
活塞工件自动输送装置及其实现方法.pdf

一吃****继勇


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

活塞工件自动输送装置及其实现方法.pdf
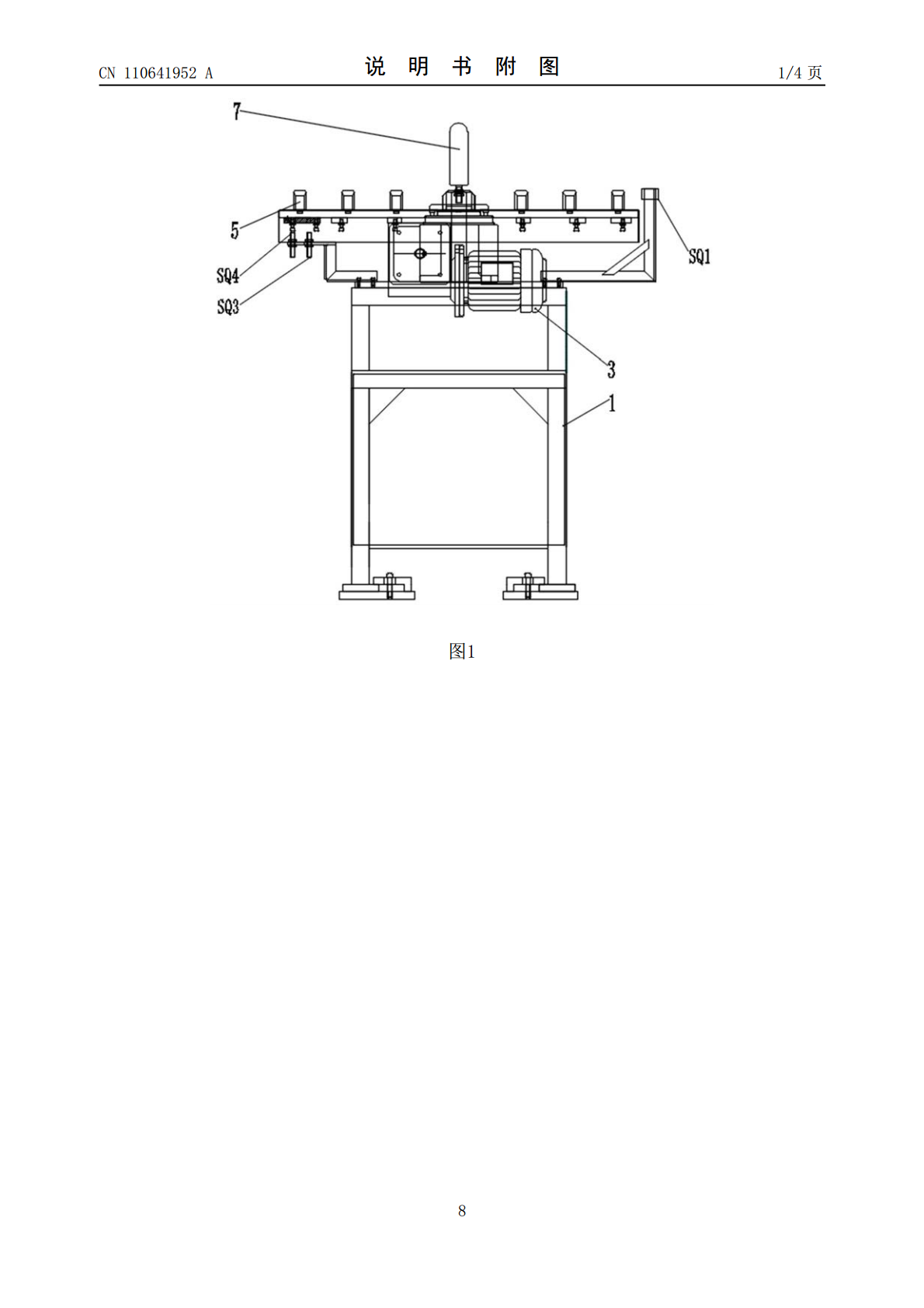
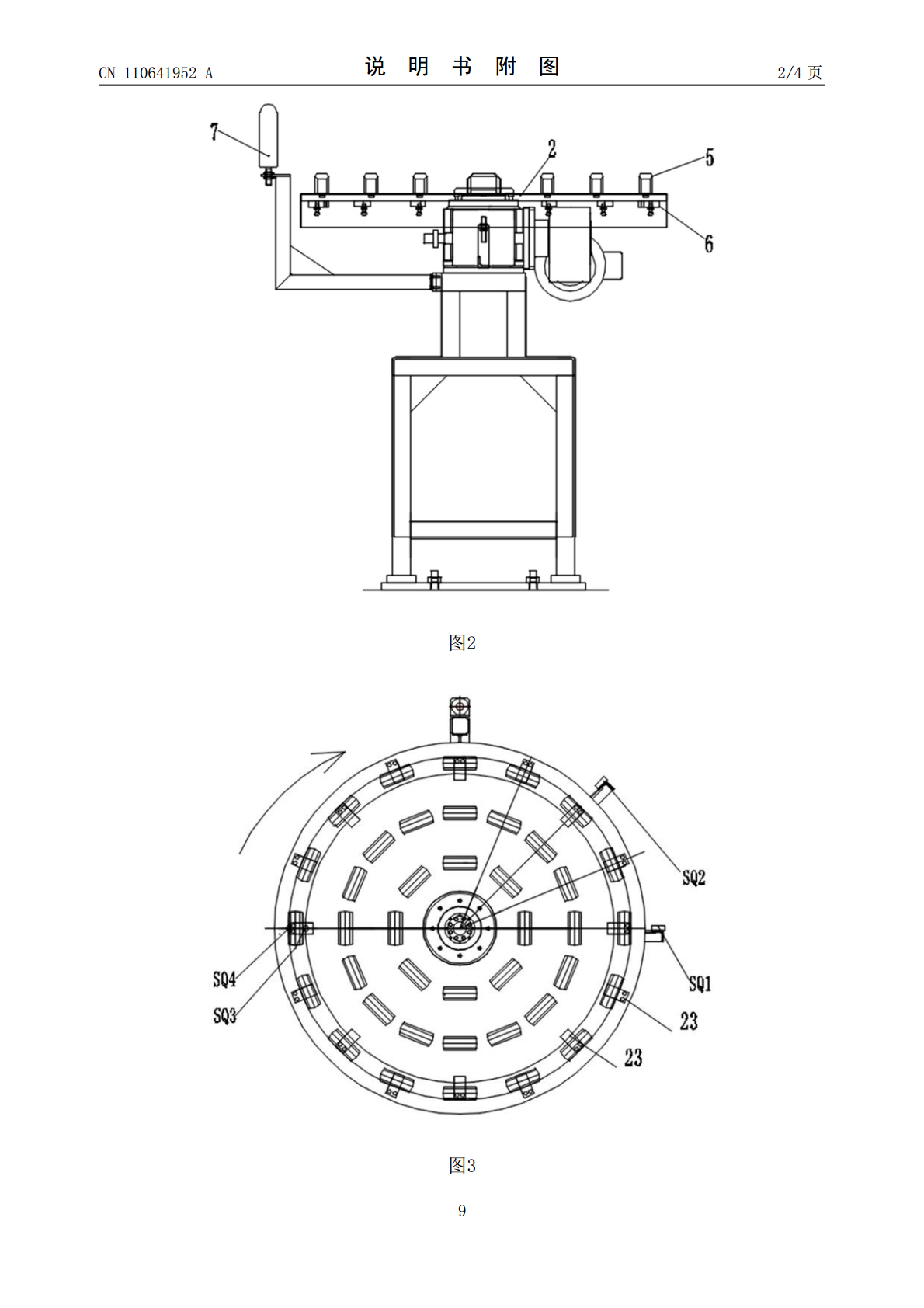
活塞工件自动输送装置,涉及活塞加工装备技术领域,特别是属于一种活塞工件的自动输送装置及其实现方法。固定在地面上的支撑架体以及设置在支撑架体顶端的物料圆盘,支撑架体上安装有等分分割器,等分分割器的减速电机的输出轴与物料圆盘连接,在物料圆盘的外圆周方向上,布置有与等分分割器的等分数相对应数量的活塞工件,且物料圆盘的其他位置对应外圆周上的活塞工件等间距依次放置,在物料圆盘下方沿物料圆盘的外圆周方向上设置有定位块,感应物料圆盘上方外圆周方向上活塞工件的物料检测开关以及报警灯,位置感应开关、物料感应开关、报警灯以及

工件的输送装置及工件的输送方法.pdf
本发明提供一种工件的输送装置及工件的输送方法。工件的输送方法包括:(a)准备多个工件的工序,所述多个工件分别在一个面具有凸部,在另一个面的与凸部对应的部位具有凹部,多个工件在多个工件当中的相邻的两个工件中的一个工件的凹部与另一个工件的凸部相互嵌合的状态下相互接触;(b)对多个工件中的位于端部的工件即第一工件和与第一工件相邻的第二工件当中的在所述凹部容纳一个工件的凸部的工件的凸部进行加热的工序;及(c)在上述工序(b)之后,将多个工件当中的第一工件以外的工件留下并输送第一工件的工序。

工件自动夹紧的方法及其装置.pdf
本发明公开了一种工件自动夹紧的方法及其装置,利用两套伺服系统来夹紧工件,固定卡孔为非圆孔,锁紧螺母的外轮廓形状、尺寸与固定卡孔的形状、尺寸相一致,保证它们能互相配合;一套伺服系统驱动夹头进入(或离开)固定卡孔,使锁紧螺母与卡孔能进行配合或分离;另一套伺服系统用于调整锁紧螺母相位和在锁紧螺母与卡孔相配合时驱动主轴做回转运动,达到夹紧工件的目的。本发明可精确控制夹紧力矩、力矩可调、装夹位可记忆且能快速夹紧。

一种活塞输送装置及其方法.pdf
本发明公开了一种活塞式输送机构及其方法,输送机构包括滑动组件、摆动组件和转动组件,方法是利用盘形凸轮带动齿条的移动,齿条的来回运动,实现扇形齿轮的往复转动,实现了旋塞的来回转动,旋塞的功能从隔离料斗出料口与出料管进料口至实现连通活塞缸与出料管进料口来回切换;利用盘形凸轮带动出料弯头的下弯或者上翘,实现对物料的出料进行控制;利用传动轮转动带动限位框运动,从而带动活塞杆的往复移动,从而来带动活塞的移动,活塞向圆壳方向移动时,将圆壳内的物料推送至出料管内,从而实现了利用活塞实现对物料的供送,将一个供送过程分解成
工件支承装置、工件处理装置、工件输送装置、工件支承方法及工件处理方法.pdf
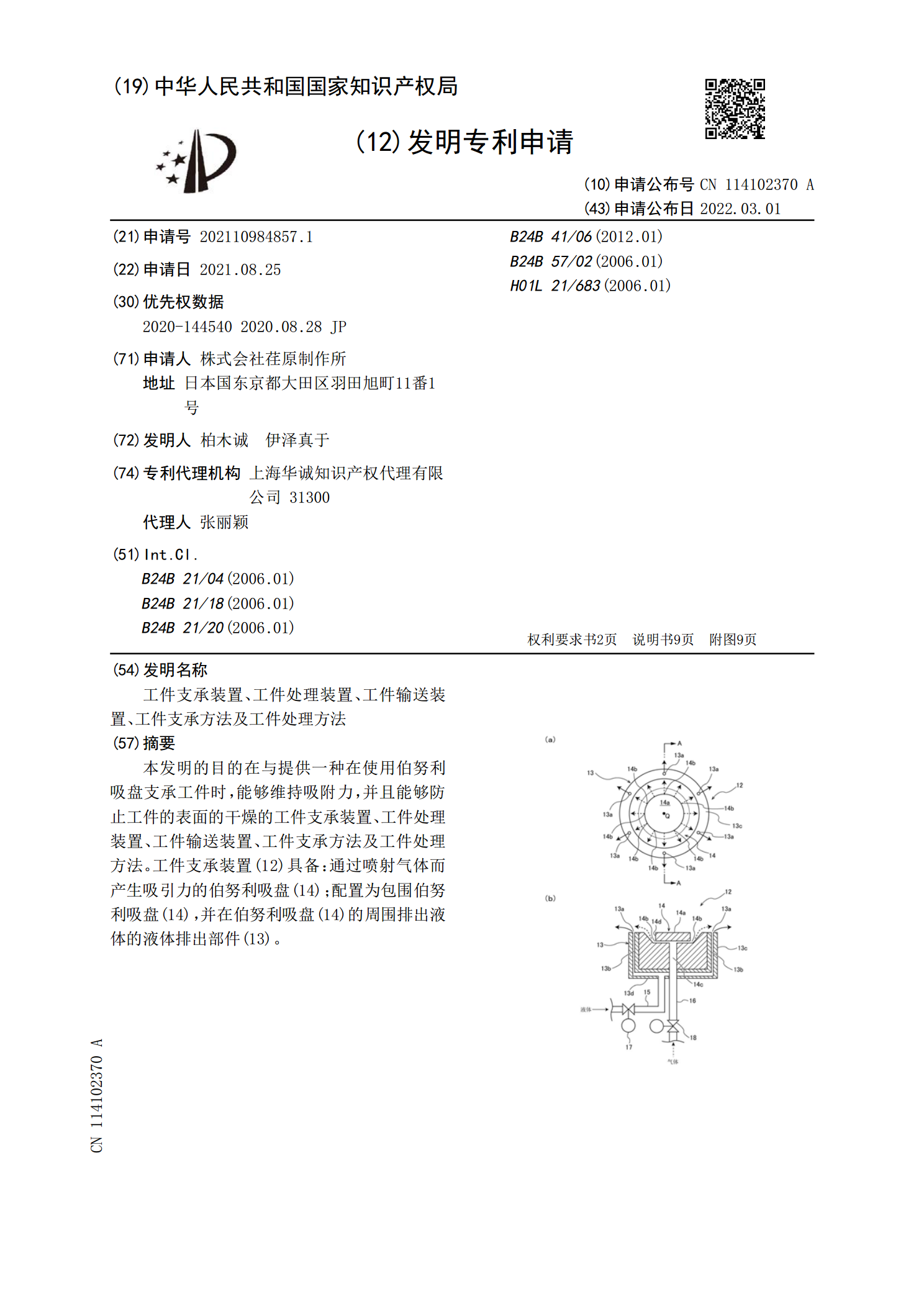
本发明的目的在与提供一种在使用伯努利吸盘支承工件时,能够维持吸附力,并且能够防止工件的表面的干燥的工件支承装置、工件处理装置、工件输送装置、工件支承方法及工件处理方法。工件支承装置(12)具备:通过喷射气体而产生吸引力的伯努利吸盘(14);配置为包围伯努利吸盘(14),并在伯努利吸盘(14)的周围排出液体的液体排出部件(13)。