
立式镀锌退火炉的加热控制方法.pdf

书生****22


1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
立式镀锌退火炉的加热控制方法.pdf
本发明公开了一种退火炉的加热控制方法,尤其是一种立式镀锌退火炉的加热控制方法,包括以下步骤:A、在带钢的加热过程中,通过检测模块采集加热段出口温度、辐射管设定值和带钢信息,包括带钢速度、处理工艺、带钢规格;根据带钢信息判断当前辐射管功率控制是否需要改变:当带钢规格发生变化时,通过知识库调用初始辐射管功率;当带钢规格未发生变化,以当前辐射管功率为判断的初始辐射管功率;B、在给定各控制段的初始辐射管功率后,利用检测到的带钢出口温度与目标温度进行比较,根据结果比例调节辐射管设定值,然后将计算后的设定值下达给一级
镀锌立式退火炉.pdf
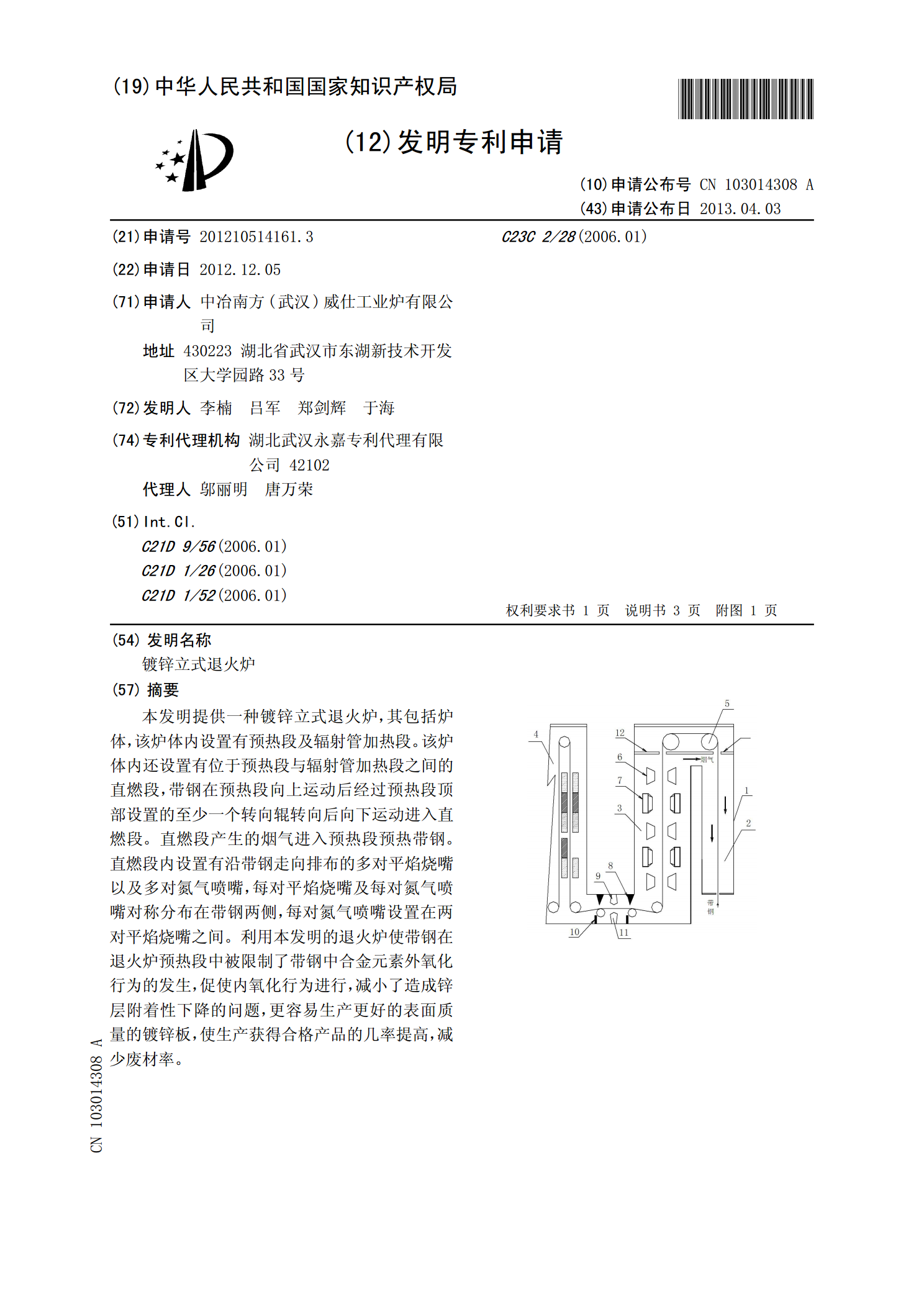
本发明提供一种镀锌立式退火炉,其包括炉体,该炉体内设置有预热段及辐射管加热段。该炉体内还设置有位于预热段与辐射管加热段之间的直燃段,带钢在预热段向上运动后经过预热段顶部设置的至少一个转向辊转向后向下运动进入直燃段。直燃段产生的烟气进入预热段预热带钢。直燃段内设置有沿带钢走向排布的多对平焰烧嘴以及多对氮气喷嘴,每对平焰烧嘴及每对氮气喷嘴对称分布在带钢两侧,每对氮气喷嘴设置在两对平焰烧嘴之间。利用本发明的退火炉使带钢在退火炉预热段中被限制了带钢中合金元素外氧化行为的发生,促使内氧化行为进行,减小了造成锌层附着
热镀锌立式退火炉氮气联锁控制系统操作方法.pdf
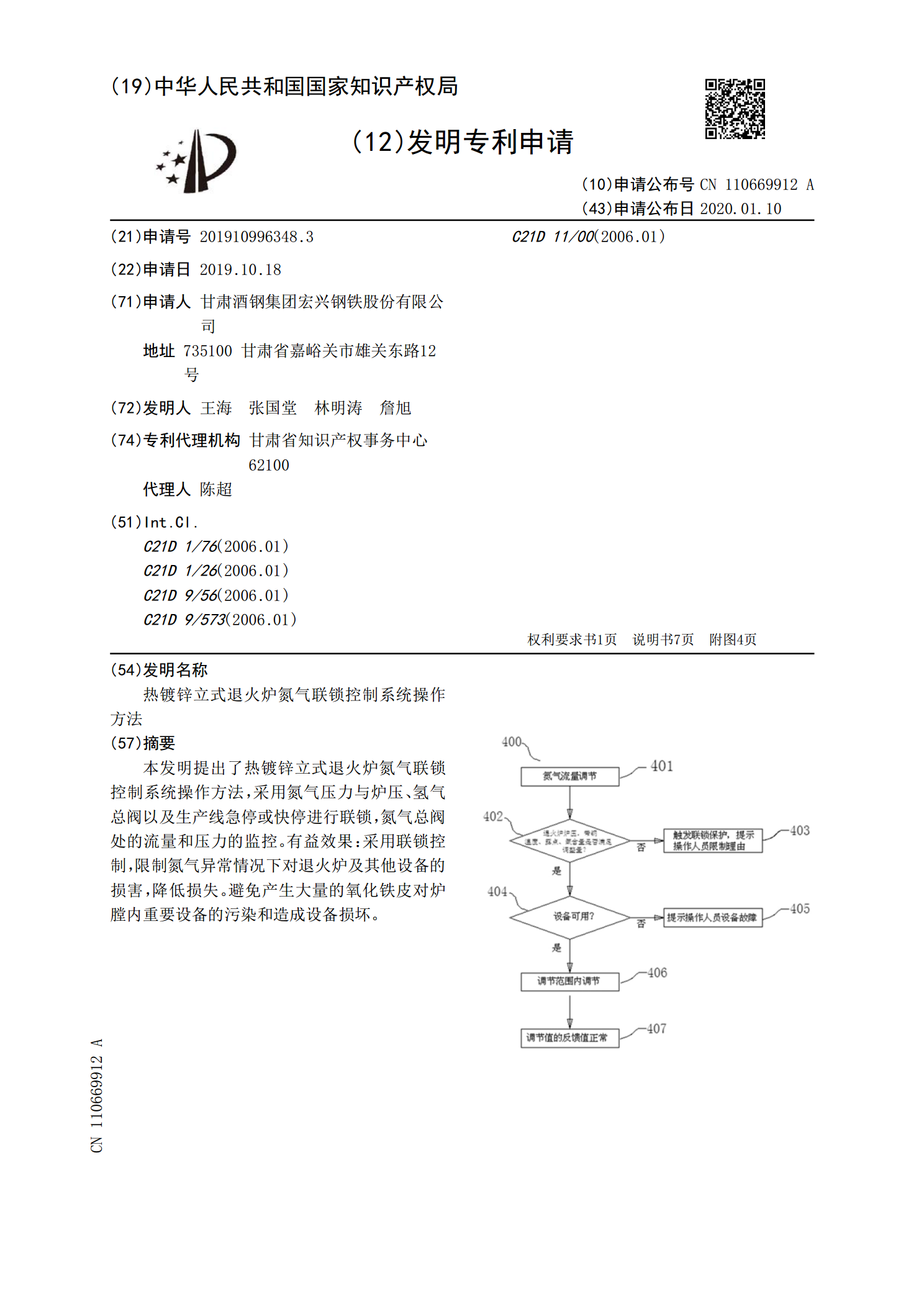
本发明提出了热镀锌立式退火炉氮气联锁控制系统操作方法,采用氮气压力与炉压、氢气总阀以及生产线急停或快停进行联锁,氮气总阀处的流量和压力的监控。有益效果:采用联锁控制,限制氮气异常情况下对退火炉及其他设备的损害,降低损失。避免产生大量的氧化铁皮对炉膛内重要设备的污染和造成设备损坏。
一种镀锌机组立式退火炉张力检测装置的控制方法及系统.pdf
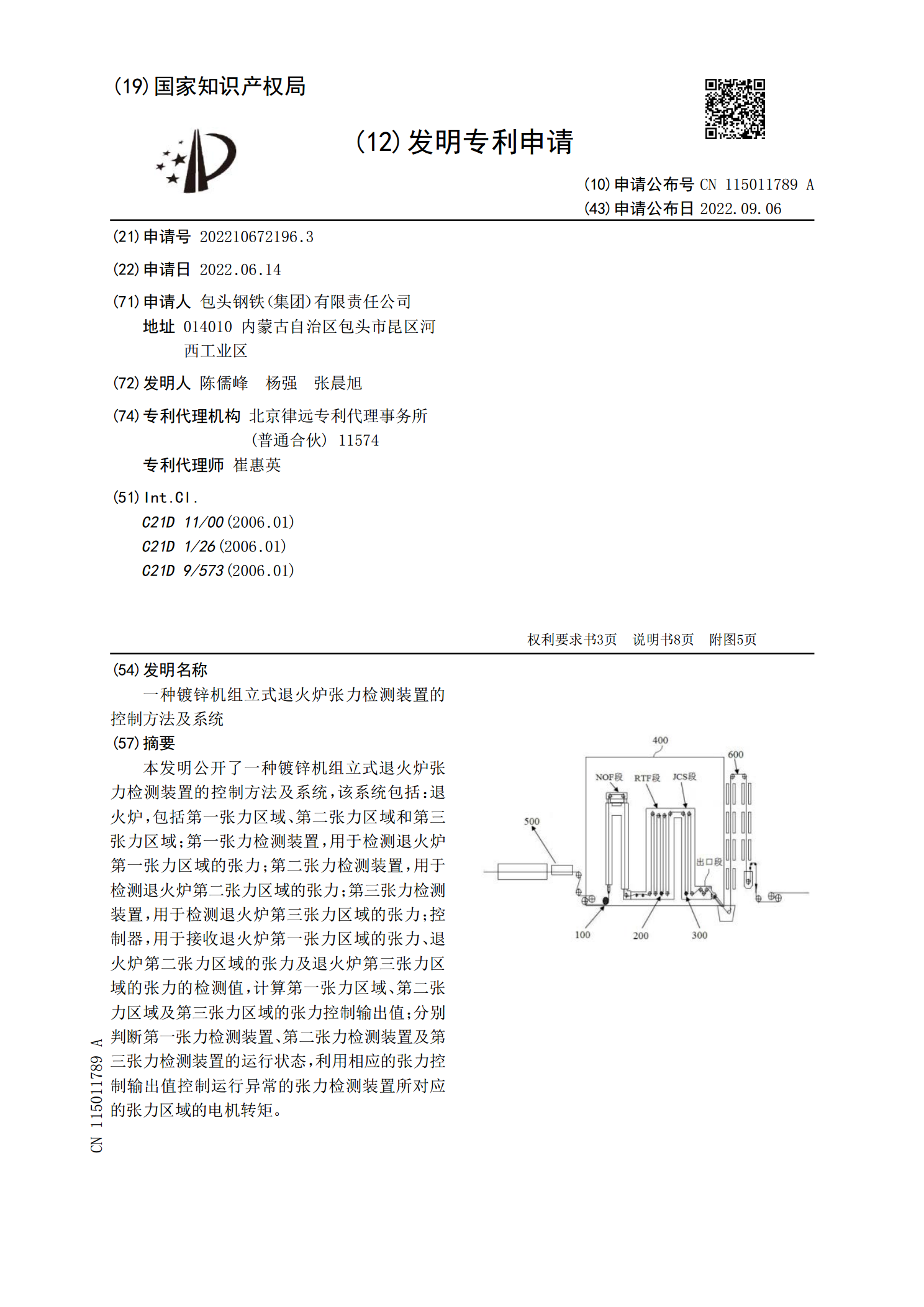
本发明公开了一种镀锌机组立式退火炉张力检测装置的控制方法及系统,该系统包括:退火炉,包括第一张力区域、第二张力区域和第三张力区域;第一张力检测装置,用于检测退火炉第一张力区域的张力;第二张力检测装置,用于检测退火炉第二张力区域的张力;第三张力检测装置,用于检测退火炉第三张力区域的张力;控制器,用于接收退火炉第一张力区域的张力、退火炉第二张力区域的张力及退火炉第三张力区域的张力的检测值,计算第一张力区域、第二张力区域及第三张力区域的张力控制输出值;分别判断第一张力检测装置、第二张力检测装置及第三张力检测装置
一种镀锌立式退火炉.pdf
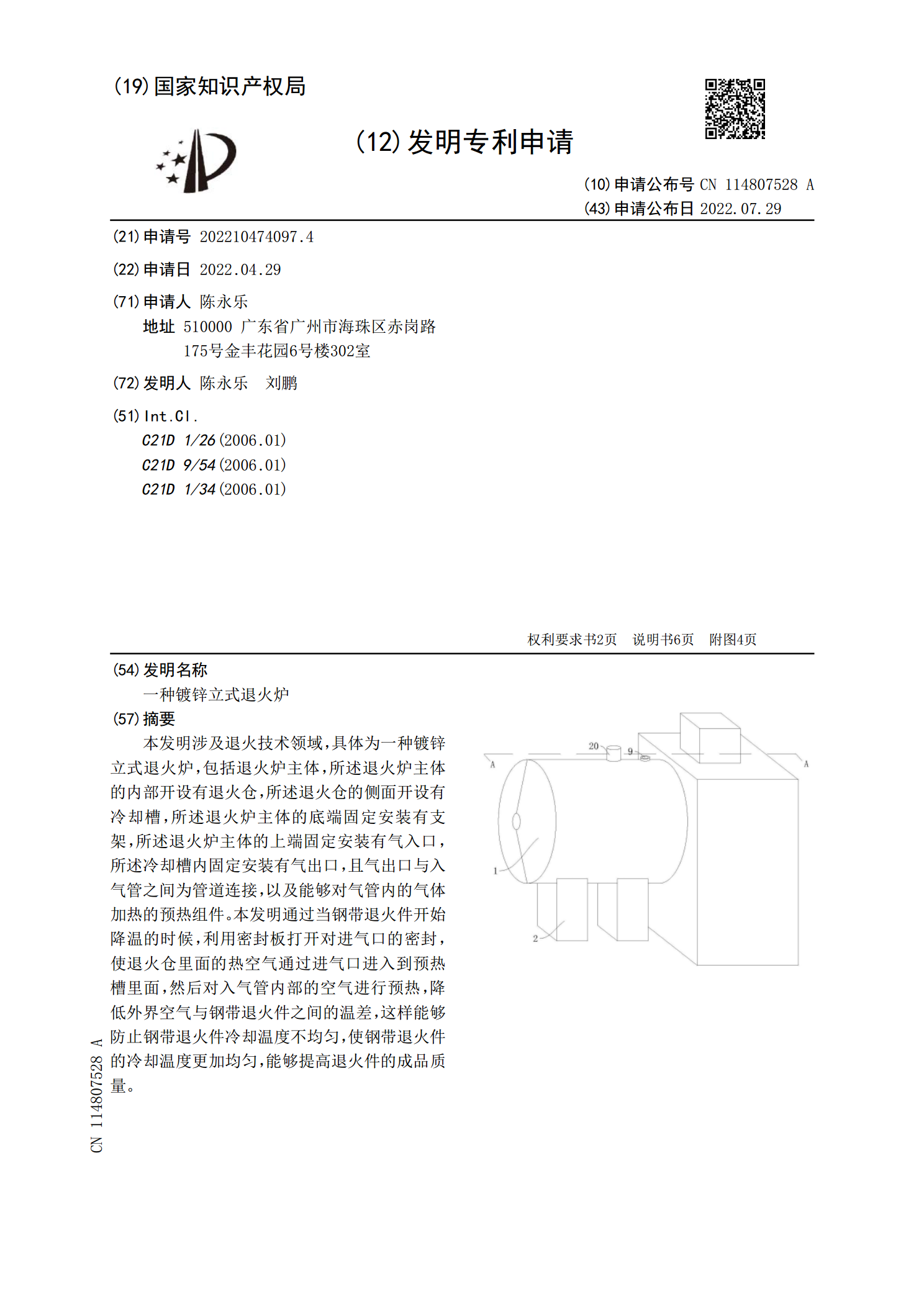
本发明涉及退火技术领域,具体为一种镀锌立式退火炉,包括退火炉主体,所述退火炉主体的内部开设有退火仓,所述退火仓的侧面开设有冷却槽,所述退火炉主体的底端固定安装有支架,所述退火炉主体的上端固定安装有气入口,所述冷却槽内固定安装有气出口,且气出口与入气管之间为管道连接,以及能够对气管内的气体加热的预热组件。本发明通过当钢带退火件开始降温的时候,利用密封板打开对进气口的密封,使退火仓里面的热空气通过进气口进入到预热槽里面,然后对入气管内部的空气进行预热,降低外界空气与钢带退火件之间的温差,这样能够防止钢带退火件