
一种消除热轧带钢表面色差缺陷的控制轧制方法.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
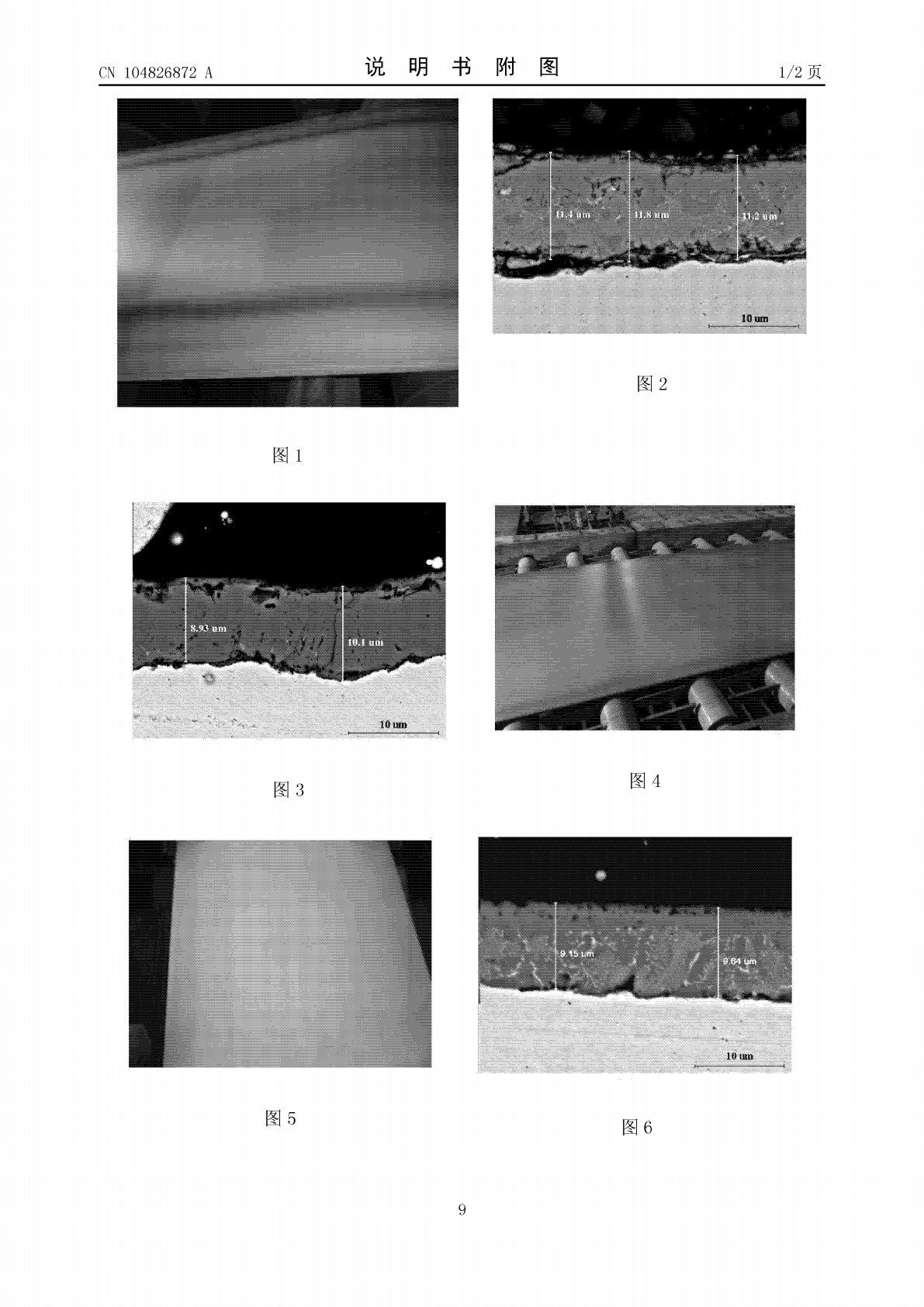
一种消除热轧带钢表面色差缺陷的控制轧制方法.pdf
为了解决热轧带钢表面色差缺陷的问题,本发明提供了一种消除带钢表面色差缺陷的控制轧制方法,属于冶金技术领域。该方法为将连铸成形的板坯置于加热炉中进行加热处理,出炉后对板坯进行高压水除鳞,将一次氧化铁皮除净;再将板坯进行3-5道次粗轧,采用奇数道次除鳞;然后将进入精轧机的板坯除磷1次后进行7机架的精轧,并且在第二至第六机架根据带钢厚度和速度要求投入热轧润滑;精轧后的带钢采用前段式层流冷却模式冷却后卷取。应用本发明,可使热轧带钢的氧化铁皮横向均匀性较传统工艺明显提高,氧化铁皮结构更加合理,有效地消除了热轧带钢表
一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法.pdf
本发明公开了一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,主要解决现有热轧酸洗搪瓷钢板表面氧斑缺陷不能消除的技术问题。本发明的技术方案为:一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,包括以下步骤:对连铸板坯进行加热,连铸板坯的加热温度为1150~1190℃;对连铸板坯进行除鳞,用高压水对连铸板坯进行除鳞;对连铸板坯进行热轧,所述的热轧采用两阶段控制轧制工艺;对精轧后钢板进行层流冷却,层流冷却采用前段冷却,层流冷却水中Cl离子的质量体积浓度≤220mg/L;对热轧钢板进行卷取。本发明减少一次氧化铁皮残

热轧带钢表面纵向裂纹缺陷的成因分析及消除.docx
热轧带钢表面纵向裂纹缺陷的成因分析及消除随着工业的快速发展,带钢已成为生产和建设中必不可少的重要材料之一。但是,生产过程中带钢表面纵向裂纹缺陷的出现却经常给生产带来困扰。本文将分析热轧带钢表面纵向裂纹缺陷的成因,并提出相应的消除方法。一、成因分析1.材料原因材料的硬度、强度不足或者冷却的温度过低,都可能会导致带钢的表面出现纵向裂纹缺陷。同时,用于制作带钢的原材料不合格或受到了外部环境的影响,也会给带钢表面留下纵向裂纹。2.冷却控制不当在热轧带钢的生产过程中,冷却是非常重要的一环。如果冷却不充分或不均匀,就

一种消除热轧带钢纵向条纹缺陷的方法.pdf
本发明公开了一种消除热轧带钢纵向条纹缺陷的方法,通过降低砂轮转速、增加粗磨及精磨阶段轧辊转速、降低第一半精磨阶段轧辊转速、增加第二半精磨及第三半精磨阶段轧辊转速、降低托板速度、降低砂轮与辊面接触压力及增加精磨道次数量,可以彻底消除磨削工艺中F4~F6工作辊上的砂轮印痕迹,达到良好的效果。同时,通过将精轧机组末机架工作辊CVC辊型曲线半径差控制在≤0.75mm的范围内(可选0.625mm),实现了提高磨削效率。且本发明还具有操作简便、效果显著、精确度高的特点,为生产高等级表面质量要求的汽车板和家电板等冷轧产
一种热轧带钢的首轧制宽度控制方法.pdf
本发明涉及一种热轧带钢的首轧制宽度控制方法,主要解决现有热轧带钢宽度在首次轧制时宽度经常窄的技术问题。本发明方法包括以下步骤:S1、设置首次轧制分类库和宽度补偿表,S2、判断产品是否是首次轧制;S3、计算产品首次轧制宽度;S4、动态修正首次轧制后带钢宽度控制,确保连续性。本发明方法通过提高热轧带钢首次轧制时的宽度控制精度来满足产品宽度的要求。