
用3004合金铸轧坯料生产窗帘铝板带的方法.pdf

一只****ng

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用3004合金铸轧坯料生产窗帘铝板带的方法.pdf
本发明涉及一种3004合金铸轧坯料生产窗帘铝板带的方法。该方法依次经过以下步骤,a.经过配料、熔炼、铸轧,原料采用3004合金,铸轧后的坯料厚度为7.8-8.2mm;b.经冷轧至1.6-1.8mm厚度进行中间退火,控制料温达到370-400℃时保温3h出炉;c.将料冷却到60℃以下,上机轧制到0.45mm;d.箔轧至成品,箔轧要求工作辊凸度:上凸0.02-0.03mm,粗糙度:0.2-0.3μm。本发明利用3004合金材料,通过特殊的制造工艺,能够获得满足窗帘用铝板带性能要求的产品;同时由于采用铸轧坯料生
铸轧法生产3004铝合金带材的方法.pdf
本发明涉及一种铸轧法生产3004铝合金带材的方法,属于铝加工领域。该方法的步骤为:铸轧带坯→铸轧卷退火→冷轧至成品厚度→上拉弯矫清洗→成品退火→拉矫→分卷→检验包装入库;铸轧带坯是根据3004铝合金的化学成分冶炼铝合金熔体,然后铸轧成金属带坯;带坯规格7.0×(1250-1300)mm的铸轧辊参数配置:铸轧辊直径780-820mm,铸轧辊凸度0.15-0.30mm,铸轧辊缝5.0-5.3mm,铸轧辊粗糙0.6-0.7μm;铸轧工艺参数为:铸轧区长度50-55mm,浇铸温度690-700℃,铸轧速度0.6-
3003合金生产容器箔用铝箔坯料铸轧生产工艺.pdf
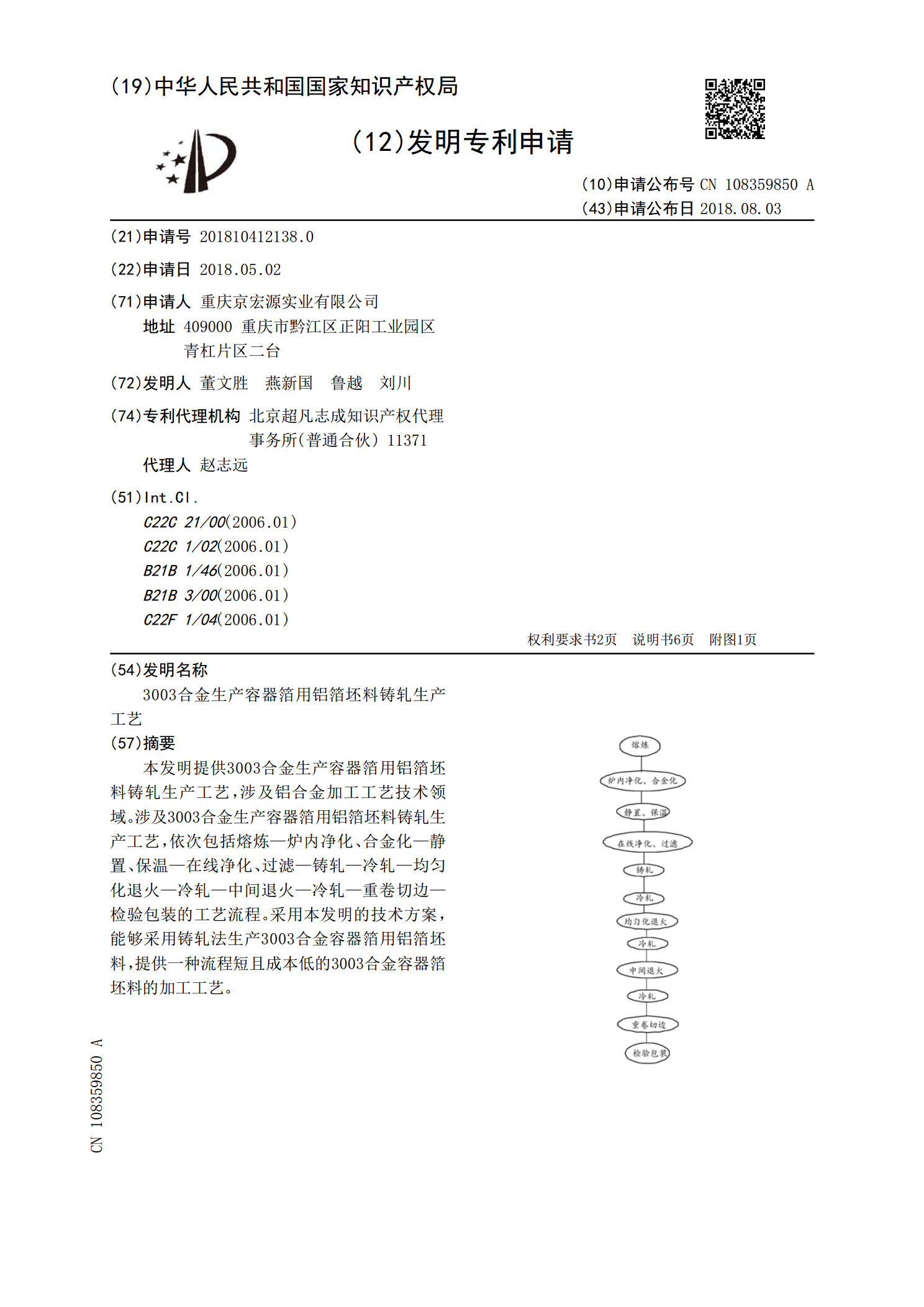
本发明提供3003合金生产容器箔用铝箔坯料铸轧生产工艺,涉及铝合金加工工艺技术领域。涉及3003合金生产容器箔用铝箔坯料铸轧生产工艺,依次包括熔炼—炉内净化、合金化—静置、保温—在线净化、过滤—铸轧—冷轧—均匀化退火—冷轧—中间退火—冷轧—重卷切边—检验包装的工艺流程。采用本发明的技术方案,能够采用铸轧法生产3003合金容器箔用铝箔坯料,提供一种流程短且成本低的3003合金容器箔坯料的加工工艺。

铝合金材料及其装饰带材铸轧坯料的生产方法.pdf
本发明涉及一种3004铝合金材料及其装饰带材铸轧坯料的生产方法。铝合金材料的成分为Si≤0.25%、Fe0.20-0.60%、Cu0.10-0.15%、Mn1.0~1.20%、Mg0.85~1.25%、Ti≤0.05%,余量为Al。生产方法包括熔炼、精炼、在线除气、晶粒细化、过滤、铸轧等步骤,熔炼时将50%~60%的电解铝液、其余为铝合金废料,混合熔炼,先加除镁外的成分,经喷粉精炼、扒渣、加镁锭、倒炉,然后进入精炼,最后铸轧成带材坯料。本发明产品化学成分均匀稳定,能够满足后续轧制的力学性能要求,提高了后续

【精品课件】铸轧法生产3004铝合金带坯工艺探讨.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码: