
热镀锌立式退火炉氮气联锁控制系统操作方法.pdf

一吃****昕靓

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热镀锌立式退火炉氮气联锁控制系统操作方法.pdf
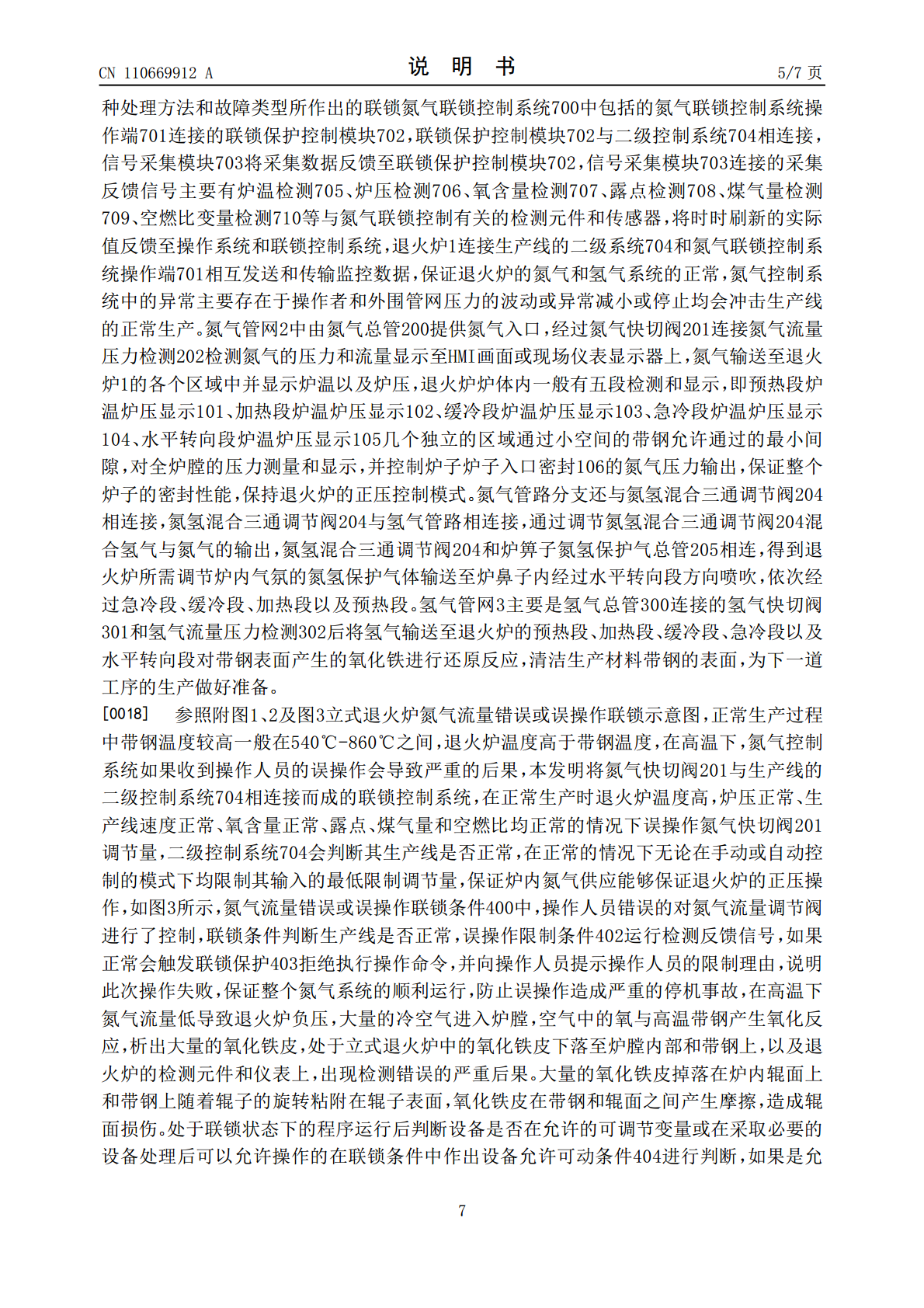
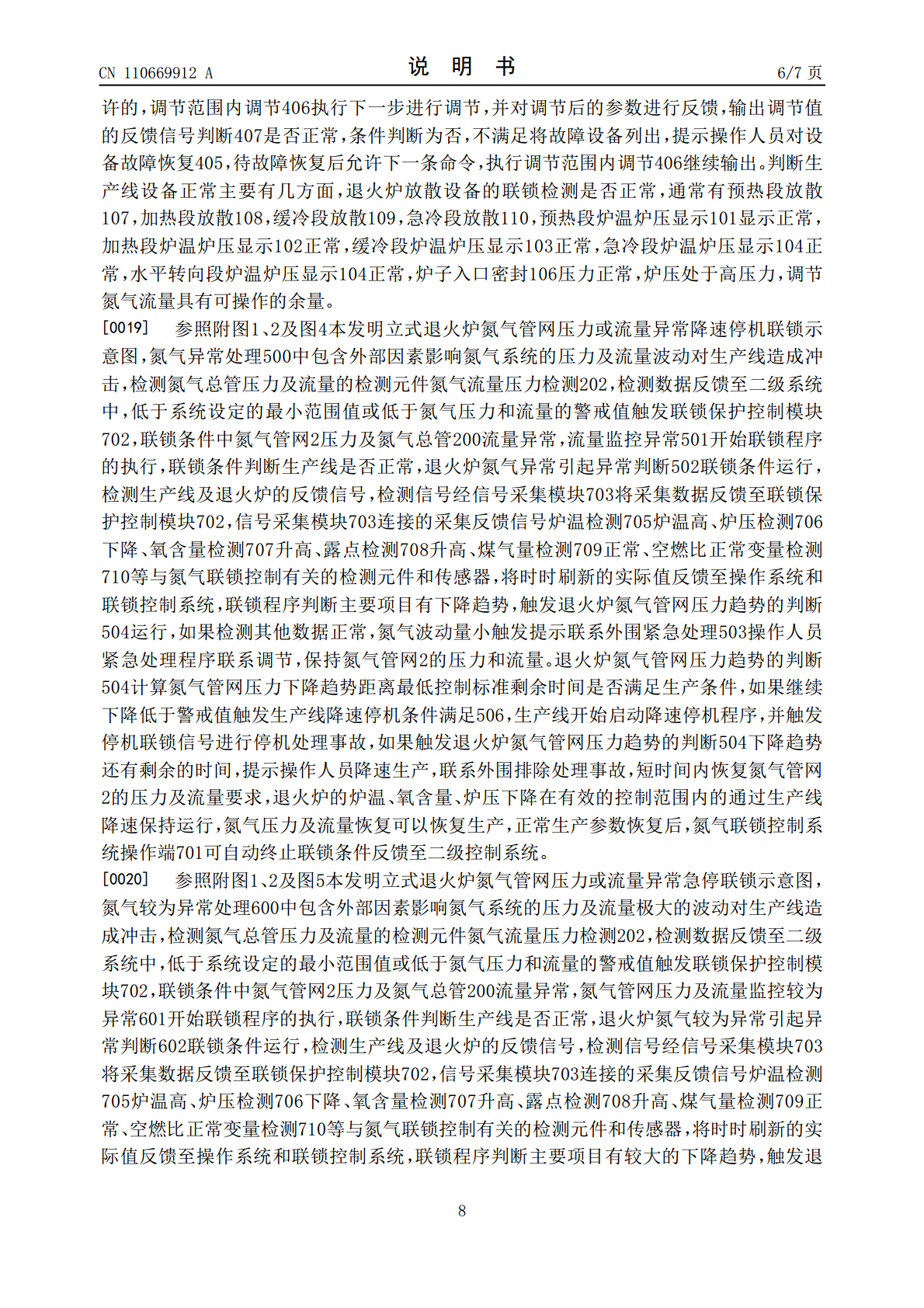
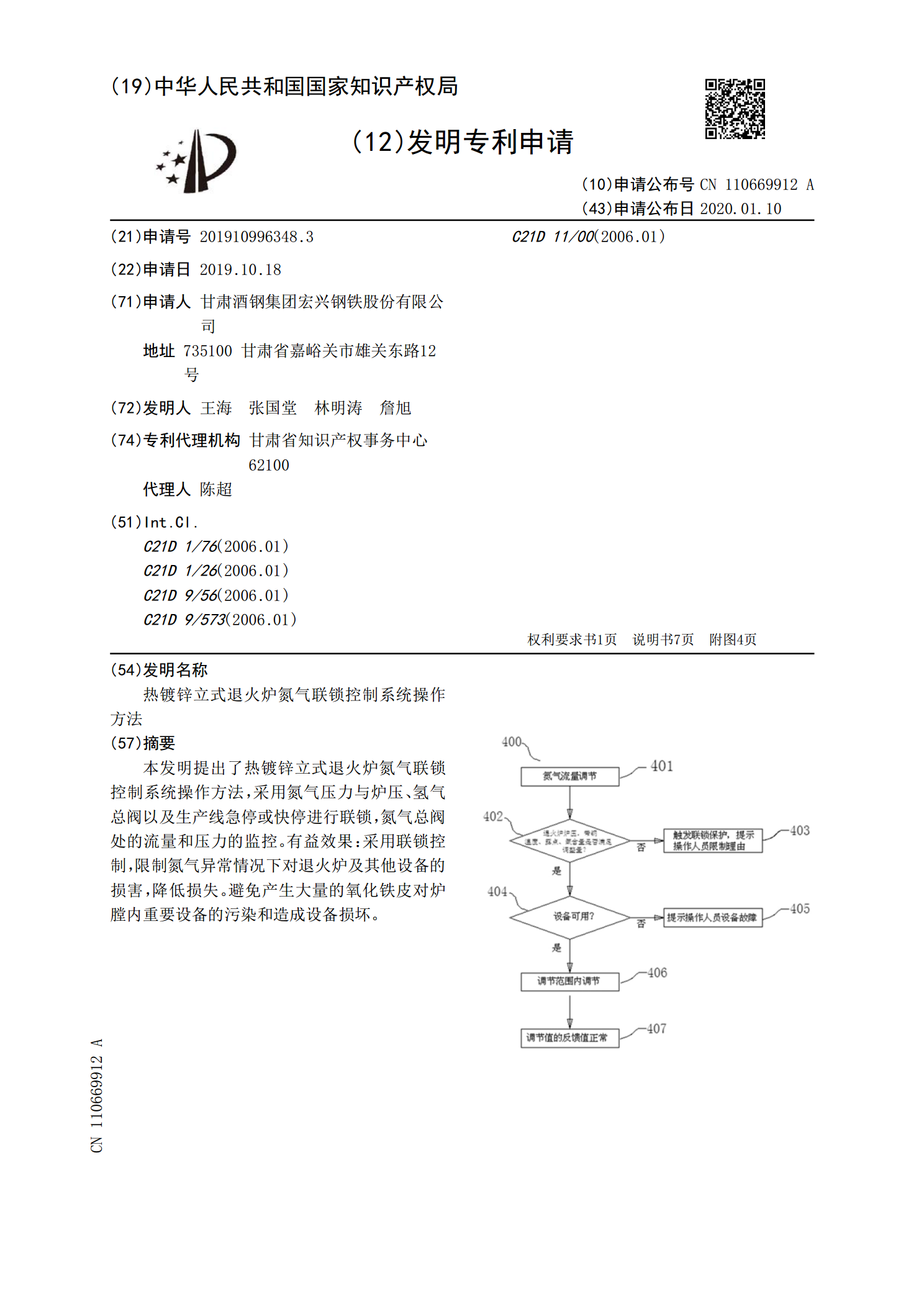
本发明提出了热镀锌立式退火炉氮气联锁控制系统操作方法,采用氮气压力与炉压、氢气总阀以及生产线急停或快停进行联锁,氮气总阀处的流量和压力的监控。有益效果:采用联锁控制,限制氮气异常情况下对退火炉及其他设备的损害,降低损失。避免产生大量的氧化铁皮对炉膛内重要设备的污染和造成设备损坏。
热镀锌立式退火炉上下氧含量检测氮气联锁控制系统操作方法.pdf
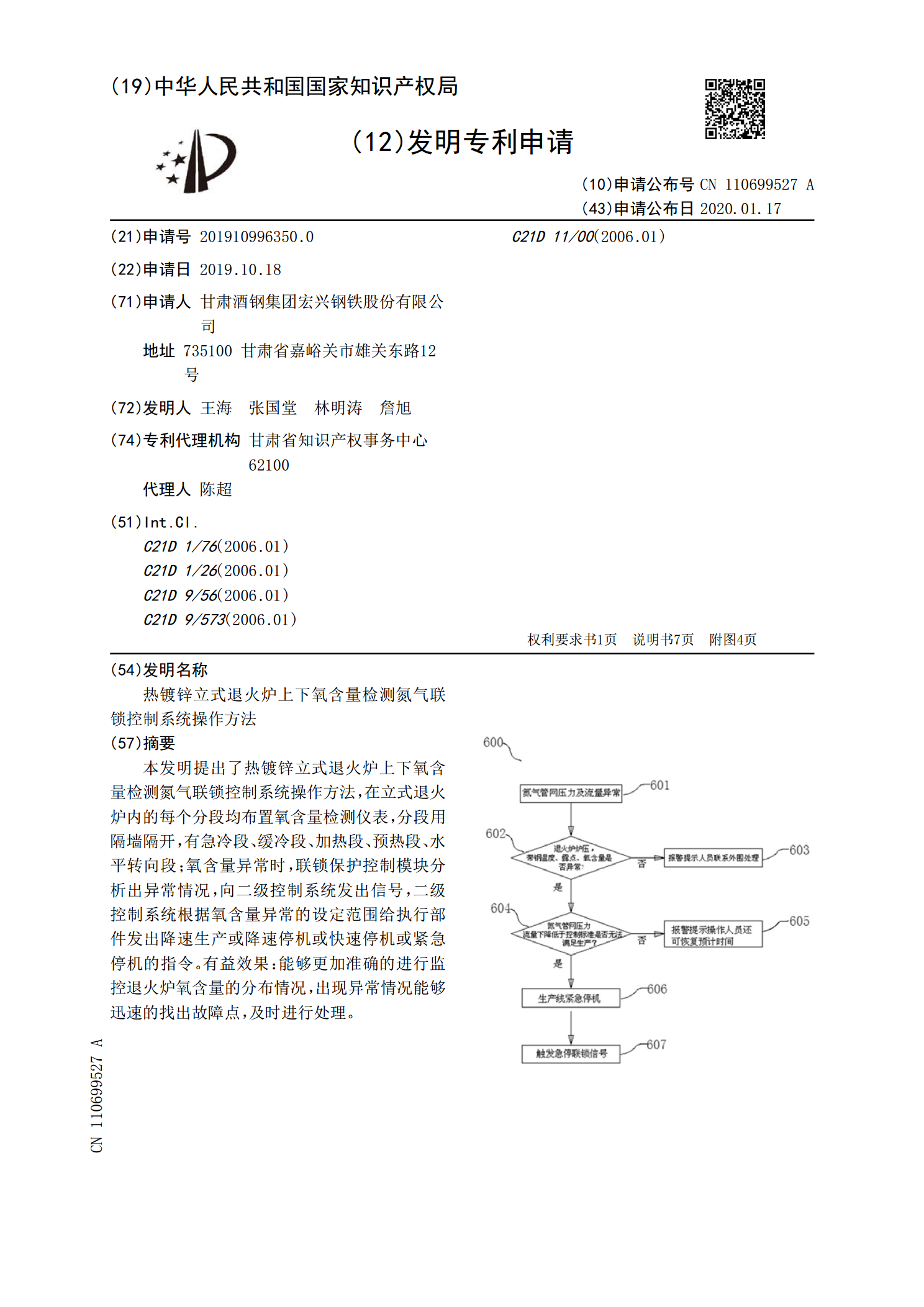
本发明提出了热镀锌立式退火炉上下氧含量检测氮气联锁控制系统操作方法,在立式退火炉内的每个分段均布置氧含量检测仪表,分段用隔墙隔开,有急冷段、缓冷段、加热段、预热段、水平转向段;氧含量异常时,联锁保护控制模块分析出异常情况,向二级控制系统发出信号,二级控制系统根据氧含量异常的设定范围给执行部件发出降速生产或降速停机或快速停机或紧急停机的指令。有益效果:能够更加准确的进行监控退火炉氧含量的分布情况,出现异常情况能够迅速的找出故障点,及时进行处理。

热镀锌立式退火炉上下炉压检测氮气联锁控制系统操作方法.pdf
本发明提出热镀锌立式退火炉上下炉压检测氮气联锁控制系统操作方法,在退火炉的预热段、加热段、缓冷段、急冷段每个段布置两个炉压检测仪表,水平转向段安一个炉压检测仪表;每个段检测炉压及入口密封辊氮气压力的变化,其中以一个段出现实际压力低于设定值压力,触发报警单元以及氮气流量调节阀的开口度进行补救调整,确保炉压正常,氮气流量调节到最大值影响生产或能够影响总管的氮气压力和流量的限制阀值而无法满足生产条件的,触发停机降温模式。有益效果:上下布置的炉压检测能够更加准确的进行监控退火炉炉压的分布情况,能够及时处理存在的问
热镀锌立式退火炉伸缩式迷宫隔离氮气联锁控制系统操作方法.pdf
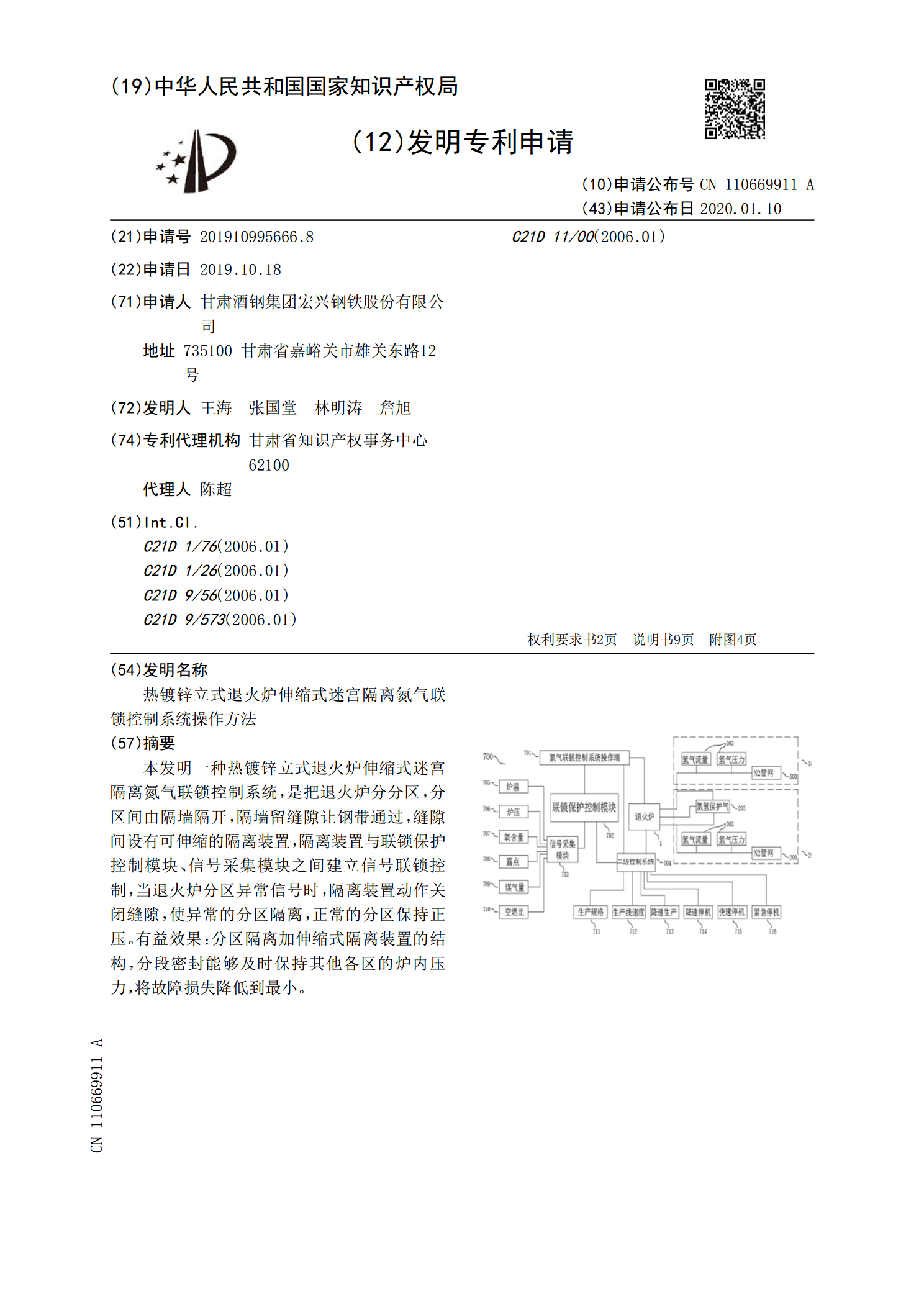
本发明一种热镀锌立式退火炉伸缩式迷宫隔离氮气联锁控制系统,是把退火炉分分区,分区间由隔墙隔开,隔墙留缝隙让钢带通过,缝隙间设有可伸缩的隔离装置,隔离装置与联锁保护控制模块、信号采集模块之间建立信号联锁控制,当退火炉分区异常信号时,隔离装置动作关闭缝隙,使异常的分区隔离,正常的分区保持正压。有益效果:分区隔离加伸缩式隔离装置的结构,分段密封能够及时保持其他各区的炉内压力,将故障损失降低到最小。
立式氮气循环横磁退火炉.pdf
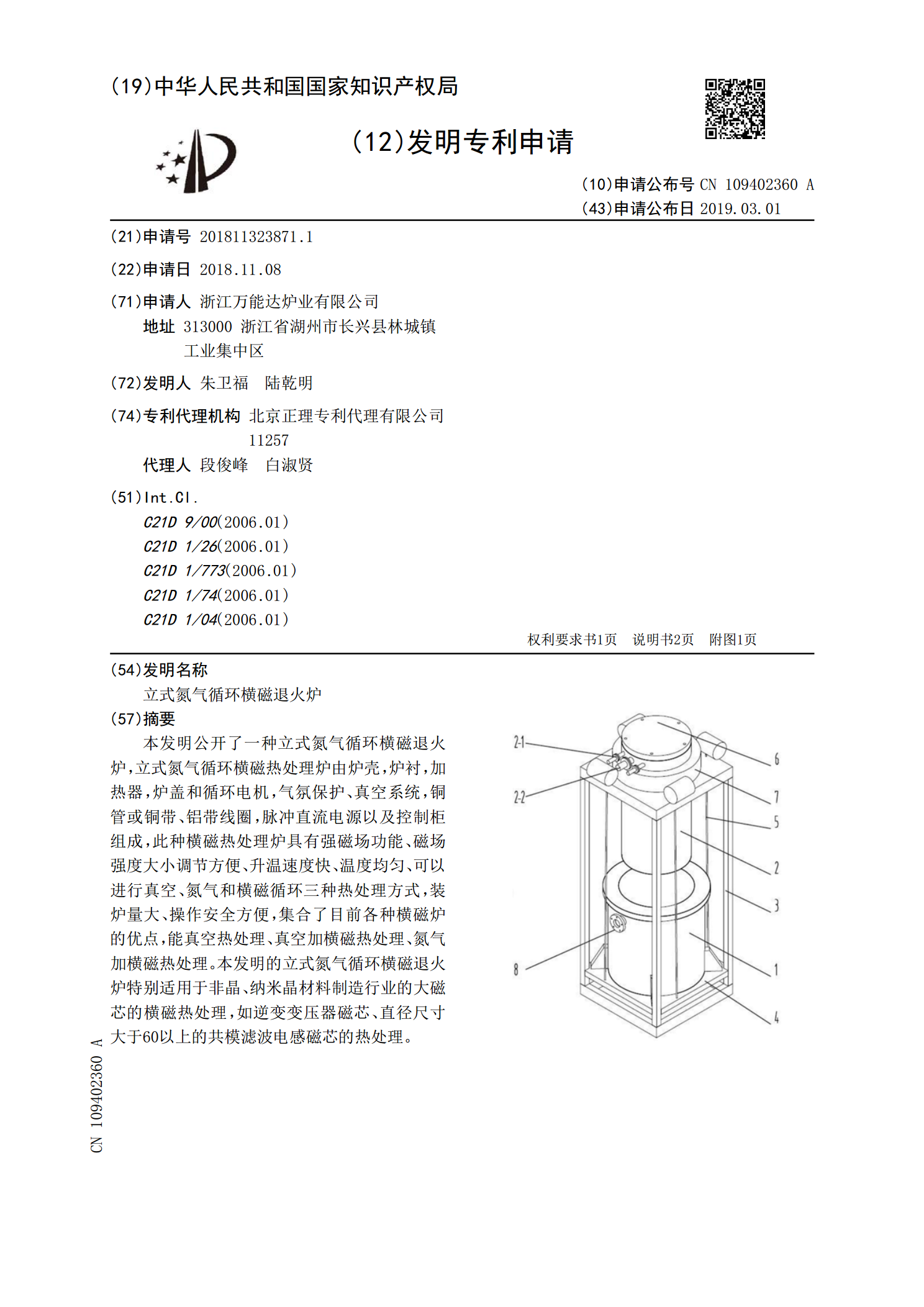
本发明公开了一种立式氮气循环横磁退火炉,立式氮气循环横磁热处理炉由炉壳,炉衬,加热器,炉盖和循环电机,气氛保护、真空系统,铜管或铜带、铝带线圈,脉冲直流电源以及控制柜组成,此种横磁热处理炉具有强磁场功能、磁场强度大小调节方便、升温速度快、温度均匀、可以进行真空、氮气和横磁循环三种热处理方式,装炉量大、操作安全方便,集合了目前各种横磁炉的优点,能真空热处理、真空加横磁热处理、氮气加横磁热处理。本发明的立式氮气循环横磁退火炉特别适用于非晶、纳米晶材料制造行业的大磁芯的横磁热处理,如逆变变压器磁芯、直径尺寸大于