
一种消解炼钢铸余渣渣罐粘钢的工艺.pdf

St****36


1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消解炼钢铸余渣渣罐粘钢的工艺.pdf
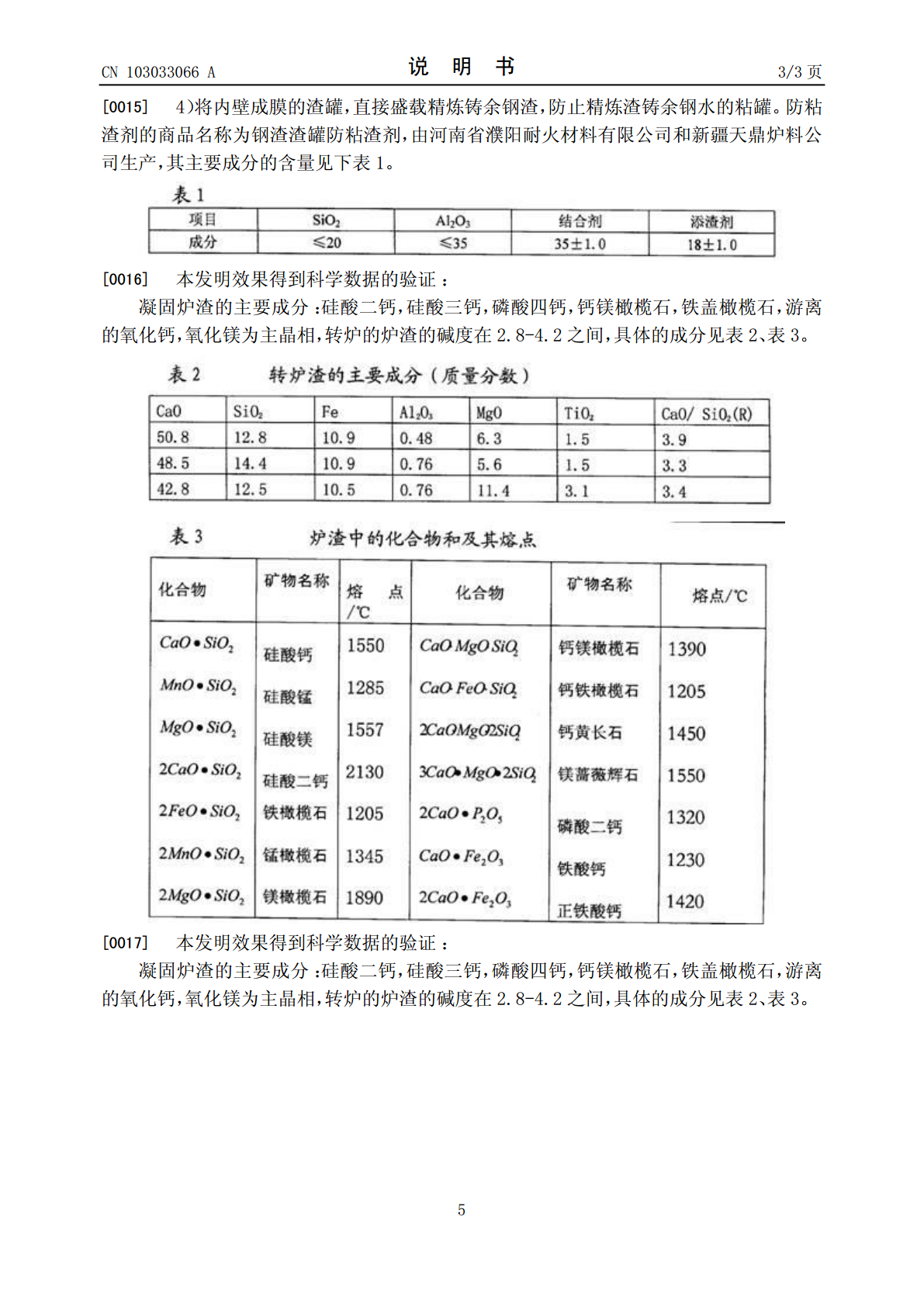
本发明提供的一种消解炼钢铸余渣渣罐粘钢的工艺,以120吨转炉设备为例,对转炉的盛渣罐,采用气体雾化喷涂的装置,实施防粘渣剂的喷涂,用量为吨渣0.03-0.08kg,喷涂时间3-10min,喷涂厚度5-15mm,待盛渣;对装满液态钢渣的渣罐,经热泼或者滚筒渣处理,其中滚筒渣为自动操作,热泼为人工操作,时间5-45min;当渣罐内壁粘附渣膜厚度为5-50mm时,罐底粘附渣膜厚度30-50mm时,即处理结束;将内壁成膜的渣罐,直接盛载精炼铸余的钢渣,防止其钢水粘罐,起到阻隔精炼铸余钢水和钢渣对于罐壁的侵蚀作用,
一种铸余渣罐防粘罐的使用方法.pdf
本发明公开了一种铸余渣罐防粘罐的使用方法,转炉渣注满原渣罐后兑入另一个渣罐,原渣罐内壁就会留下一层转炉渣膜,这个带有转炉渣膜的原渣罐再用来盛装铸余渣,当连铸的铸余钢水倒入后,这层转炉渣膜隔绝了铸余钢水与原渣罐内壁铸钢材料接触,防止铸余钢水与渣罐本体发生熔融后凝固黏连,在渣罐温度降低后,铸余钢水也在1000℃左右凝固无法再与罐体融化粘结,隔绝层700℃左右相变碎裂,翻罐过程随着凝固的铸余渣一起倒出即可。有效的防止和降低了铸余钢水倒入渣罐后粘罐事故的发生。

一种环保无烟切割炼钢铸余大块渣钢的工艺.pdf
本发明公开了一种环保无烟切割炼钢铸余大块渣钢的工艺,涉及渣钢切割技术领域,针对现有的渣钢切割工艺不佳的问题,现提出如下方案,包括以下步骤,将相应的渣钢装载在运输设备上,通过运输设备将钢渣运输至切割车间,将运输设备上的渣钢卸载在切割车间的内部,通过切割车间内部的喷淋设备对渣钢的表面进行冲洗处理。本发明通过锯床的切割方式替代氧气切割,加工过程全程无烟气污染,由氧化反应产生大量烟尘、浪费大量金属,转变为采用物理切割,不产生化学反应,不产生二次污染,不浪费金属,节能无污染,且可以减少金属浪费,又可以杜绝烟气产生的
一种钢包铸余钢和铸余渣的回收利用方法.pdf
本发明公开了一种钢包铸余钢和铸余渣的回收利用方法,属于钢铁冶炼技术领域。它包括将铸余钢和铸余渣装入含有垫底铁水的铁水罐中;所述铸余钢和铸余渣的温度不低于1500℃,所述垫底铁水中的P含量为0.100wt%~0.150wt%,S含量为0.020wt%~0.060wt%。本发明能够实现铸余钢和铸余渣热量的直接回收利用,同时在垫底铁水与铸余钢接触时,铸余渣也进入垫底铁水中,高碱度的铸余渣在搅拌作用下能脱除部分铁水中的有害元素S和P,并减少转炉冶炼的石灰消耗。

一种渣罐防粘渣剂的生产方法.pdf
本发明涉及一种渣罐防粘渣剂的生产方法,按照下列步骤进行生产:步骤1将废弃的钢铁企业的矿物油残渣拉运到防粘渣剂的生产线;步骤2将炼钢产生的白渣粉末拉运到防粘渣剂的生产线;步骤3购买钙基膨润土拉运到防粘渣剂的生产线;步骤4将白渣粉末与矿物油残渣按照质量分数6:4的比例搅拌,生产油脂酸盐待用;步骤5将水与钙基膨润土按照7:3的比例搅拌,形成乳浊液;步骤6将生产的油脂酸盐和膨润土乳浊液按照4:6的比例搅拌后作为防粘渣剂使用;步骤7将以上防粘渣剂拉运到渣罐喷涂点,按照正常的喷涂工艺施工即可,使用量与传统的防粘渣剂的