
烘烤炉中带钢规格过渡时张力切换方法.pdf

努力****承悦


1/8

2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
烘烤炉中带钢规格过渡时张力切换方法.pdf
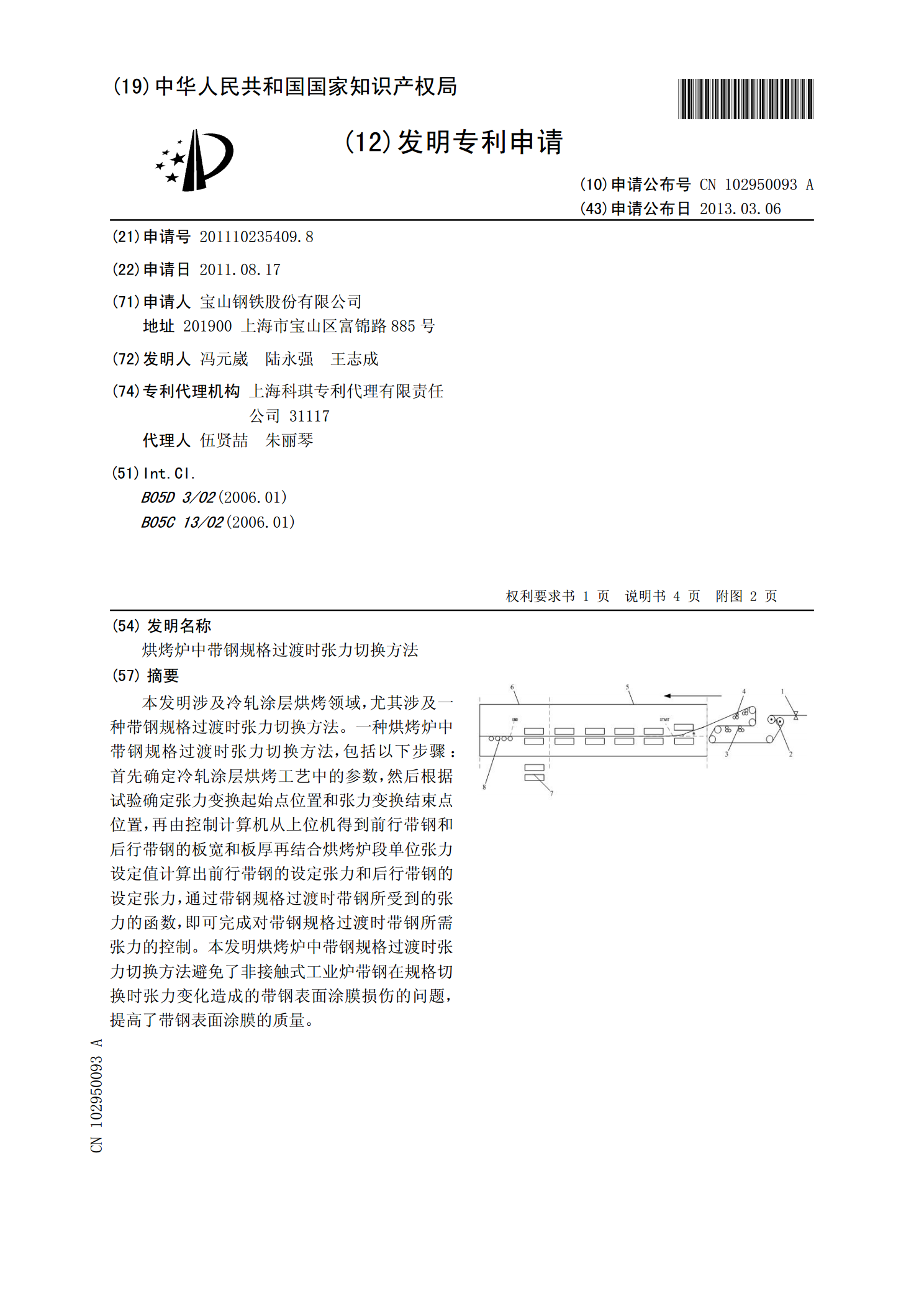
本发明涉及冷轧涂层烘烤领域,尤其涉及一种带钢规格过渡时张力切换方法。一种烘烤炉中带钢规格过渡时张力切换方法,包括以下步骤:首先确定冷轧涂层烘烤工艺中的参数,然后根据试验确定张力变换起始点位置和张力变换结束点位置,再由控制计算机从上位机得到前行带钢和后行带钢的板宽和板厚再结合烘烤炉段单位张力设定值计算出前行带钢的设定张力和后行带钢的设定张力,通过带钢规格过渡时带钢所受到的张力的函数,即可完成对带钢规格过渡时带钢所需张力的控制。本发明烘烤炉中带钢规格过渡时张力切换方法避免了非接触式工业炉带钢在规格切换时张力变
带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法.pdf
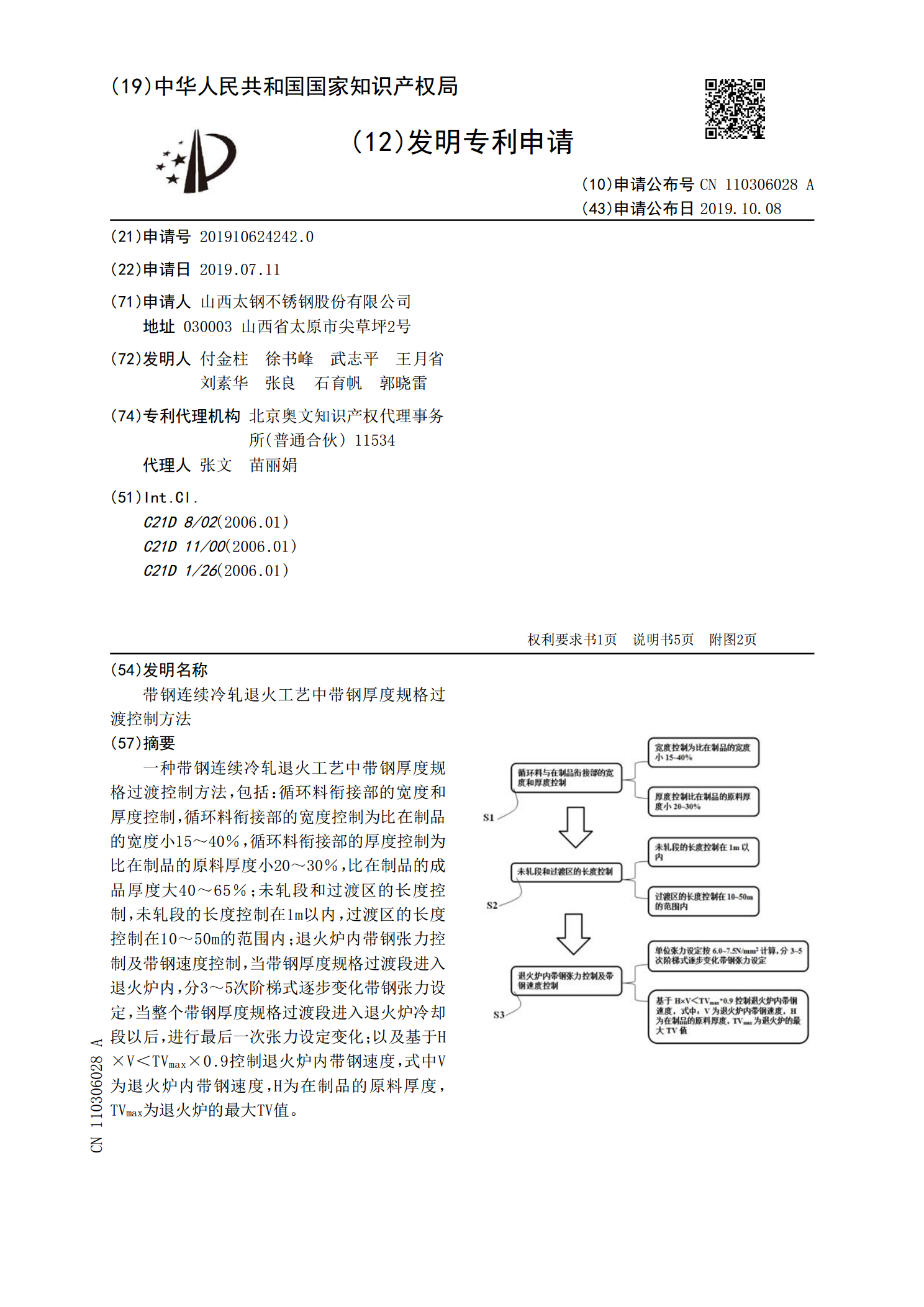
一种带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法,包括:循环料衔接部的宽度和厚度控制,循环料衔接部的宽度控制为比在制品的宽度小15~40%,循环料衔接部的厚度控制为比在制品的原料厚度小20~30%,比在制品的成品厚度大40~65%;未轧段和过渡区的长度控制,未轧段的长度控制在1m以内,过渡区的长度控制在10~50m的范围内;退火炉内带钢张力控制及带钢速度控制,当带钢厚度规格过渡段进入退火炉内,分3~5次阶梯式逐步变化带钢张力设定,当整个带钢厚度规格过渡段进入退火炉冷却段以后,进行最后一次张力设定变化;以
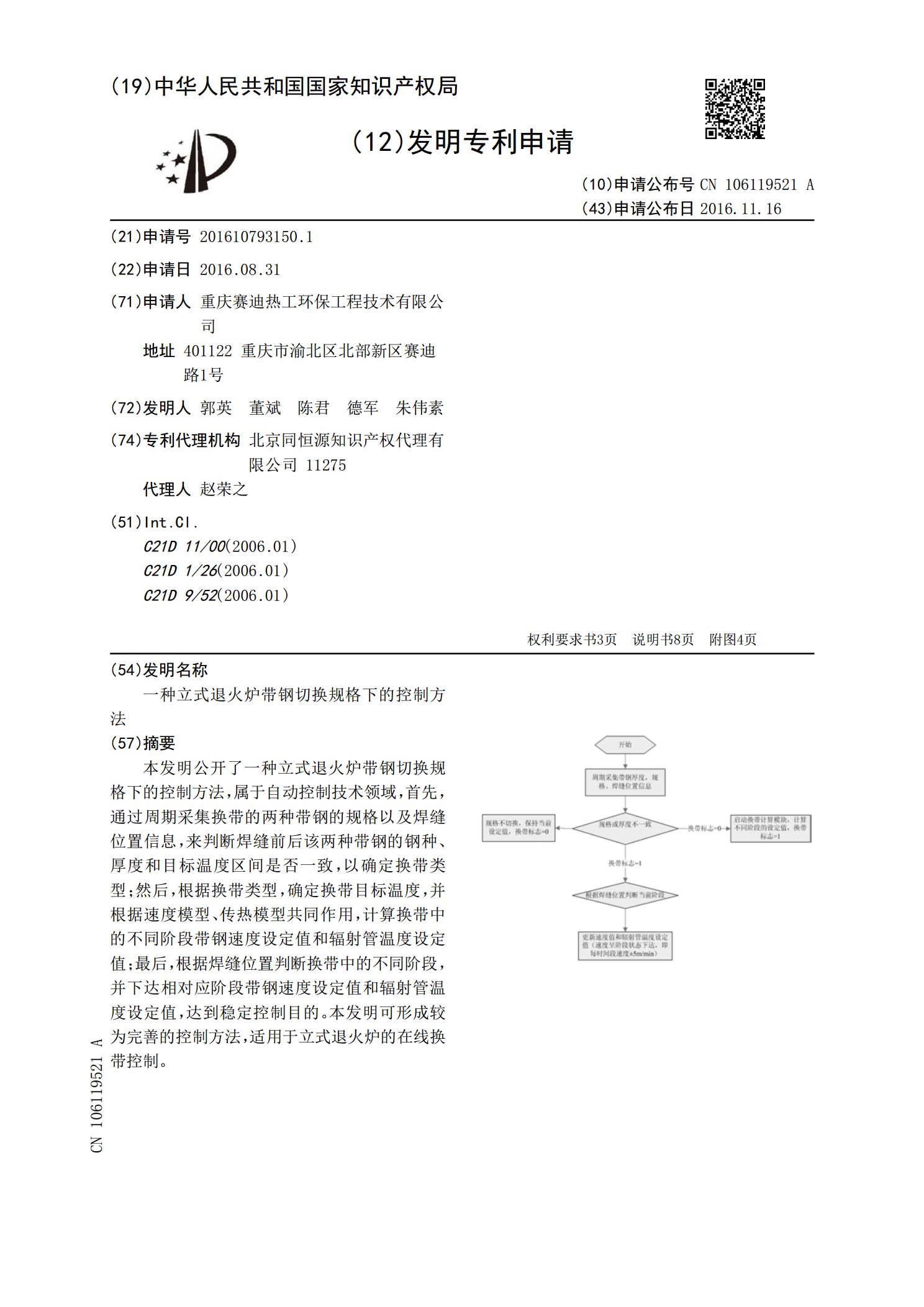
一种立式退火炉带钢切换规格下的控制方法.pdf
本发明公开了一种立式退火炉带钢切换规格下的控制方法,属于自动控制技术领域,首先,通过周期采集换带的两种带钢的规格以及焊缝位置信息,来判断焊缝前后该两种带钢的钢种、厚度和目标温度区间是否一致,以确定换带类型;然后,根据换带类型,确定换带目标温度,并根据速度模型、传热模型共同作用,计算换带中的不同阶段带钢速度设定值和辐射管温度设定值;最后,根据焊缝位置判断换带中的不同阶段,并下达相对应阶段带钢速度设定值和辐射管温度设定值,达到稳定控制目的。本发明可形成较为完善的控制方法,适用于立式退火炉的在线换带控制。

带钢分卷时卷取过程与张力分析.docx
带钢分卷时卷取过程与张力分析带钢分卷是钢卷加工过程中的一道重要工序,目的是将钢卷分割成较窄的带材。在带钢分卷过程中,张力的控制对于保证带材的质量、减少损伤以及提高生产效率都具有重要意义。本文将对带钢分卷过程中的卷取过程和张力分析进行详细阐述。首先,我们来介绍带钢分卷的卷取过程。带钢分卷的卷取主要包括以下几个步骤:开卷、指导、加工、切割、收卷等。开卷是指将大钢卷轴剥开,形成一个宽度适中的未加工带钢,为后续的加工工作做好准备。指导是指通过一系列的辊筒和导向装置,将带钢准确地引导到加工区域,保证带钢的位置和姿态
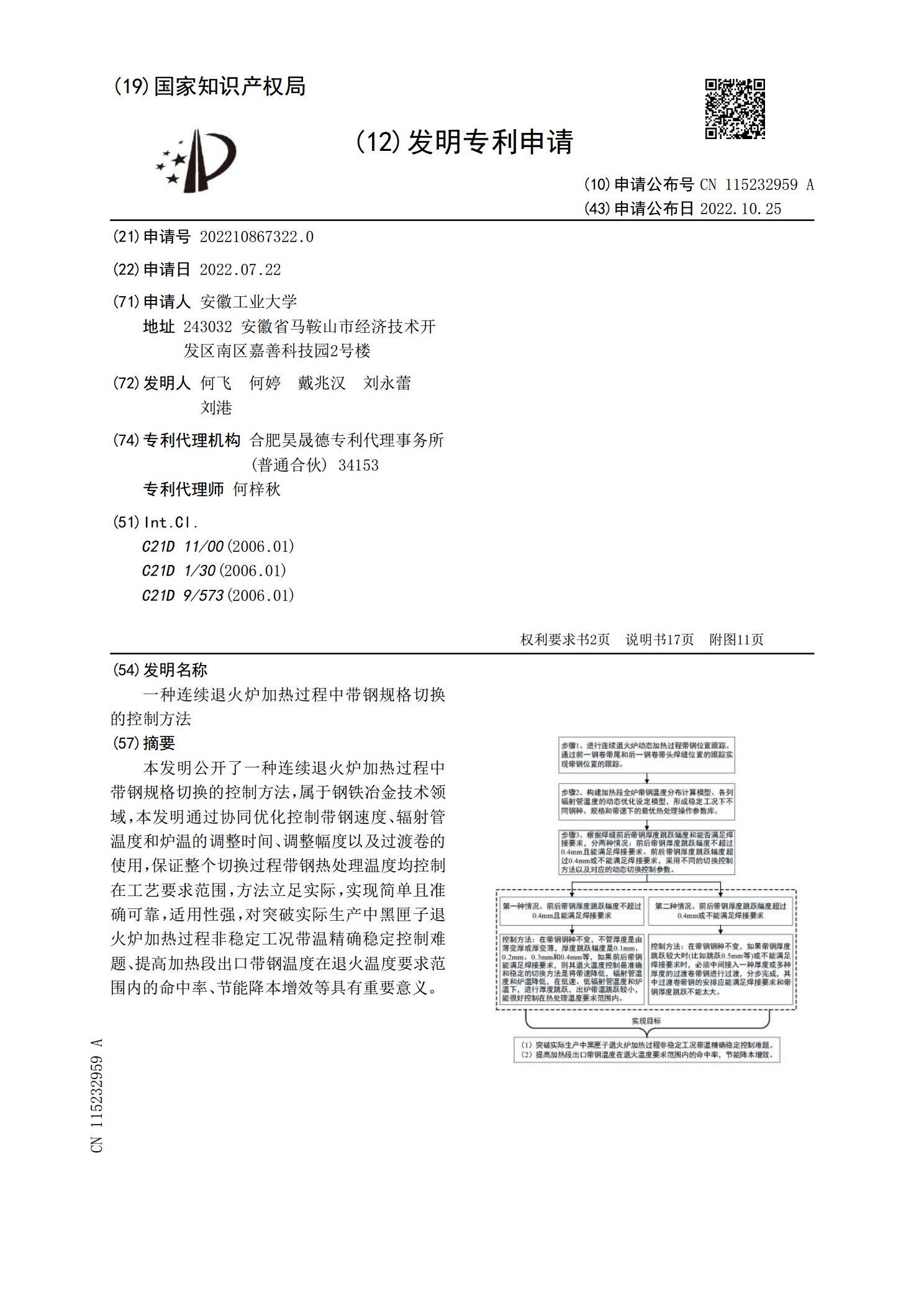
一种连续退火炉加热过程中带钢规格切换的控制方法.pdf
本发明公开了一种连续退火炉加热过程中带钢规格切换的控制方法,属于钢铁冶金技术领域,本发明通过协同优化控制带钢速度、辐射管温度和炉温的调整时间、调整幅度以及过渡卷的使用,保证整个切换过程带钢热处理温度均控制在工艺要求范围,方法立足实际,实现简单且准确可靠,适用性强,对突破实际生产中黑匣子退火炉加热过程非稳定工况带温精确稳定控制难题、提高加热段出口带钢温度在退火温度要求范围内的命中率、节能降本增效等具有重要意义。