
一种罩式炉退火工艺方法.pdf

飞舟****文章

1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种罩式炉退火工艺方法.pdf
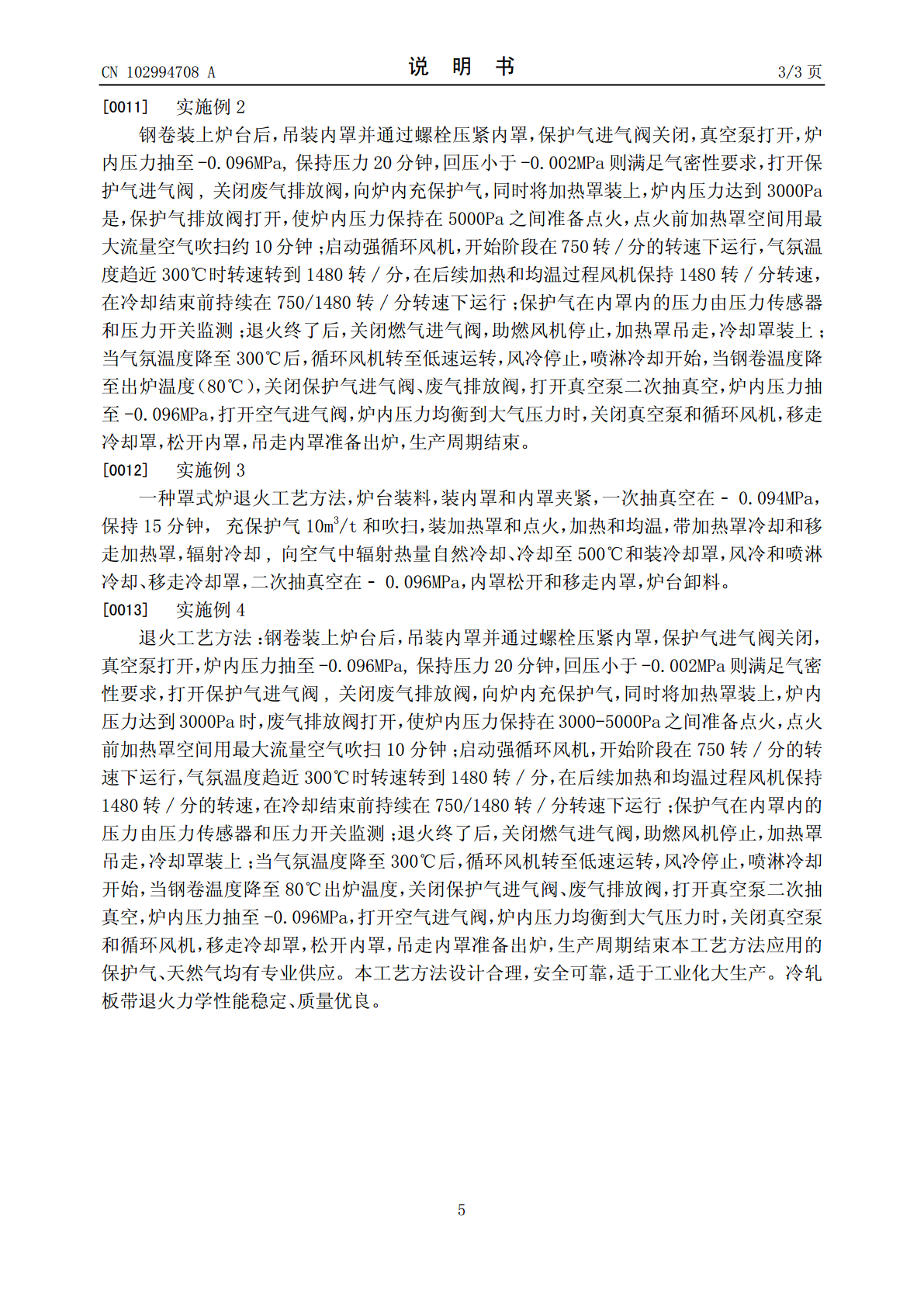
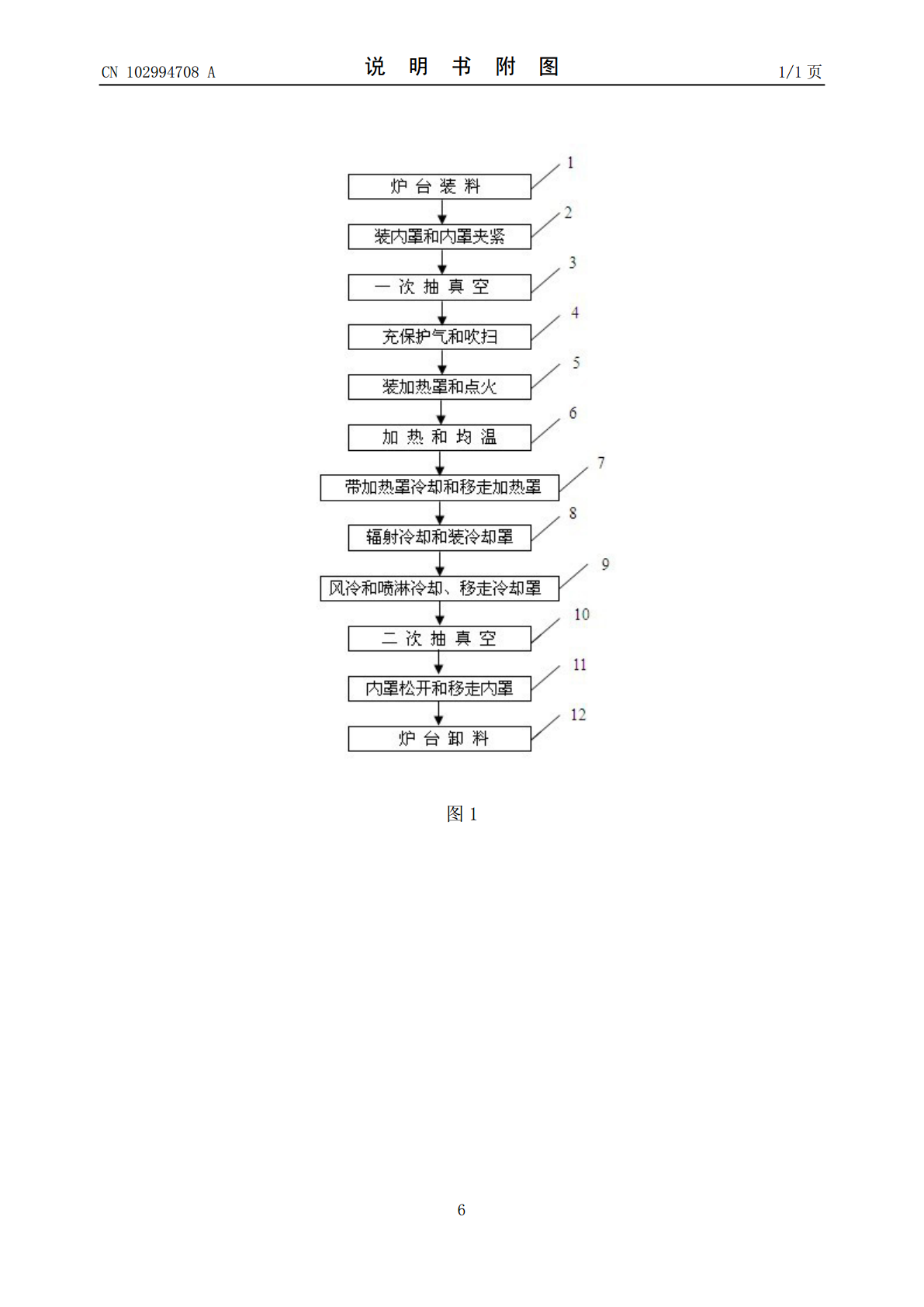
本发明公开了一种罩式炉退火工艺方法,炉台装料,装内罩和内罩夹紧,经过一次抽真空,充保护气和吹扫,装加热罩和点火,加热和均温,带加热罩冷却和移走加热罩,辐射冷却和装冷却罩,风冷和喷淋冷却、移走冷却罩,二次抽真空,内罩松开和移走内罩,炉台卸料。本发明的设计工艺流程合理,程序安全可靠,冷轧板带退火力学性能稳定、质量好,适合于冷轧板带罩式退火生产作业。
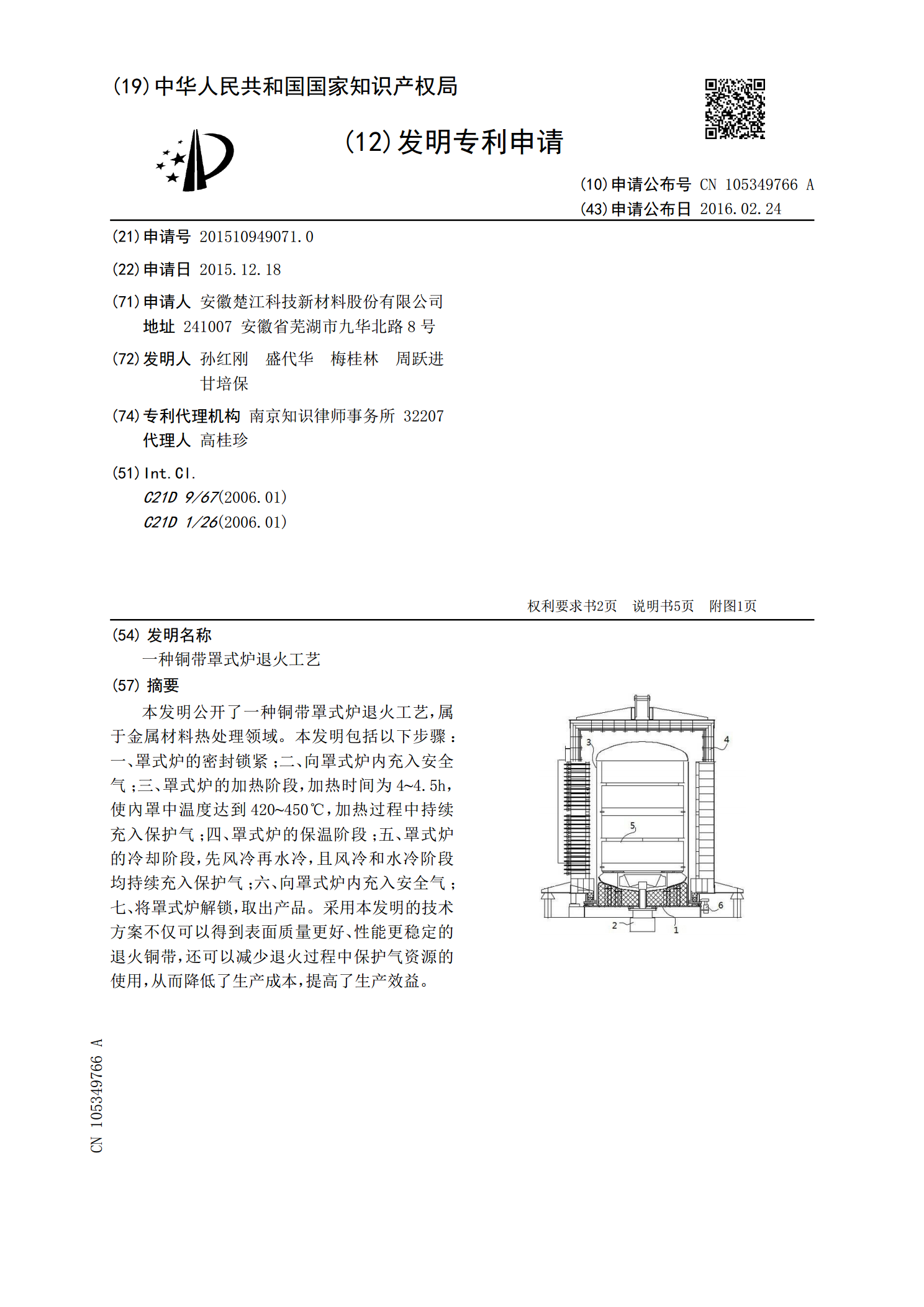
一种铜带罩式炉退火工艺.pdf
本发明公开了一种铜带罩式炉退火工艺,属于金属材料热处理领域。本发明包括以下步骤:一、罩式炉的密封锁紧;二、向罩式炉内充入安全气;三、罩式炉的加热阶段,加热时间为4~4.5h,使內罩中温度达到420~450℃,加热过程中持续充入保护气;四、罩式炉的保温阶段;五、罩式炉的冷却阶段,先风冷再水冷,且风冷和水冷阶段均持续充入保护气;六、向罩式炉内充入安全气;七、将罩式炉解锁,取出产品。采用本发明的技术方案不仅可以得到表面质量更好、性能更稳定的退火铜带,还可以减少退火过程中保护气资源的使用,从而降低了生产成本,提高

一种罩式炉退火的方法及装置.pdf
本发明提供一种罩式炉退火的方法及装置,包括3~12台罩式炉及配套的系统,罩式炉内设有辐射管,冷却罩式炉内的辐射管预热罩式炉联通,预热罩式炉内的辐射管与冷却罩式炉联通。罩式炉串联操作,分别进行预热、加热和冷却过程,被退火材料通过输送通道依次在预热、加热和冷却罩式炉之间输送,通过保护气循环流动用冷却状态罩式炉放出的热量加热预热罩式炉中的被退火材料。本发明采用保护气体直接加热,省去了加热罩和冷却罩,简化了流程,节省设备投资和操作费用。被退火材料在预热罩式炉中除去表面的脏物,加热和冷却过程在洁净的罩式炉中进行,退

薄带钢罩式炉退火工艺的改进.docx
薄带钢罩式炉退火工艺的改进标题:薄带钢罩式炉退火工艺的改进摘要:薄带钢罩式炉退火工艺是一种常见的金属热处理工艺,具有重要的应用价值。本论文针对现有薄带钢罩式炉退火工艺存在的问题,提出了若干改进措施,包括工艺参数优化、设备改造和新工艺应用等方面。通过这些改进措施,可以提高退火效果,优化工艺流程,减少能源消耗,并提高产品质量和产量。本研究对薄带钢罩式炉退火工艺的改进具有现实意义和应用价值。关键词:薄带钢,罩式炉,退火工艺,改进,优化一、绪论薄带钢退火是一项重要的热处理工艺,通过控制炉温和保持时间,可以改变钢材
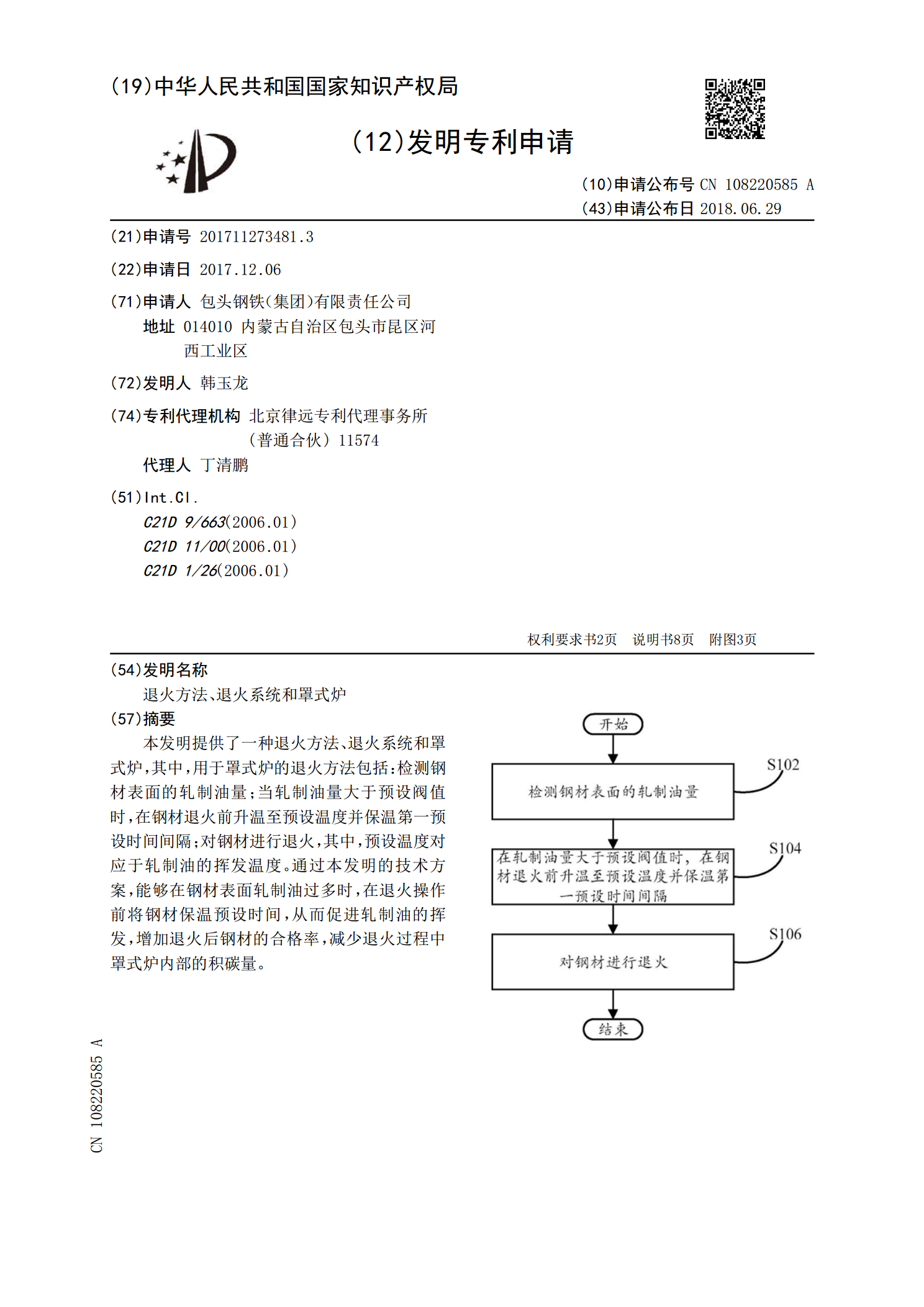
退火方法、退火系统和罩式炉.pdf
本发明提供了一种退火方法、退火系统和罩式炉,其中,用于罩式炉的退火方法包括:检测钢材表面的轧制油量;当轧制油量大于预设阀值时,在钢材退火前升温至预设温度并保温第一预设时间间隔;对钢材进行退火,其中,预设温度对应于轧制油的挥发温度。通过本发明的技术方案,能够在钢材表面轧制油过多时,在退火操作前将钢材保温预设时间,从而促进轧制油的挥发,增加退火后钢材的合格率,减少退火过程中罩式炉内部的积碳量。