
不规则锯齿状薄片砂轮生产工艺.pdf

猫巷****松臣

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不规则锯齿状薄片砂轮生产工艺.pdf
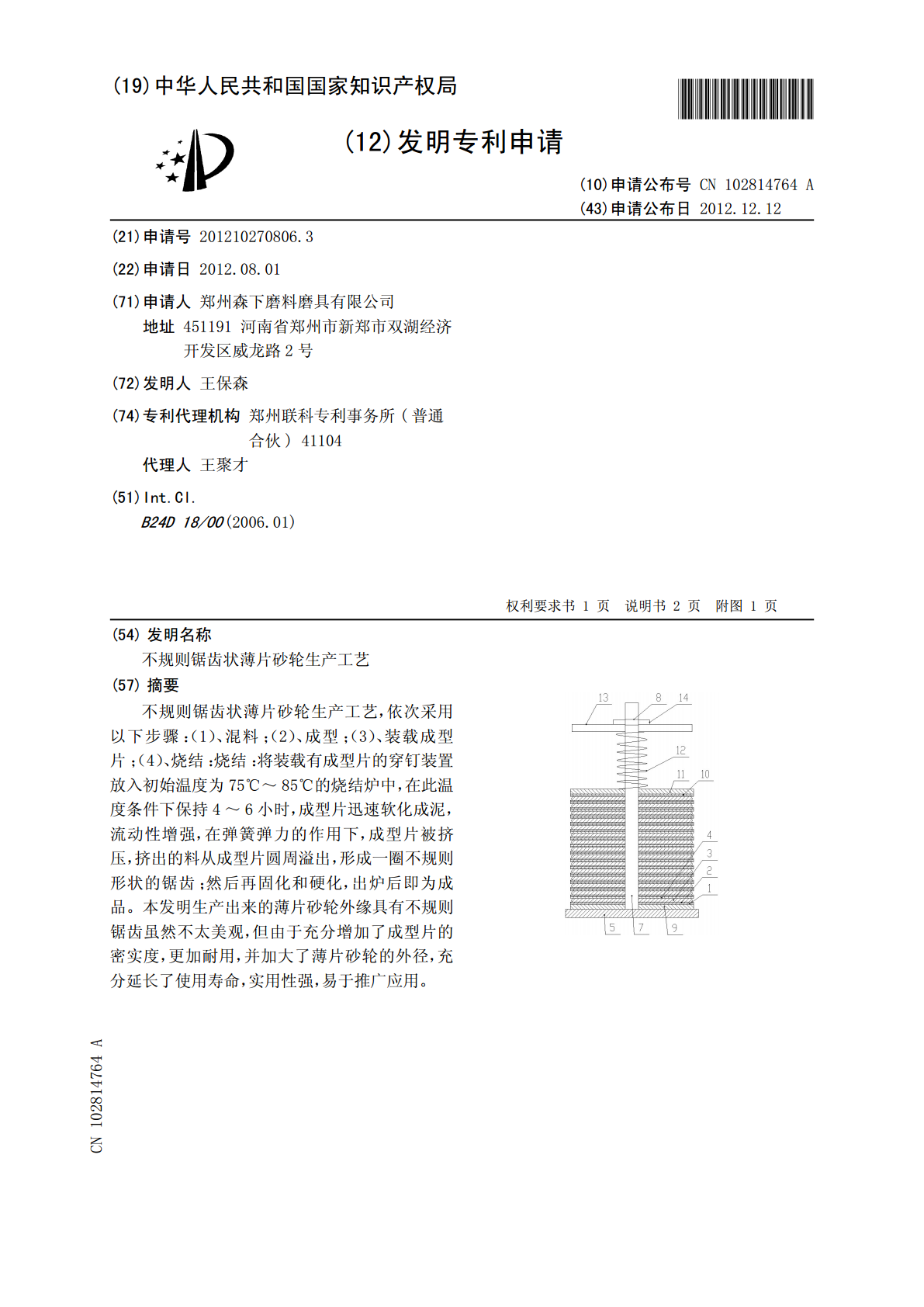
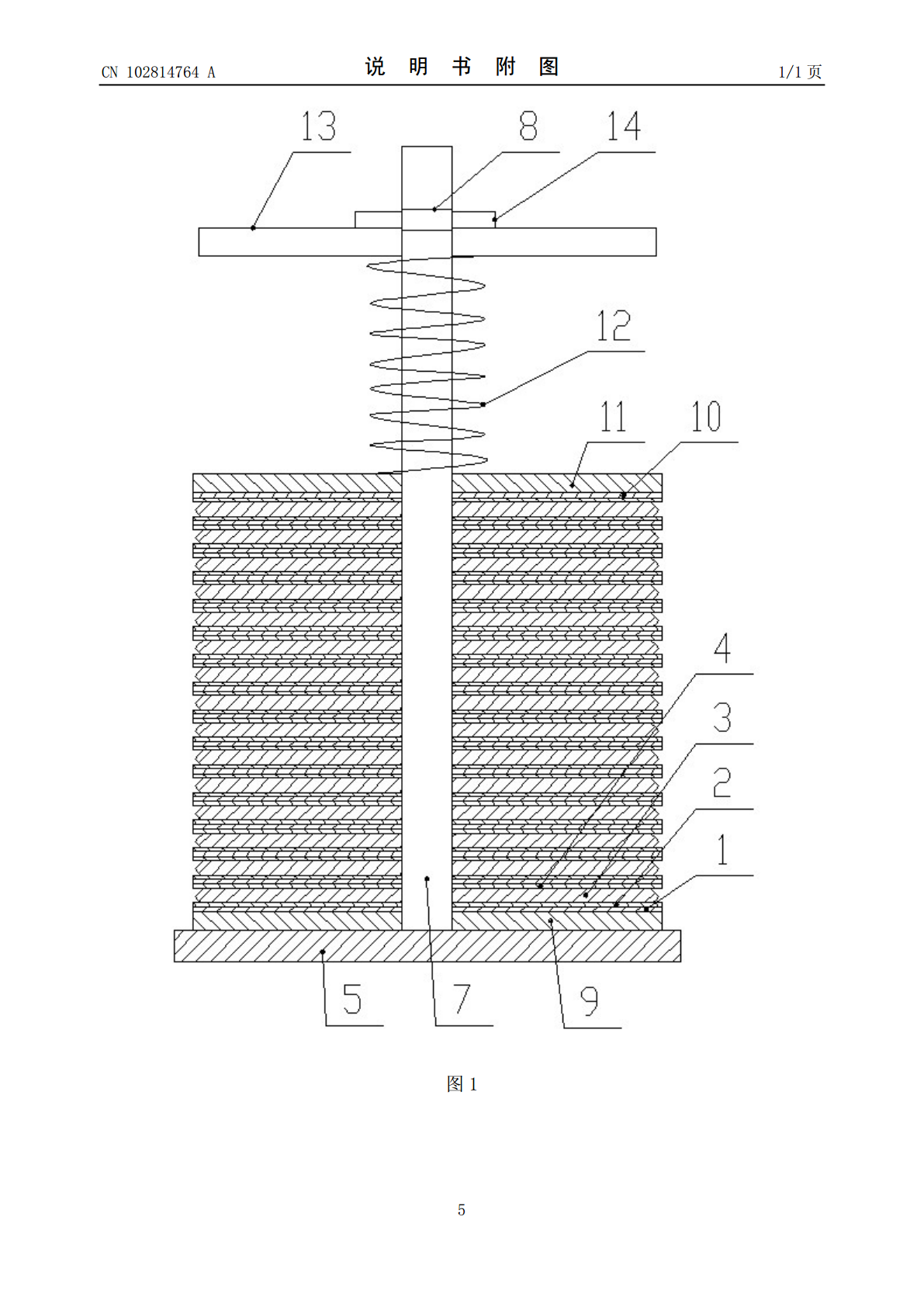
不规则锯齿状薄片砂轮生产工艺,依次采用以下步骤:(1)、混料;(2)、成型;(3)、装载成型片;(4)、烧结:烧结:将装载有成型片的穿钉装置放入初始温度为75℃~85℃的烧结炉中,在此温度条件下保持4~6小时,成型片迅速软化成泥,流动性增强,在弹簧弹力的作用下,成型片被挤压,挤出的料从成型片圆周溢出,形成一圈不规则形状的锯齿;然后再固化和硬化,出炉后即为成品。本发明生产出来的薄片砂轮外缘具有不规则锯齿虽然不太美观,但由于充分增加了成型片的密实度,更加耐用,并加大了薄片砂轮的外径,充分延长了使用寿命,实用性
薄片树脂砂轮.pdf
本发明公开了一种薄片树脂砂轮,该砂轮直径为105mm~125mm,厚度为0.8mm~1.0mm,组分包括白刚玉、单晶刚玉、酚醛树脂粉、酚醛树脂液、轻质碳酸钙粉、氟铝酸钾粉。该组分简单、配置容易,而且对成型工艺没有特殊要求,用常规工艺即可实现生产。制作的产品切口窄,切割寿命长,切割快速,产生的切削热少,故切口断面没有烧蚀,也没有毛刺和飞边等缺陷。

橡胶薄片砂轮及其制备方法.pdf
本发明涉及一种橡胶薄片砂轮及其制备方法,橡胶薄片砂轮包括以下重量份数的原料:天然橡胶乳4-6份、氧化锌0.5-1.5份、硫磺4-6份、环氧树脂0.5-2.5份、防老化剂0.4-0.6份、促进剂0.3-0.7份、碳化硅6-8份、白钢玉2-4份、硌钢玉2-4份、树脂粉1-3份、树脂液0.5-1.5份和凝固剂3-5份。本发明橡胶薄片砂轮具有良好的耐磨性、耐热性、自锐性、导热性、耐蚀性和韧性,且硬度高、使用寿命长,工作效率高,此外采用本发明橡胶薄片砂轮的制备方法制备的橡胶薄片砂轮很薄,其在切割时损耗小、精度高。
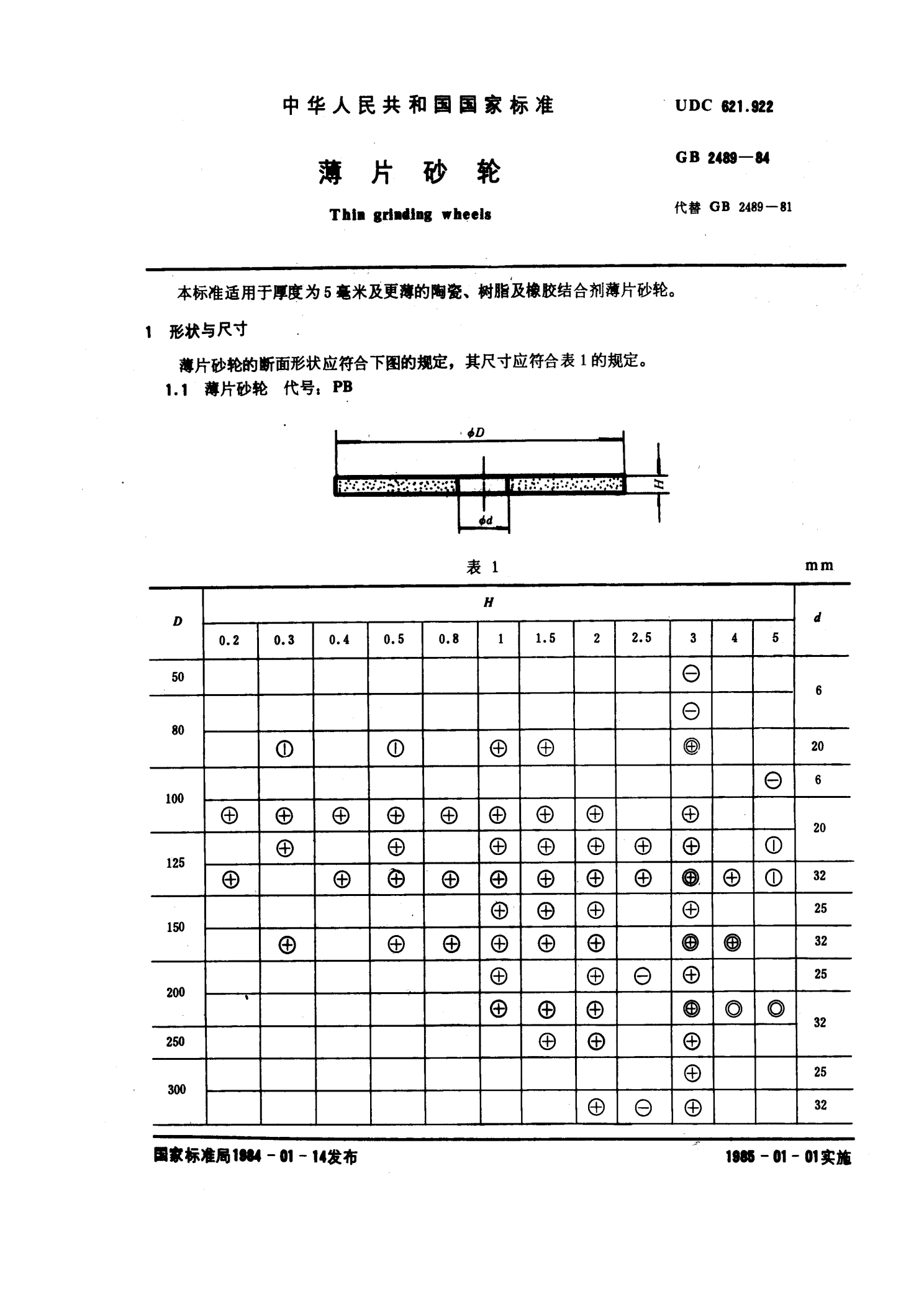
GB2489-84薄片砂轮.pdf

橡胶薄片的生产工艺.pdf
本发明公开一种橡胶薄片的生产工艺,包括以下步骤:a、选择橡胶为原料,原料厚度为3~5mm;b、将原料放入压延机中压延,所需厚度规格通过调节辊轮间距设定,压延后橡胶的厚度控制在1.5~2mm;c、用冷却装置对压延后的橡胶冷却处理,将橡胶的温度降至常温;d、用连续冲切机对冷却后的橡胶冲切,冲切出所需规格的成品,所需规格通过调节连续冲切机使用的橡胶薄片成型刀模的规格设定。所述橡胶薄片的生产工艺采用橡胶为原料、经压延、冷却、冲切等工艺,使橡胶薄片成型并将厚度控制在1.5~2mm,且连续冲切机的橡胶薄片成型刀模连接