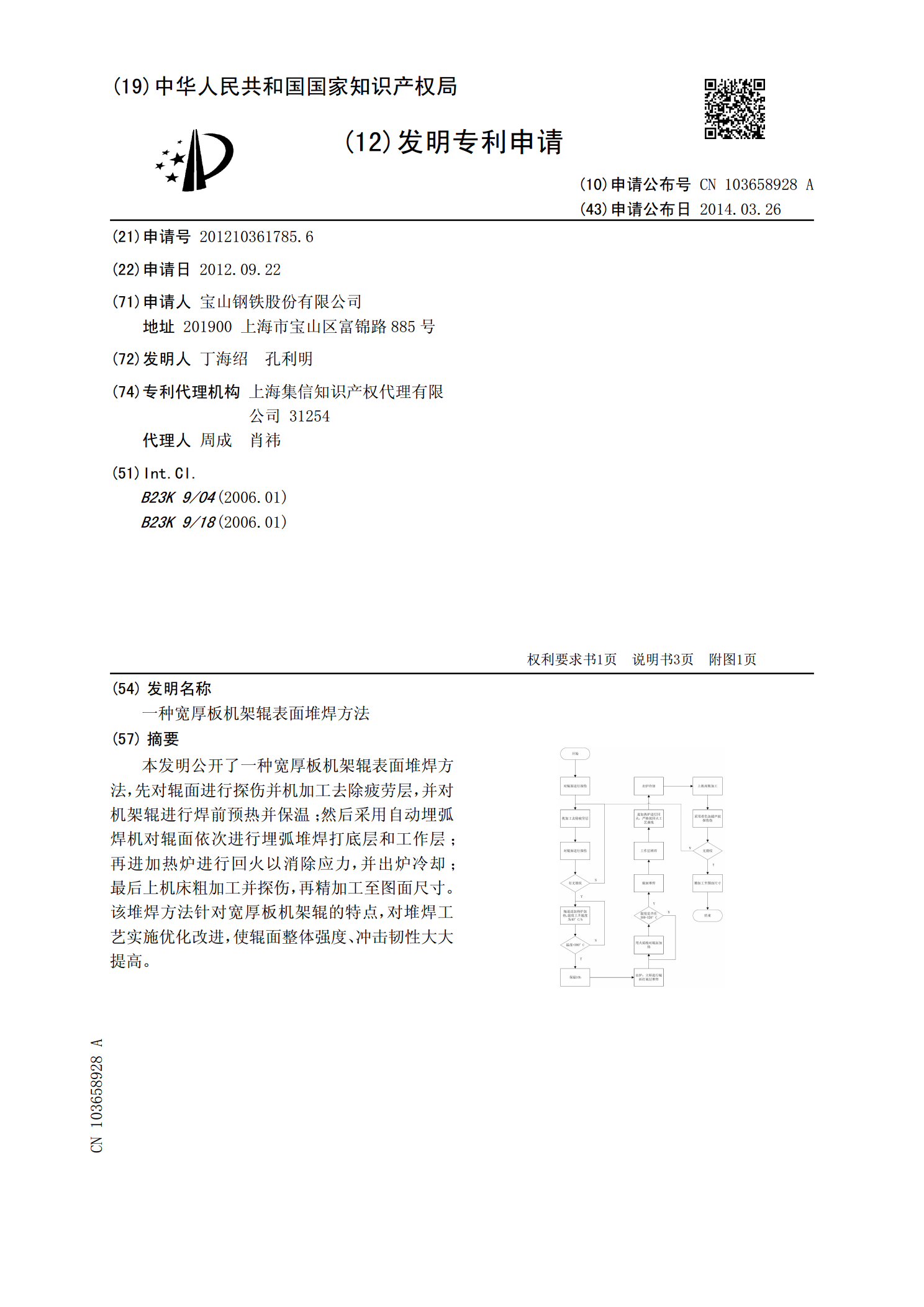
本发明公开了一种宽厚板机架辊表面堆焊方法,先对辊面进行探伤并机加工去除疲劳层,并对机架辊进行焊前预热并保温;然后采用自动埋弧焊机对辊面依次进行埋弧堆焊打底层和工作层;再进加热炉进行回火以消除应力,并出炉冷却;最后上机床粗加工并探伤,再精加工至图面尺寸。该堆焊方法针对宽厚板机架辊的特点,对堆焊工艺实施优化改进,使辊面整体强度、冲击韧性大大提高。