
3003合金生产容器箔用铝箔坯料铸轧生产工艺.pdf

一只****iu

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
3003合金生产容器箔用铝箔坯料铸轧生产工艺.pdf
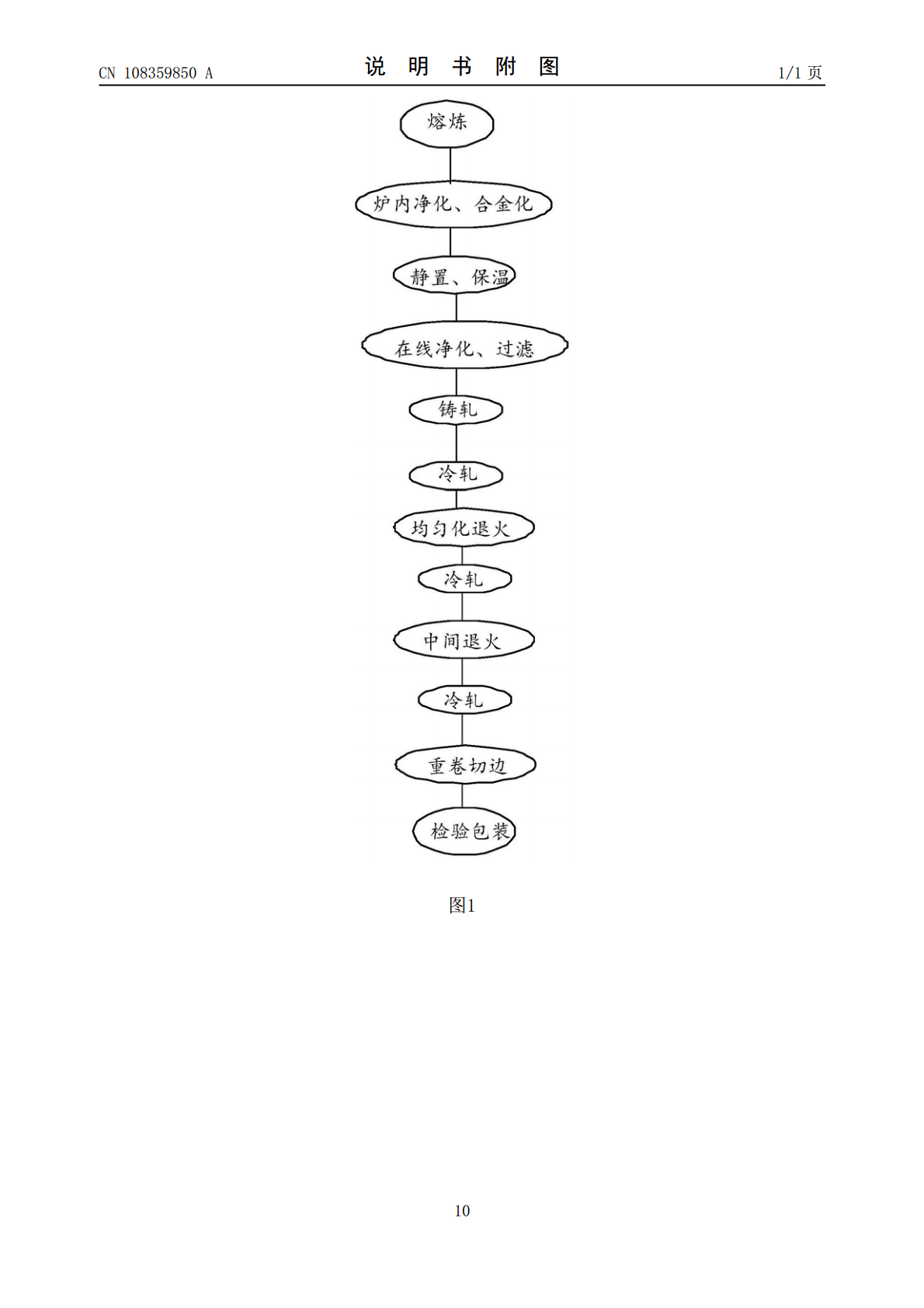
本发明提供3003合金生产容器箔用铝箔坯料铸轧生产工艺,涉及铝合金加工工艺技术领域。涉及3003合金生产容器箔用铝箔坯料铸轧生产工艺,依次包括熔炼—炉内净化、合金化—静置、保温—在线净化、过滤—铸轧—冷轧—均匀化退火—冷轧—中间退火—冷轧—重卷切边—检验包装的工艺流程。采用本发明的技术方案,能够采用铸轧法生产3003合金容器箔用铝箔坯料,提供一种流程短且成本低的3003合金容器箔坯料的加工工艺。

铝箔生产用箔坯的高速铸轧技术.docx
铝箔生产用箔坯的高速铸轧技术铝箔是一种薄而轻的金属箔,由铝材料制成。它具有良好的导热性、隔热性和透明性,因此在食品包装、电力电子、建筑材料等领域得到广泛应用。铝箔的生产是一个复杂而具有挑战性的过程,其中铝箔坯的生产是关键步骤之一。本文将探讨铝箔生产中用箔坯的高速铸轧技术。高速铸轧是一种将铝水快速铸造成箔坯,并立即进行轧制的技术。它相比传统的低速连铸和传统轧制的铝箔生产方法,具有一系列优势和特点。首先,高速铸轧技术可以大幅提高生产效率。通过高速的铸造和轧制过程,可以在较短的时间内完成更多的铝箔坯生产。其次,

3003电解电容器阴极箔用铸轧铝合金研究综述.docx
3003电解电容器阴极箔用铸轧铝合金研究综述摘要:本文对铸轧铝合金作为3003电解电容器阴极箔的研究进行了综述。铸轧铝合金具有较高的电化学性能和加工性能,对于提高电解电容器的性能和降低成本具有重要作用。本文从铸轧铝合金的制备方法、微观结构和物理性能等方面进行了综述,以期为相关研究提供参考和借鉴。关键词:3003电解电容器阴极箔;铸轧铝合金;制备方法;微观结构;物理性能Abstract:Thispaperreviewstheresearchoncast-rolledaluminumalloysas3003e
电解铝液直接铸轧高档双零铝箔坯料生产工艺.pdf
一种电解铝液直接铸轧高档双零铝箔坯料生产工艺,工艺流程为:熔炼炉装料→电解铝液合金化→熔炼→成分微调整→熔体净化→转入保温炉→保温炉熔体净化→在线除气→在线过滤→铸轧→卷取成品;其中电解铝液合金化采用75‑85%电解铝液、25‑15%固体铝,熔炼炉内铝液温度为740‑755℃;熔体净化采用在熔炼炉内用高纯氩气携带国产精炼剂进行喷粉精炼1次,再用高纯氩气携带进口精炼剂喷粉精炼两次;通过模拟和现场实验相结合设计铸嘴结构和尺寸。大大降低了能源消耗,减少了铝锭的铸损和重熔时的二次铝烧损及二氧化碳排放,提高了成品率
电解铝液直接铸轧坯生产超宽幅超薄铝箔铸轧坯料的方法.pdf
本发明公开了一种电解铝液直接铸轧坯生产超宽幅超薄铝箔铸轧坯料的方法,先将原料熔炼,待固体料全部熔化后进行2~3次电磁搅拌,在炉内铝液温度达到740℃~760℃时,以氩气为载体向熔体中喷入四氯化碳进行精炼,精练时掀起的波浪高度控制在50~100mm,四氯化碳的量为1.8~2.4千克/吨铝,铝液精炼停留10~30分钟进行扒渣处理后,根据合金牌号的要求,加入固态铝锭,或者中间合金或废料调整,成分调整之后25~35分钟之内再次精炼并扒渣;铝液温度控制在750~760℃转炉:静置处理:过滤;在线除氢处理:再过滤;晶