
一种消除冷轧普板连续退火带钢表面麻点的方法.pdf

琰琬****买买

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
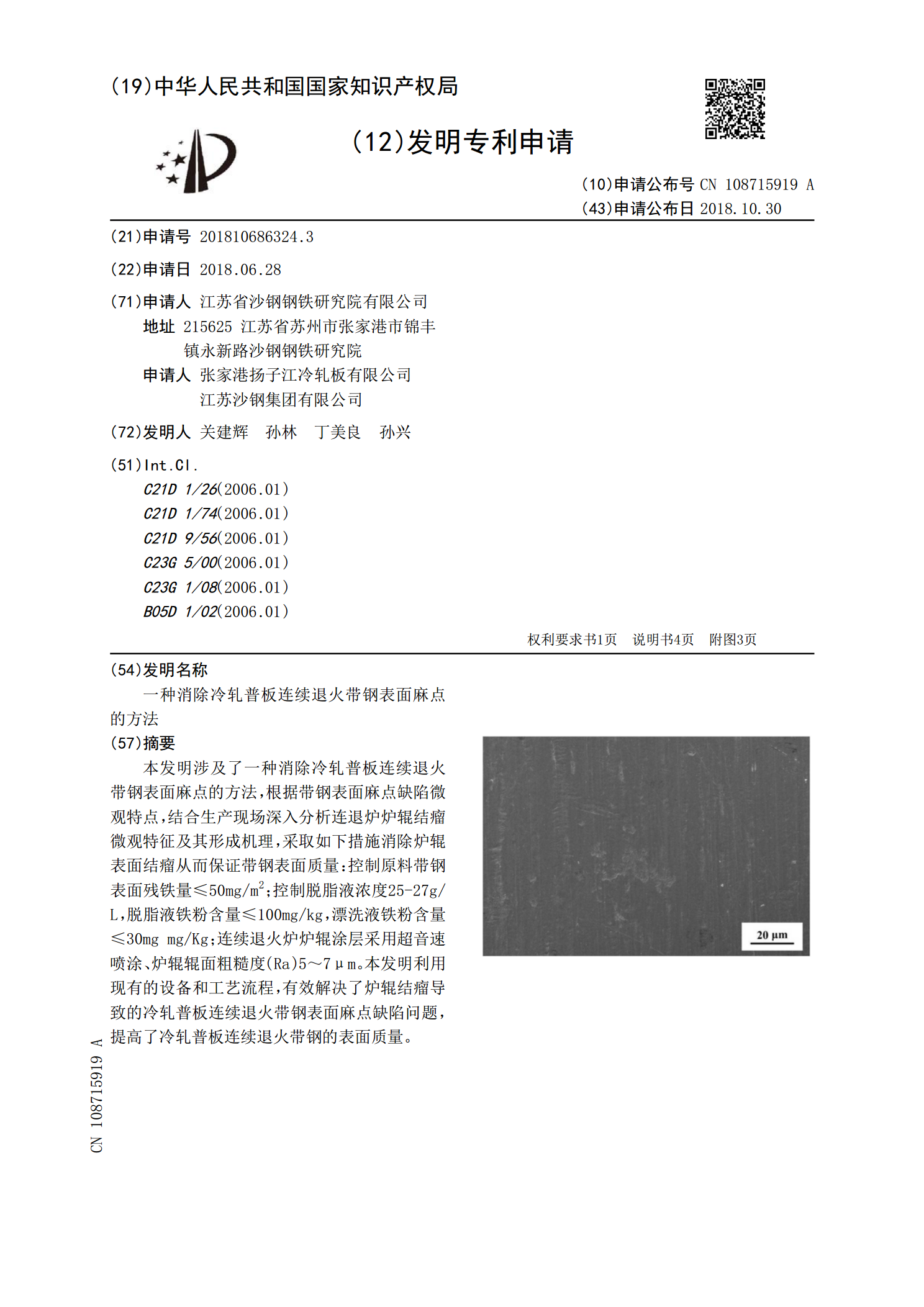
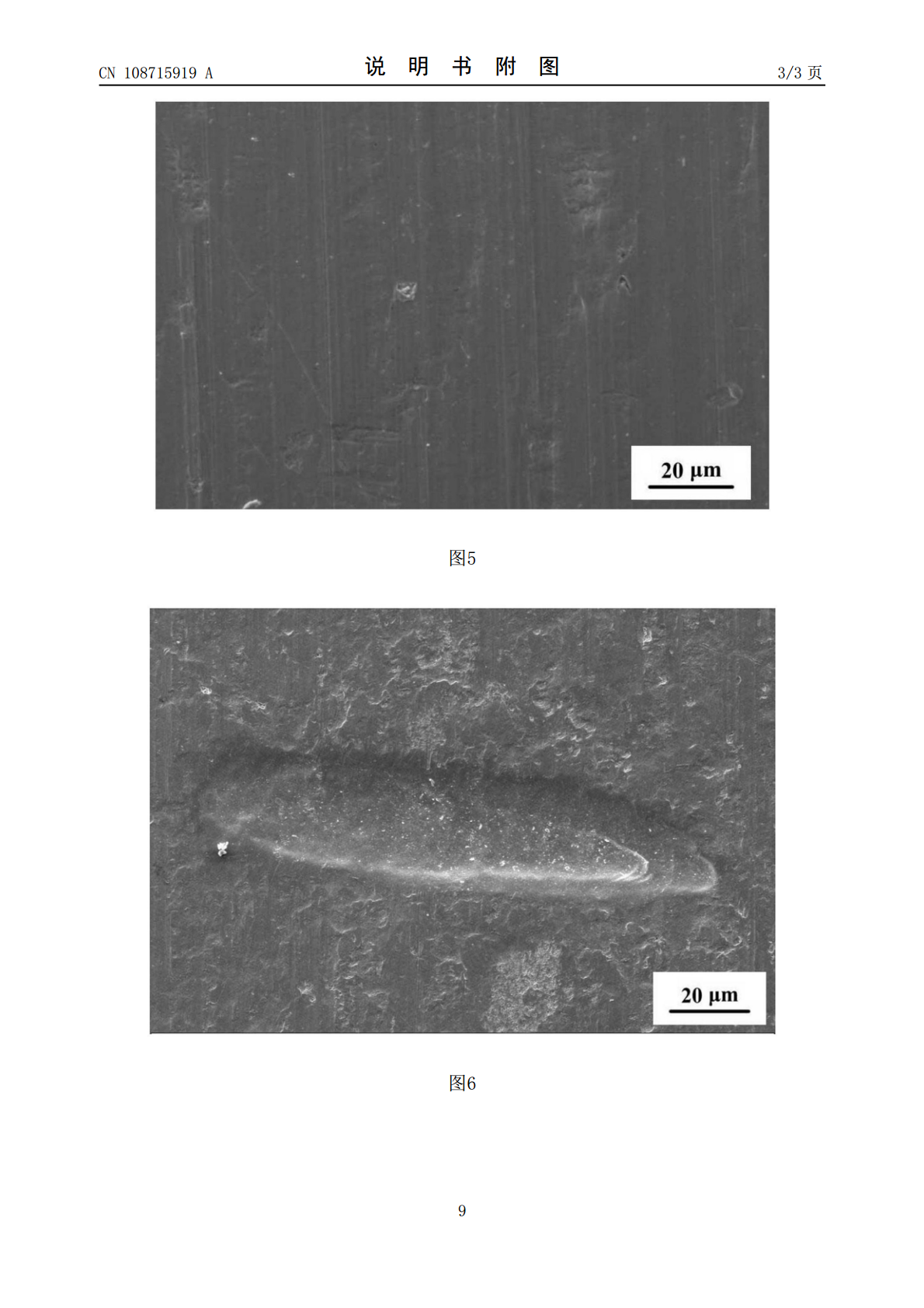
一种消除冷轧普板连续退火带钢表面麻点的方法.pdf
本发明涉及了一种消除冷轧普板连续退火带钢表面麻点的方法,根据带钢表面麻点缺陷微观特点,结合生产现场深入分析连退炉炉辊结瘤微观特征及其形成机理,采取如下措施消除炉辊表面结瘤从而保证带钢表面质量:控制原料带钢表面残铁量≤50mg/m
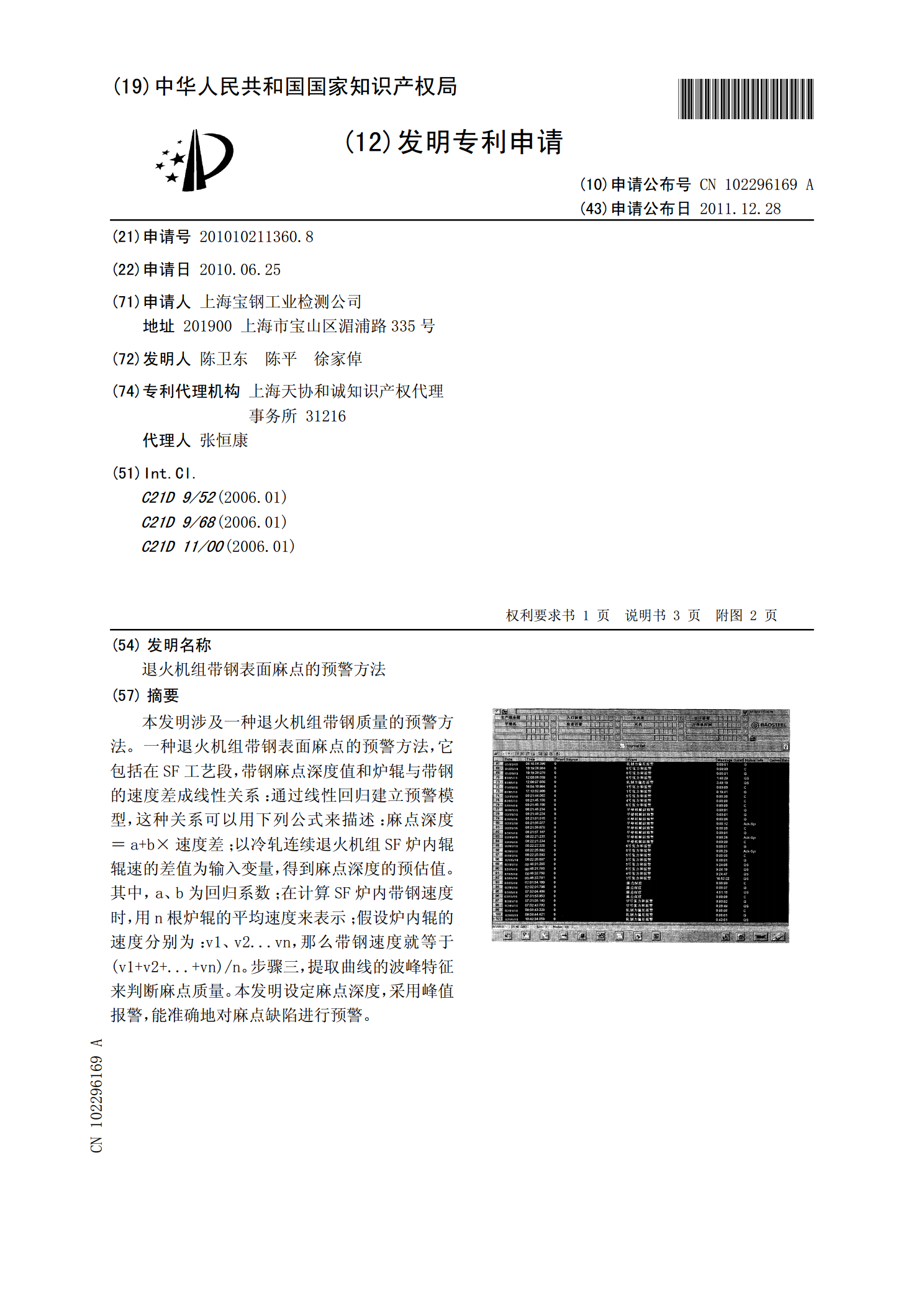
退火机组带钢表面麻点的预警方法.pdf
本发明涉及一种退火机组带钢质量的预警方法。一种退火机组带钢表面麻点的预警方法,它包括在SF工艺段,带钢麻点深度值和炉辊与带钢的速度差成线性关系:通过线性回归建立预警模型,这种关系可以用下列公式来描述:麻点深度=a+b×速度差;以冷轧连续退火机组SF炉内辊辊速的差值为输入变量,得到麻点深度的预估值。其中,a、b为回归系数;在计算SF炉内带钢速度时,用n根炉辊的平均速度来表示;假设炉内辊的速度分别为:v1、v2...vn,那么带钢速度就等于(v1+v2+...+vn)/n。步骤三,提取曲线的波峰特征来判断麻点
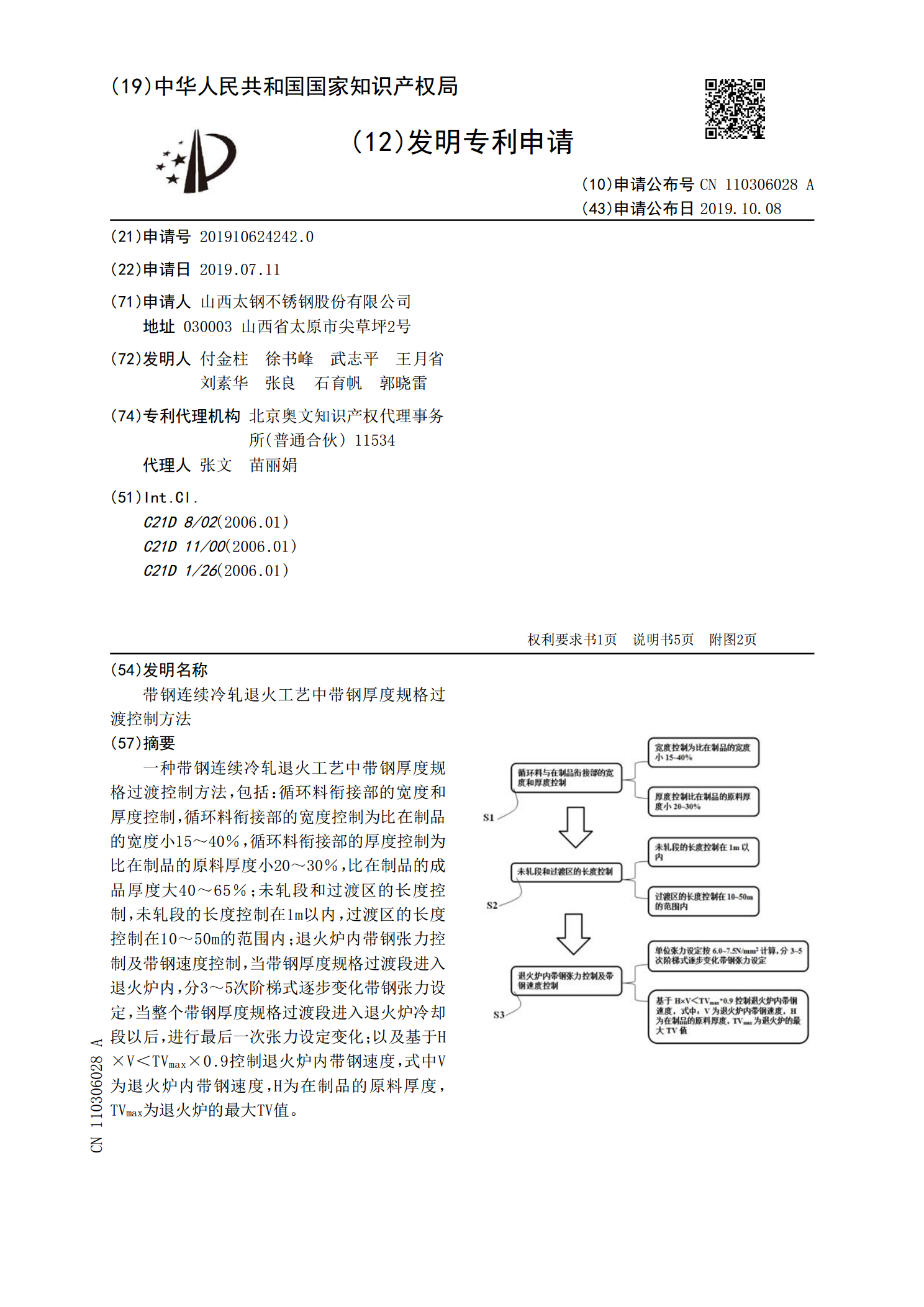
带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法.pdf
一种带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法,包括:循环料衔接部的宽度和厚度控制,循环料衔接部的宽度控制为比在制品的宽度小15~40%,循环料衔接部的厚度控制为比在制品的原料厚度小20~30%,比在制品的成品厚度大40~65%;未轧段和过渡区的长度控制,未轧段的长度控制在1m以内,过渡区的长度控制在10~50m的范围内;退火炉内带钢张力控制及带钢速度控制,当带钢厚度规格过渡段进入退火炉内,分3~5次阶梯式逐步变化带钢张力设定,当整个带钢厚度规格过渡段进入退火炉冷却段以后,进行最后一次张力设定变化;以
一种基于退火工艺预测冷轧连续退火带钢力学性能的方法.pdf
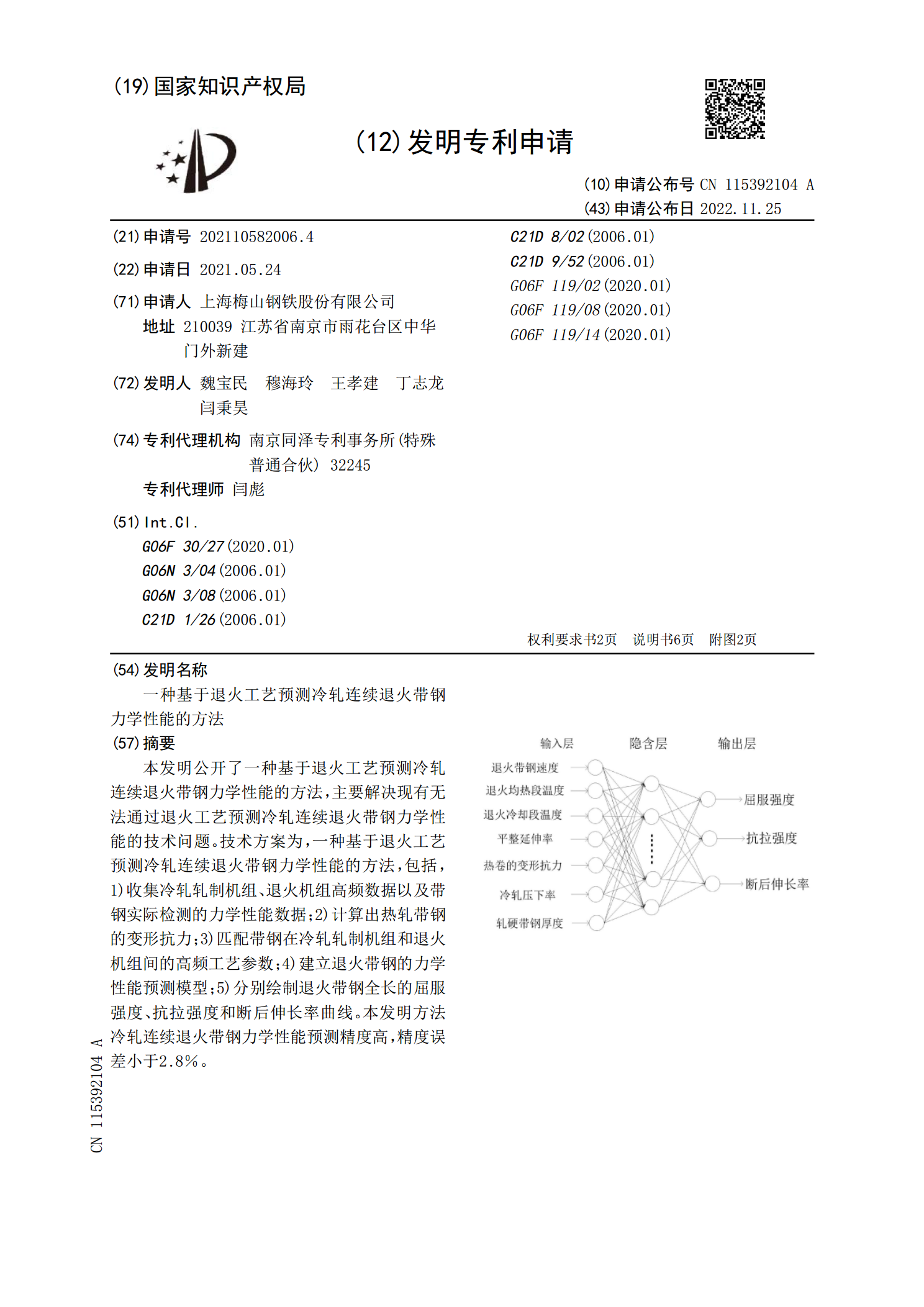
本发明公开了一种基于退火工艺预测冷轧连续退火带钢力学性能的方法,主要解决现有无法通过退火工艺预测冷轧连续退火带钢力学性能的技术问题。技术方案为,一种基于退火工艺预测冷轧连续退火带钢力学性能的方法,包括,1)收集冷轧轧制机组、退火机组高频数据以及带钢实际检测的力学性能数据;2)计算出热轧带钢的变形抗力;3)匹配带钢在冷轧轧制机组和退火机组间的高频工艺参数;4)建立退火带钢的力学性能预测模型;5)分别绘制退火带钢全长的屈服强度、抗拉强度和断后伸长率曲线。本发明方法冷轧连续退火带钢力学性能预测精度高,精度误差小
一种冷轧连续退火炉及带钢边部检测方法.pdf
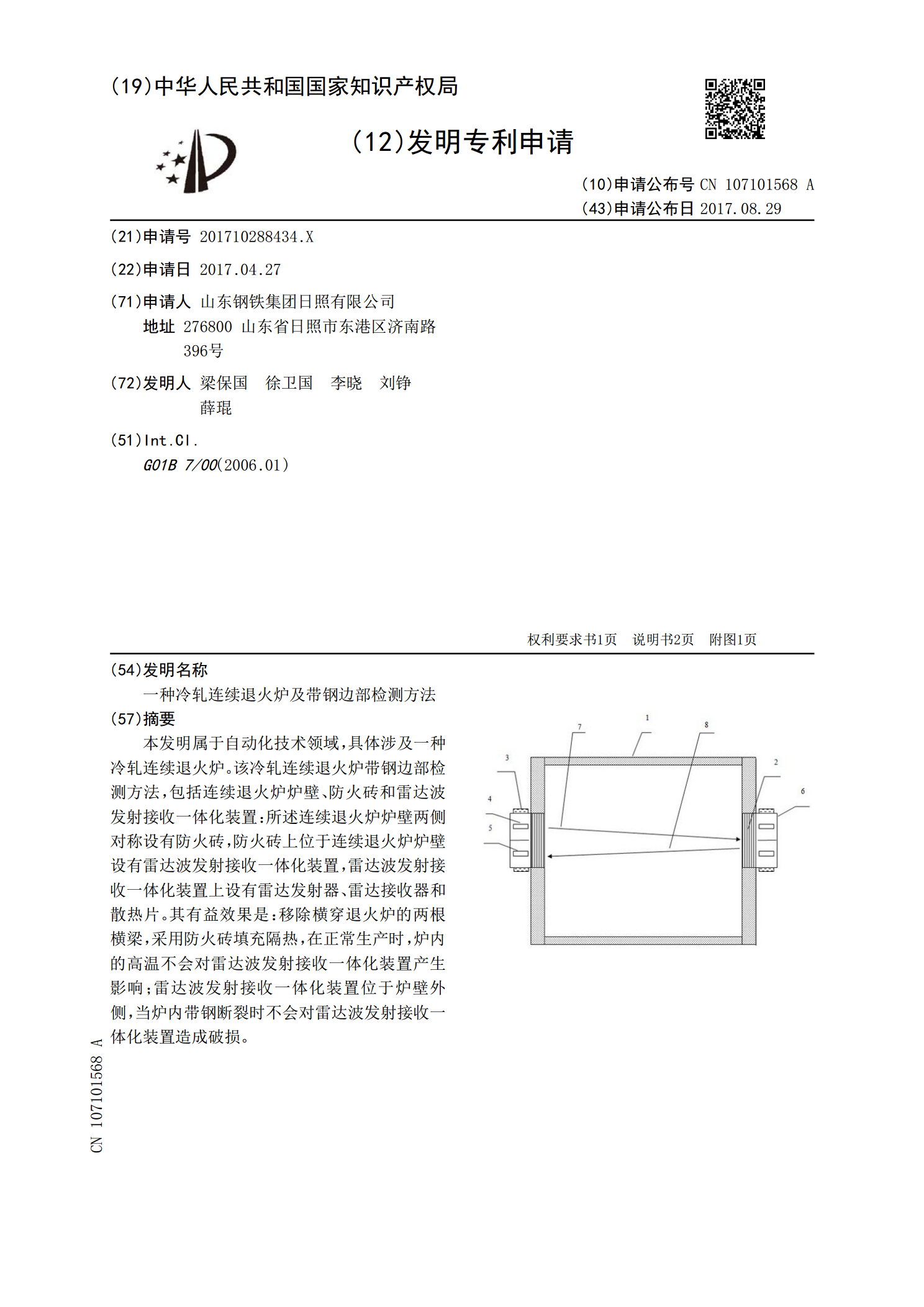
本发明属于自动化技术领域,具体涉及一种冷轧连续退火炉。该冷轧连续退火炉带钢边部检测方法,包括连续退火炉炉壁、防火砖和雷达波发射接收一体化装置:所述连续退火炉炉壁两侧对称设有防火砖,防火砖上位于连续退火炉炉壁设有雷达波发射接收一体化装置,雷达波发射接收一体化装置上设有雷达发射器、雷达接收器和散热片。其有益效果是:移除横穿退火炉的两根横梁,采用防火砖填充隔热,在正常生产时,炉内的高温不会对雷达波发射接收一体化装置产生影响;雷达波发射接收一体化装置位于炉壁外侧,当炉内带钢断裂时不会对雷达波发射接收一体化装置造成