
一种适用于纯铜高炉风口套的表面铸渗工艺.pdf

春兰****89


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种适用于纯铜高炉风口套的表面铸渗工艺.pdf
一种适用于纯铜高炉风口套的表面铸渗工艺,其特征在于所述铸渗工艺包括以下步骤:(1)按下述重量配比配制原料:铜基自熔性合金粉末100~300目60~80%、Al2O3粉末100~300目15~40%、水玻璃1~3%,剩余为水;(2)将原料充分混合,涂覆在铸型型腔内的待渗表面,在150~220℃的温度下烘干,保温时间为2~3小时,然后将熔炼好的铜溶液浇入型腔,浇注温度为1150~1250℃。本发明由于是采用工件成形与表面改性一次成型的方法,不需要专门的设备,同其他表面改性方法相比具有生产周期短,工艺简单,成本
一种适用于高炉风口的表面多元合金共渗工艺.pdf
一种适用于高炉风口的表面多元合金共渗工艺,属于多元合金共渗技术领域,共渗剂按重量配比为100目的Al粉为25~30%、100目的Cr-Fe粉为22~26%、100目的Mo-Fe粉为12~16%、100目的Fe粉为3~6%、Al2O3粉为22~26%、NH4C1化学纯为1.5~2.5%、氯化稀土粉为1.5~3%;1)按多元合金共渗剂配方配制共渗剂,将物料混合好后,在球磨机中研磨60~90min,使其完全混合均匀后装入渗罐;2)将高炉风口套表面除油、除锈、打磨光洁并用丙酮清洗干燥后埋入渗罐内的渗剂中部,用水玻

纯铜渗铝工艺及渗剂.docx
纯铜渗铝工艺及渗剂纯铜渗铝工艺及渗剂摘要:铜及其合金因其良好的导热性、导电性和机械性能,在工业制造领域得到广泛应用。铝是一种主要的合金元素,可以显著改善铜的硬度和强度。纯铜渗铝工艺是将铝渗入铜基体中,从而形成铜铝合金材料,以满足不同工程和应用需求。本文详细介绍了纯铜渗铝工艺及渗剂的原理、步骤和应用。一、引言纯铜渗铝工艺是通过将铝渗入铜基体内部,形成铜铝渗层,从而改善铜的性能和功能。渗铝可以提高铜的硬度、强度和磨蚀性能,同时提高其耐热性。渗铝过程中,铝元素会与铜形成铜铝相互溶解,并形成一定的合金晶粒结构,从
铬锆铜高炉风口小套生产工艺.pdf
本发明公开了一种铬锆铜高炉风口小套生产工艺,用铬锆铜代替铜合金ZCuSn2,提高了风口端头的导热性、强度、耐磨性和高温性能,延长了风口小套的使用寿命。工艺不采用加磷铜而是加铍铜终脱氧,防止杂质磷的超标,而降低铜合金的导热性;加铍铜不仅对铜有脱氧作用,还能提高铜合金的高温抗氧化性能、导热性能、强度以及铸造性能。不加锡而是加铬和锆,提高了铜合金的导热性、强度。采用LOGAS50除气块除氢,降低了铜合金氢含量,避免铸造缺陷,提高了风口小套的内在质量。
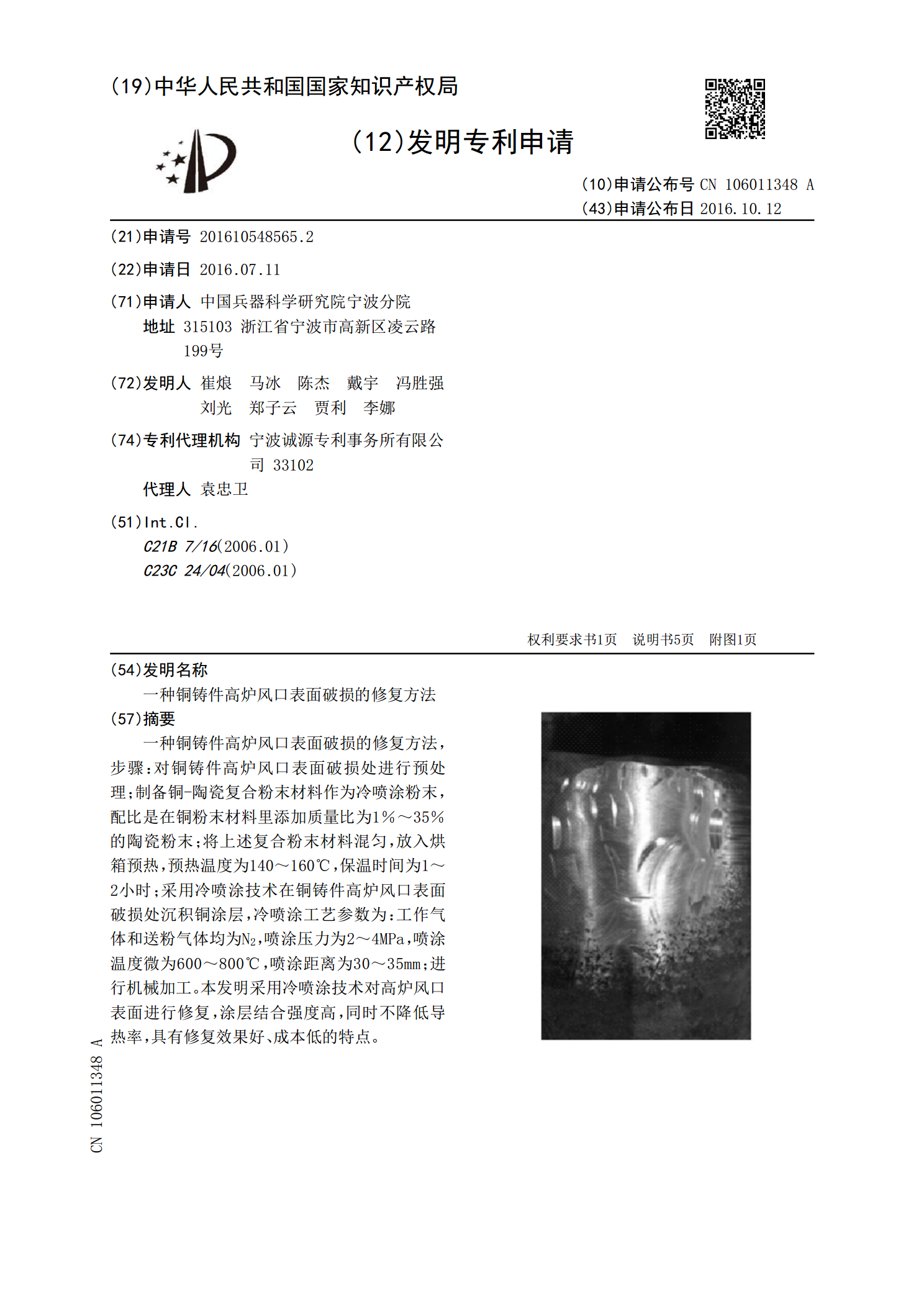
一种铜铸件高炉风口表面破损的修复方法.pdf
一种铜铸件高炉风口表面破损的修复方法,步骤:对铜铸件高炉风口表面破损处进行预处理;制备铜‑陶瓷复合粉末材料作为冷喷涂粉末,配比是在铜粉末材料里添加质量比为1%~35%的陶瓷粉末;将上述复合粉末材料混匀,放入烘箱预热,预热温度为140~160℃,保温时间为1~2小时;采用冷喷涂技术在铜铸件高炉风口表面破损处沉积铜涂层,冷喷涂工艺参数为:工作气体和送粉气体均为N