
用电解铝液铸轧1235宽幅双零铝箔坯料的热处理方法.pdf

文宣****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用电解铝液铸轧1235宽幅双零铝箔坯料的热处理方法.pdf
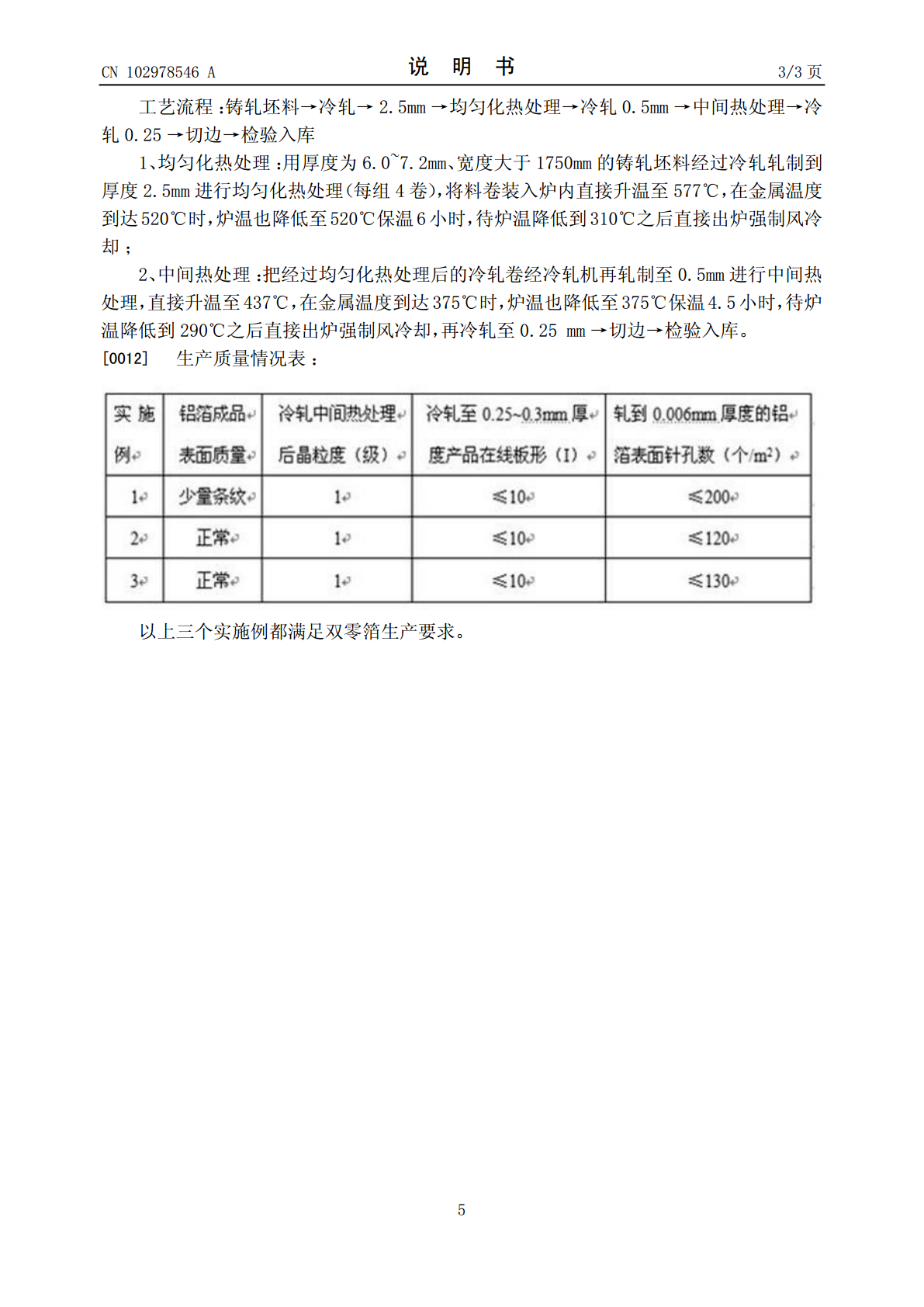
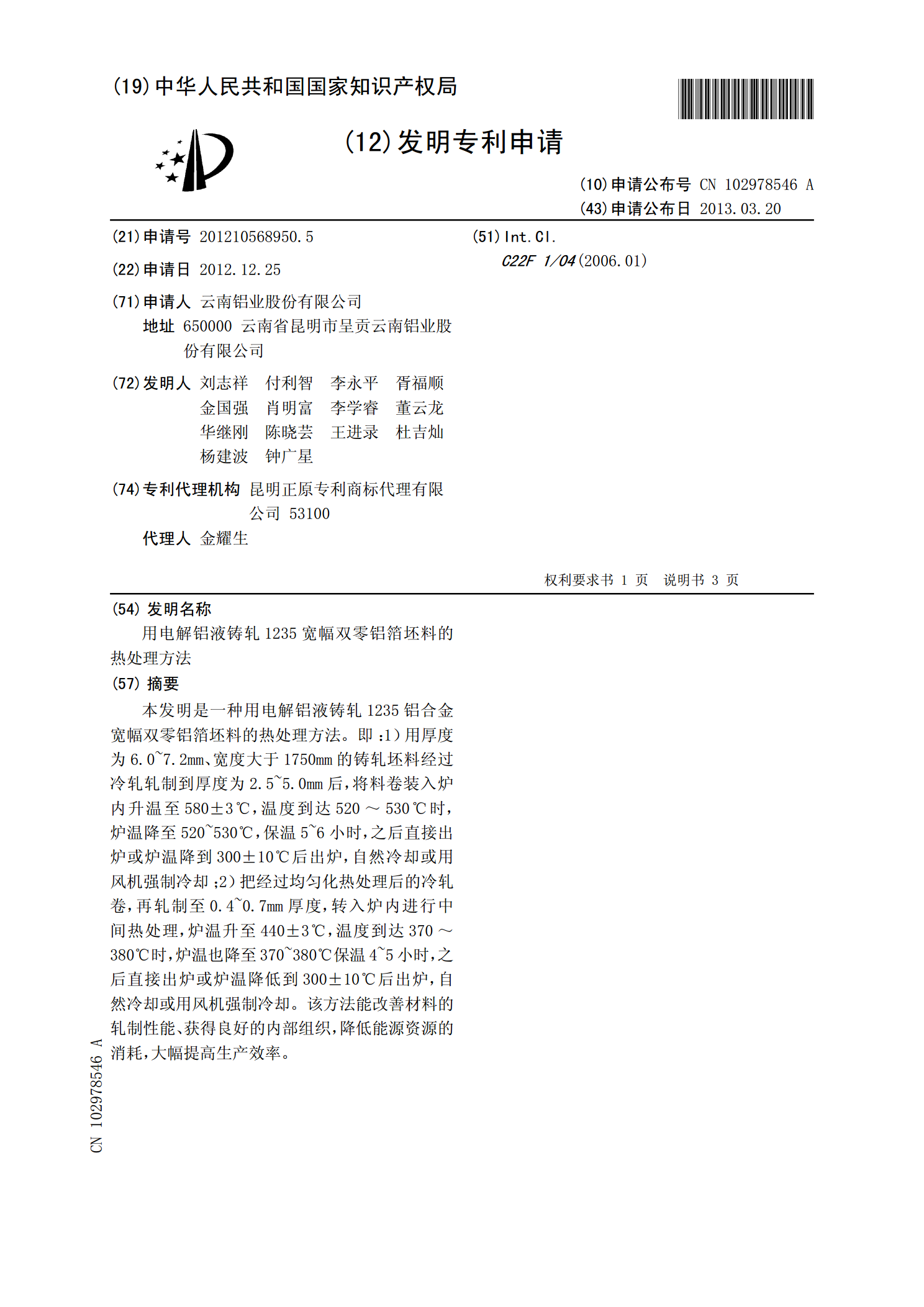
本发明是一种用电解铝液铸轧1235铝合金宽幅双零铝箔坯料的热处理方法。即:1)用厚度为6.0~7.2mm、宽度大于1750mm的铸轧坯料经过冷轧轧制到厚度为2.5~5.0mm后,将料卷装入炉内升温至580±3℃,温度到达520~530℃时,炉温降至520~530℃,保温5~6小时,之后直接出炉或炉温降到300±10℃后出炉,自然冷却或用风机强制冷却;2)把经过均匀化热处理后的冷轧卷,再轧制至0.4~0.7mm厚度,转入炉内进行中间热处理,炉温升至440±3℃,温度到达370~380℃时,炉温也降至370~
电解铝液直接铸轧坯生产超宽幅超薄铝箔铸轧坯料的方法.pdf
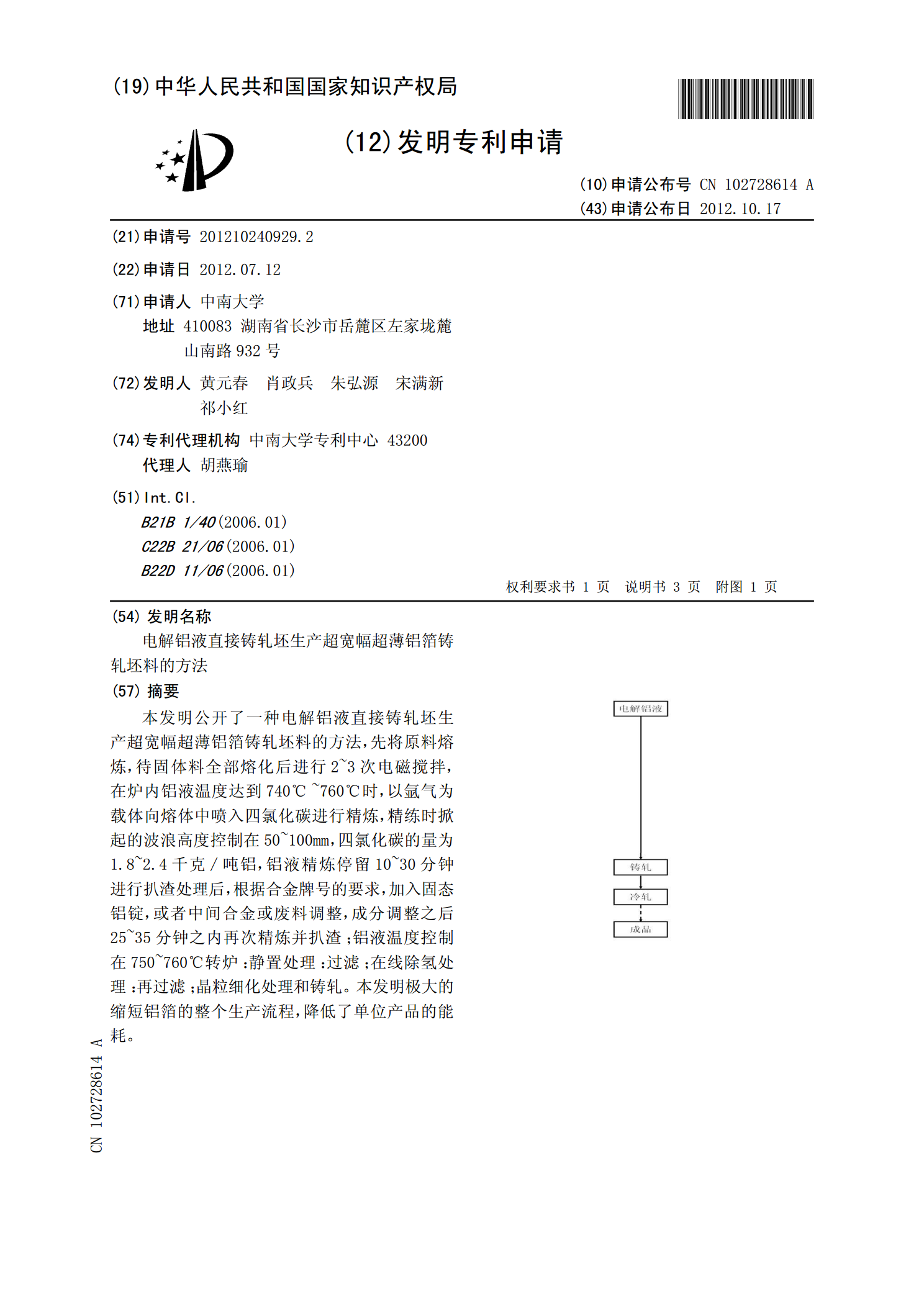
本发明公开了一种电解铝液直接铸轧坯生产超宽幅超薄铝箔铸轧坯料的方法,先将原料熔炼,待固体料全部熔化后进行2~3次电磁搅拌,在炉内铝液温度达到740℃~760℃时,以氩气为载体向熔体中喷入四氯化碳进行精炼,精练时掀起的波浪高度控制在50~100mm,四氯化碳的量为1.8~2.4千克/吨铝,铝液精炼停留10~30分钟进行扒渣处理后,根据合金牌号的要求,加入固态铝锭,或者中间合金或废料调整,成分调整之后25~35分钟之内再次精炼并扒渣;铝液温度控制在750~760℃转炉:静置处理:过滤;在线除氢处理:再过滤;晶
电解铝液直接铸轧高档双零铝箔坯料生产工艺.pdf
一种电解铝液直接铸轧高档双零铝箔坯料生产工艺,工艺流程为:熔炼炉装料→电解铝液合金化→熔炼→成分微调整→熔体净化→转入保温炉→保温炉熔体净化→在线除气→在线过滤→铸轧→卷取成品;其中电解铝液合金化采用75‑85%电解铝液、25‑15%固体铝,熔炼炉内铝液温度为740‑755℃;熔体净化采用在熔炼炉内用高纯氩气携带国产精炼剂进行喷粉精炼1次,再用高纯氩气携带进口精炼剂喷粉精炼两次;通过模拟和现场实验相结合设计铸嘴结构和尺寸。大大降低了能源消耗,减少了铝锭的铸损和重熔时的二次铝烧损及二氧化碳排放,提高了成品率
一种生产超宽幅双零铝箔的电解铝液净化方法.pdf
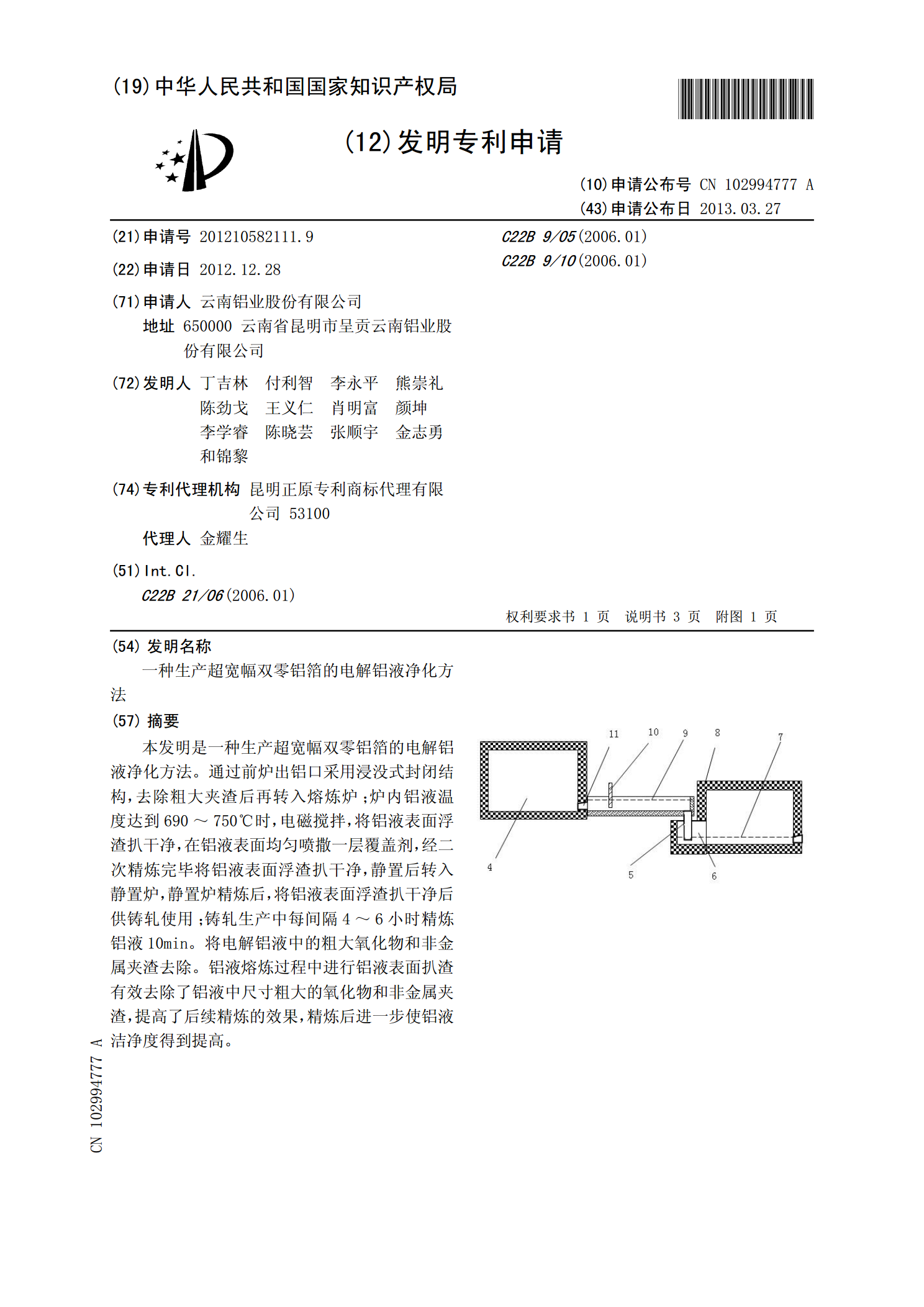
本发明是一种生产超宽幅双零铝箔的电解铝液净化方法。通过前炉出铝口采用浸没式封闭结构,去除粗大夹渣后再转入熔炼炉;炉内铝液温度达到690~750℃时,电磁搅拌,将铝液表面浮渣扒干净,在铝液表面均匀喷撒一层覆盖剂,经二次精炼完毕将铝液表面浮渣扒干净,静置后转入静置炉,静置炉精炼后,将铝液表面浮渣扒干净后供铸轧使用;铸轧生产中每间隔4~6小时精炼铝液10min。将电解铝液中的粗大氧化物和非金属夹渣去除。铝液熔炼过程中进行铝液表面扒渣有效去除了铝液中尺寸粗大的氧化物和非金属夹渣,提高了后续精炼的效果,精炼后进一步
3003合金生产容器箔用铝箔坯料铸轧生产工艺.pdf
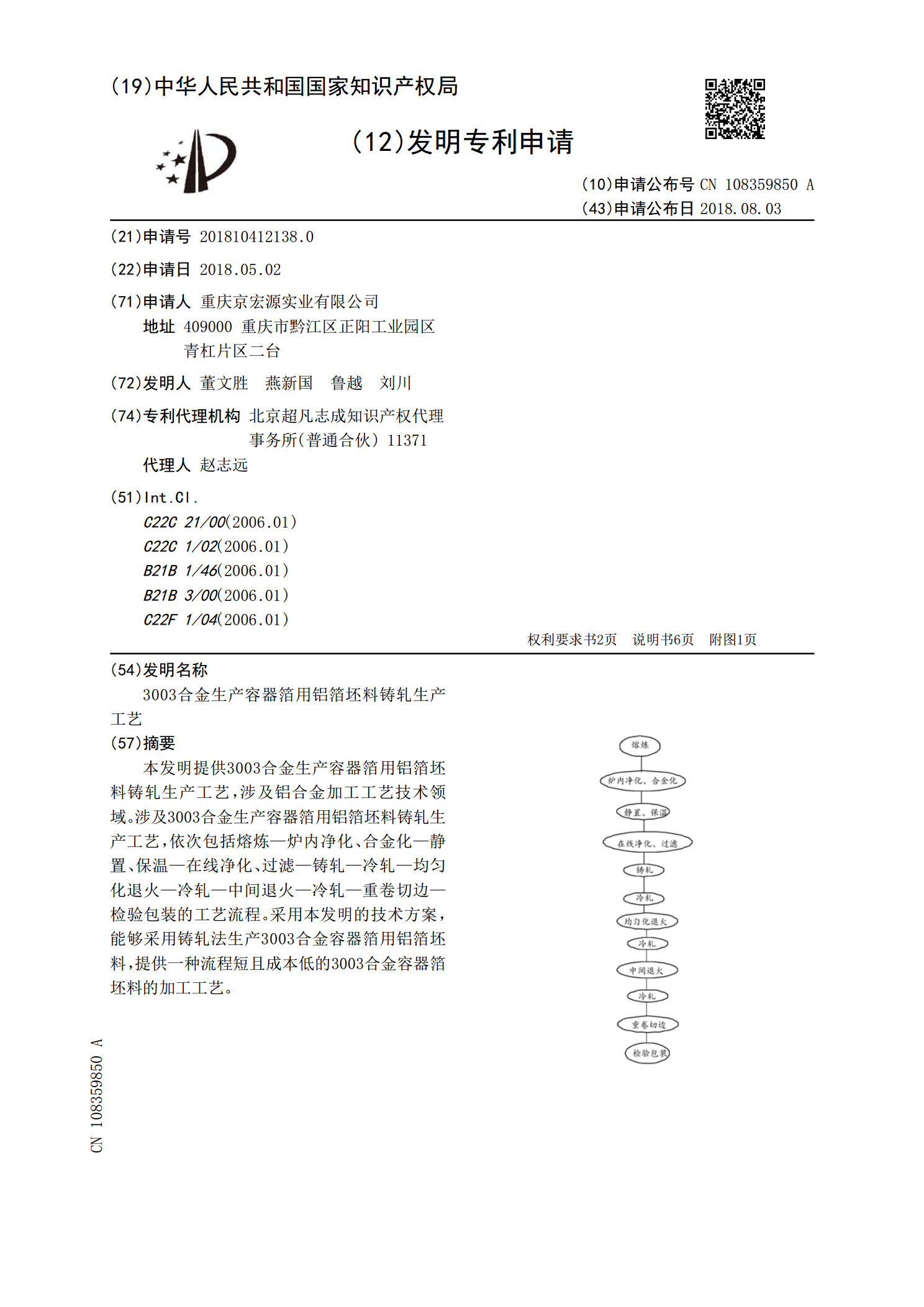
本发明提供3003合金生产容器箔用铝箔坯料铸轧生产工艺,涉及铝合金加工工艺技术领域。涉及3003合金生产容器箔用铝箔坯料铸轧生产工艺,依次包括熔炼—炉内净化、合金化—静置、保温—在线净化、过滤—铸轧—冷轧—均匀化退火—冷轧—中间退火—冷轧—重卷切边—检验包装的工艺流程。采用本发明的技术方案,能够采用铸轧法生产3003合金容器箔用铝箔坯料,提供一种流程短且成本低的3003合金容器箔坯料的加工工艺。