
高炉风口内衬的高温耐磨材料及其与纯铜基材的连结方式.pdf

是翠****ng


1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉风口内衬的高温耐磨材料及其与纯铜基材的连结方式.pdf
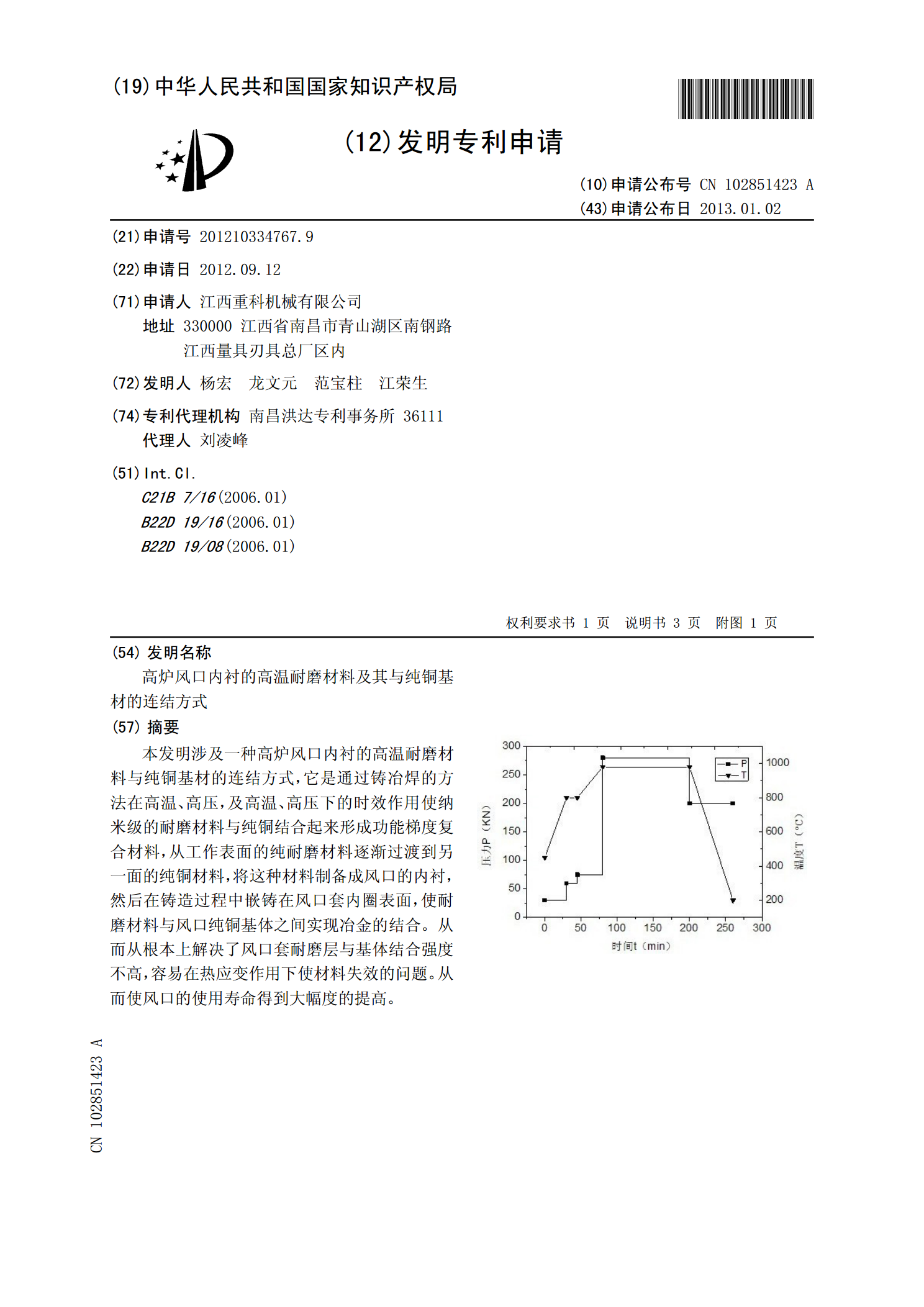
本发明涉及一种高炉风口内衬的高温耐磨材料与纯铜基材的连结方式,它是通过铸冶焊的方法在高温、高压,及高温、高压下的时效作用使纳米级的耐磨材料与纯铜结合起来形成功能梯度复合材料,从工作表面的纯耐磨材料逐渐过渡到另一面的纯铜材料,将这种材料制备成风口的内衬,然后在铸造过程中嵌铸在风口套内圈表面,使耐磨材料与风口纯铜基体之间实现冶金的结合。从而从根本上解决了风口套耐磨层与基体结合强度不高,容易在热应变作用下使材料失效的问题。从而使风口的使用寿命得到大幅度的提高。
适应于高炉风口内衬的高温耐磨材料及其制备方法.pdf
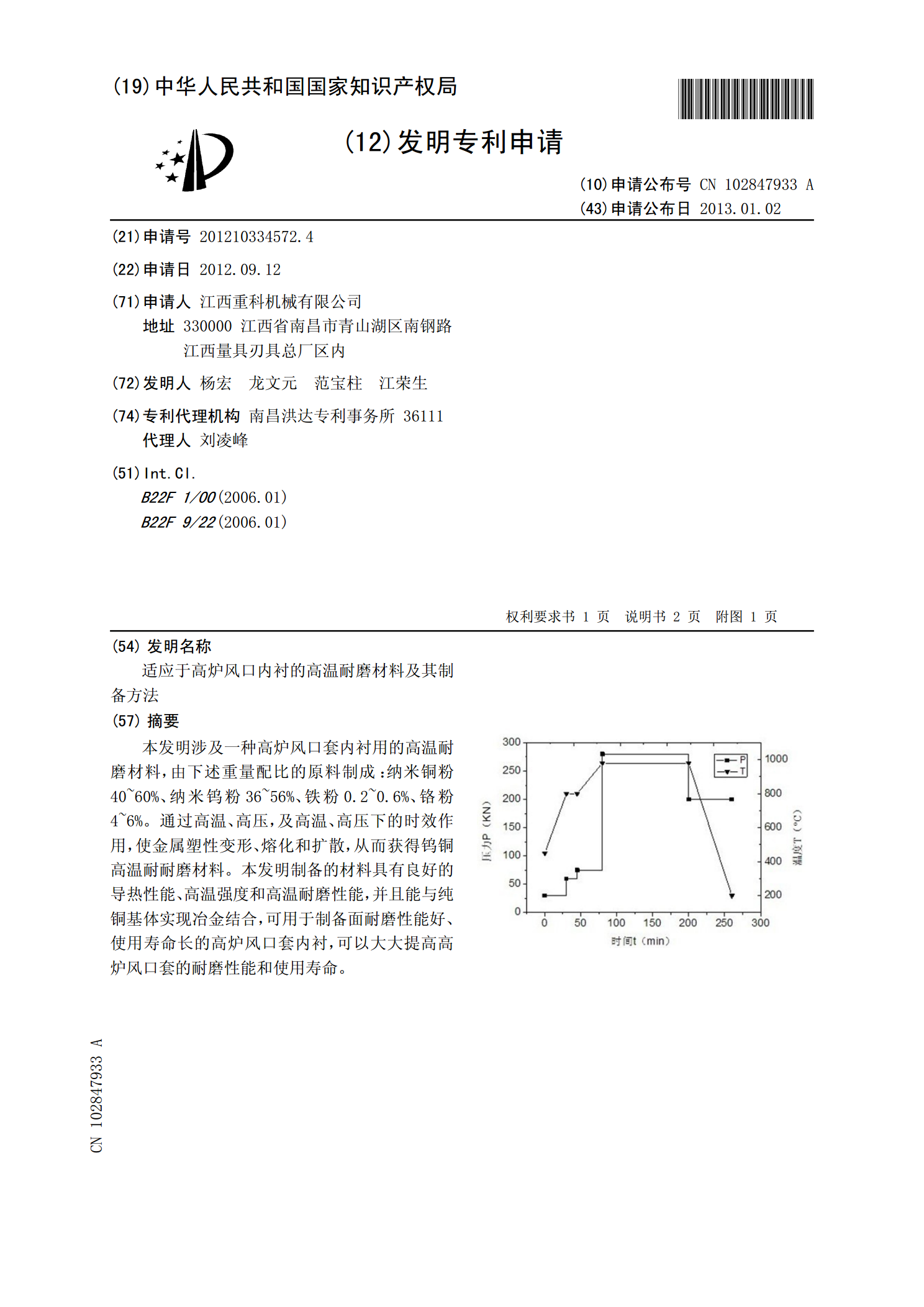
本发明涉及一种高炉风口套内衬用的高温耐磨材料,由下述重量配比的原料制成:纳米铜粉40~60%、纳米钨粉36~56%、铁粉0.2~0.6%、铬粉4~6%。通过高温、高压,及高温、高压下的时效作用,使金属塑性变形、熔化和扩散,从而获得钨铜高温耐耐磨材料。本发明制备的材料具有良好的导热性能、高温强度和高温耐磨性能,并且能与纯铜基体实现冶金结合,可用于制备面耐磨性能好、使用寿命长的高炉风口套内衬,可以大大提高高炉风口套的耐磨性能和使用寿命。

一种高炉风口内衬陶瓷防护层及其成型工艺.pdf
本发明公开了一种高炉风口内衬陶瓷防护层,所述陶瓷防护层由以下重量组分的原料组成:SiO

一种适用于纯铜高炉风口套的表面铸渗工艺.pdf
一种适用于纯铜高炉风口套的表面铸渗工艺,其特征在于所述铸渗工艺包括以下步骤:(1)按下述重量配比配制原料:铜基自熔性合金粉末100~300目60~80%、Al2O3粉末100~300目15~40%、水玻璃1~3%,剩余为水;(2)将原料充分混合,涂覆在铸型型腔内的待渗表面,在150~220℃的温度下烘干,保温时间为2~3小时,然后将熔炼好的铜溶液浇入型腔,浇注温度为1150~1250℃。本发明由于是采用工件成形与表面改性一次成型的方法,不需要专门的设备,同其他表面改性方法相比具有生产周期短,工艺简单,成本
高炉风口设备及其周边炉体内衬侵蚀状态巡检系统及方法.pdf
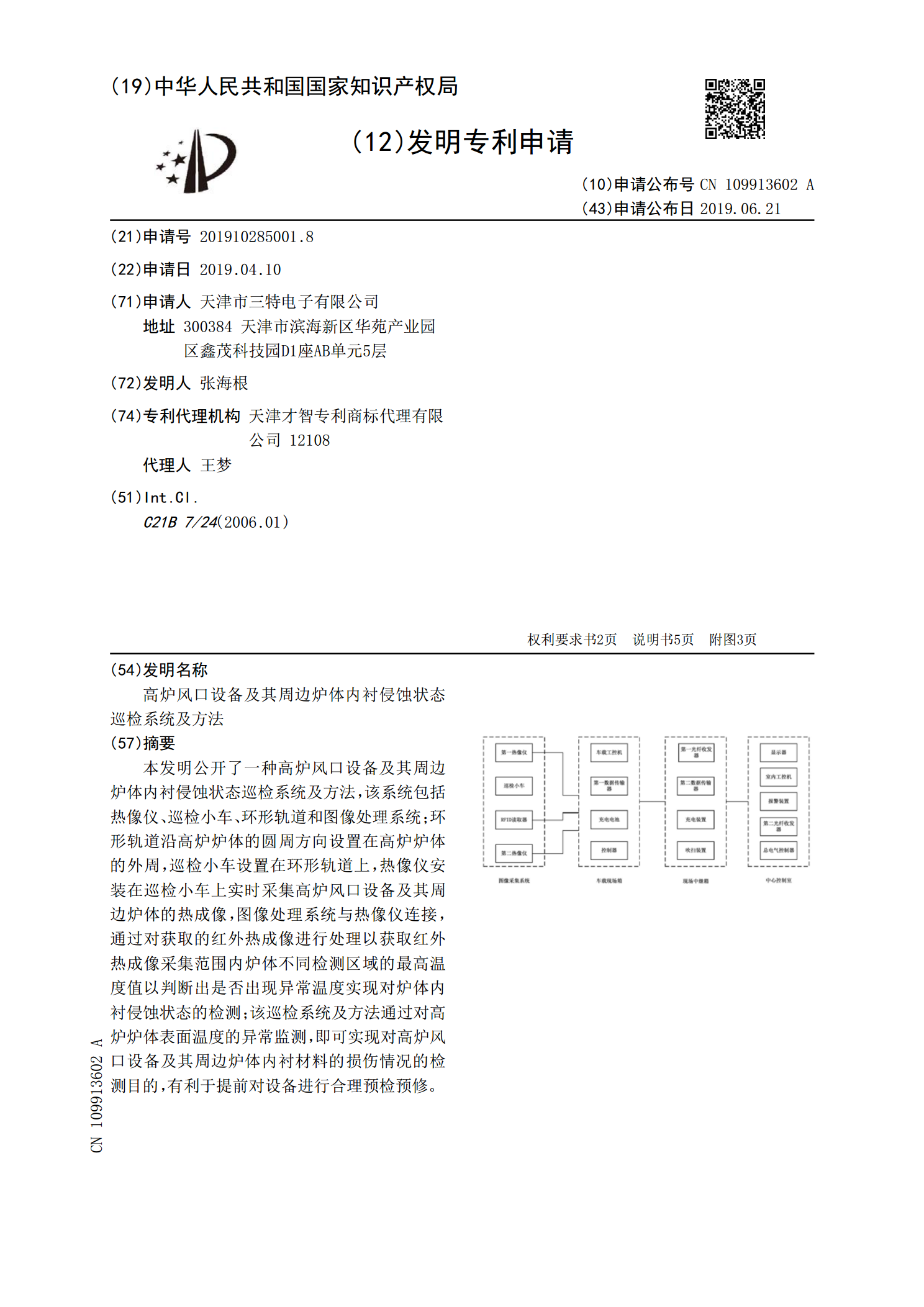
本发明公开了一种高炉风口设备及其周边炉体内衬侵蚀状态巡检系统及方法,该系统包括热像仪、巡检小车、环形轨道和图像处理系统;环形轨道沿高炉炉体的圆周方向设置在高炉炉体的外周,巡检小车设置在环形轨道上,热像仪安装在巡检小车上实时采集高炉风口设备及其周边炉体的热成像,图像处理系统与热像仪连接,通过对获取的红外热成像进行处理以获取红外热成像采集范围内炉体不同检测区域的最高温度值以判断出是否出现异常温度实现对炉体内衬侵蚀状态的检测;该巡检系统及方法通过对高炉炉体表面温度的异常监测,即可实现对高炉风口设备及其周边炉体内