
一种中心驱动的双模圆盘浇铸机及其浇铸方法.pdf

一吃****仪凡

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种中心驱动的双模圆盘浇铸机及其浇铸方法.pdf
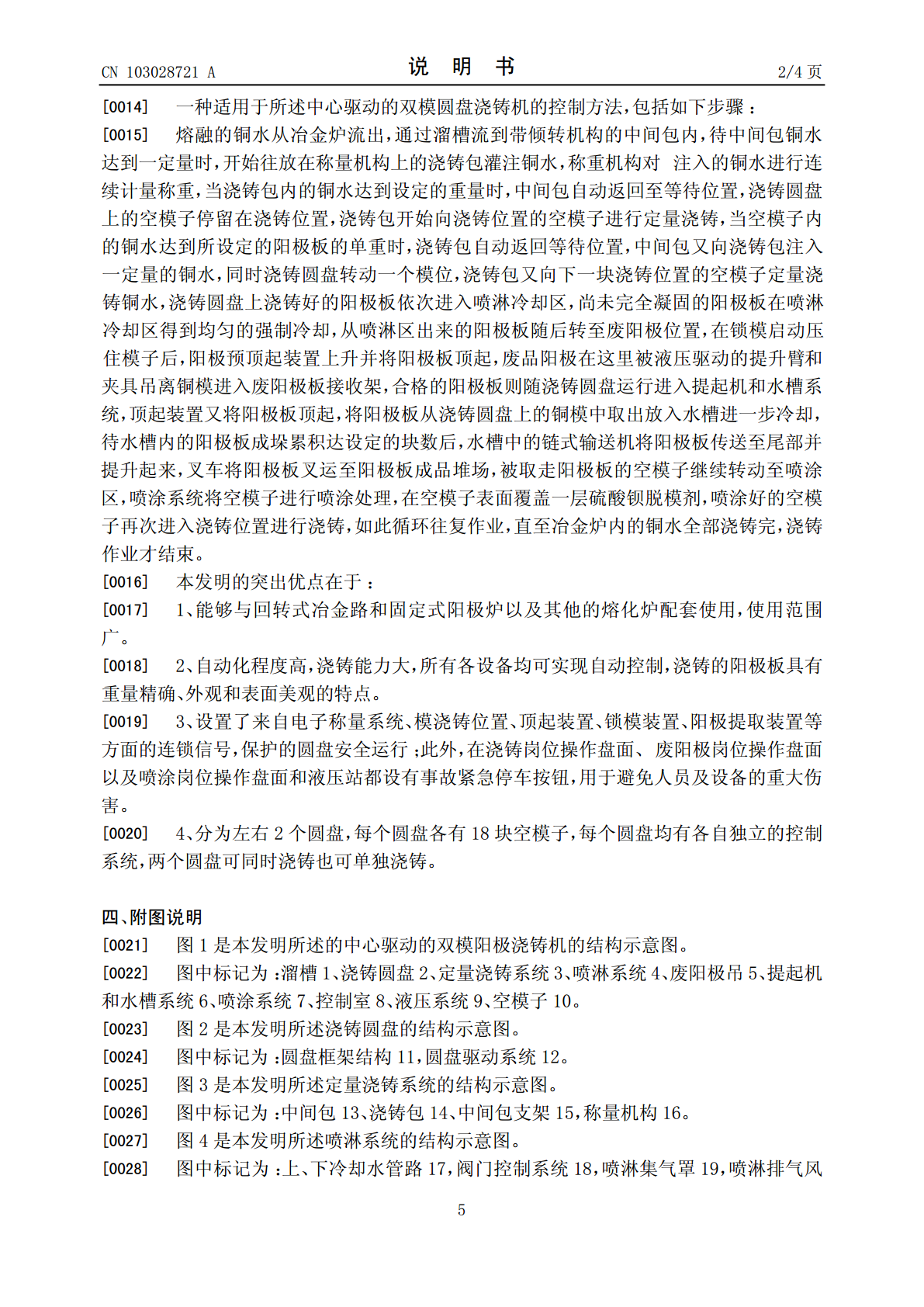
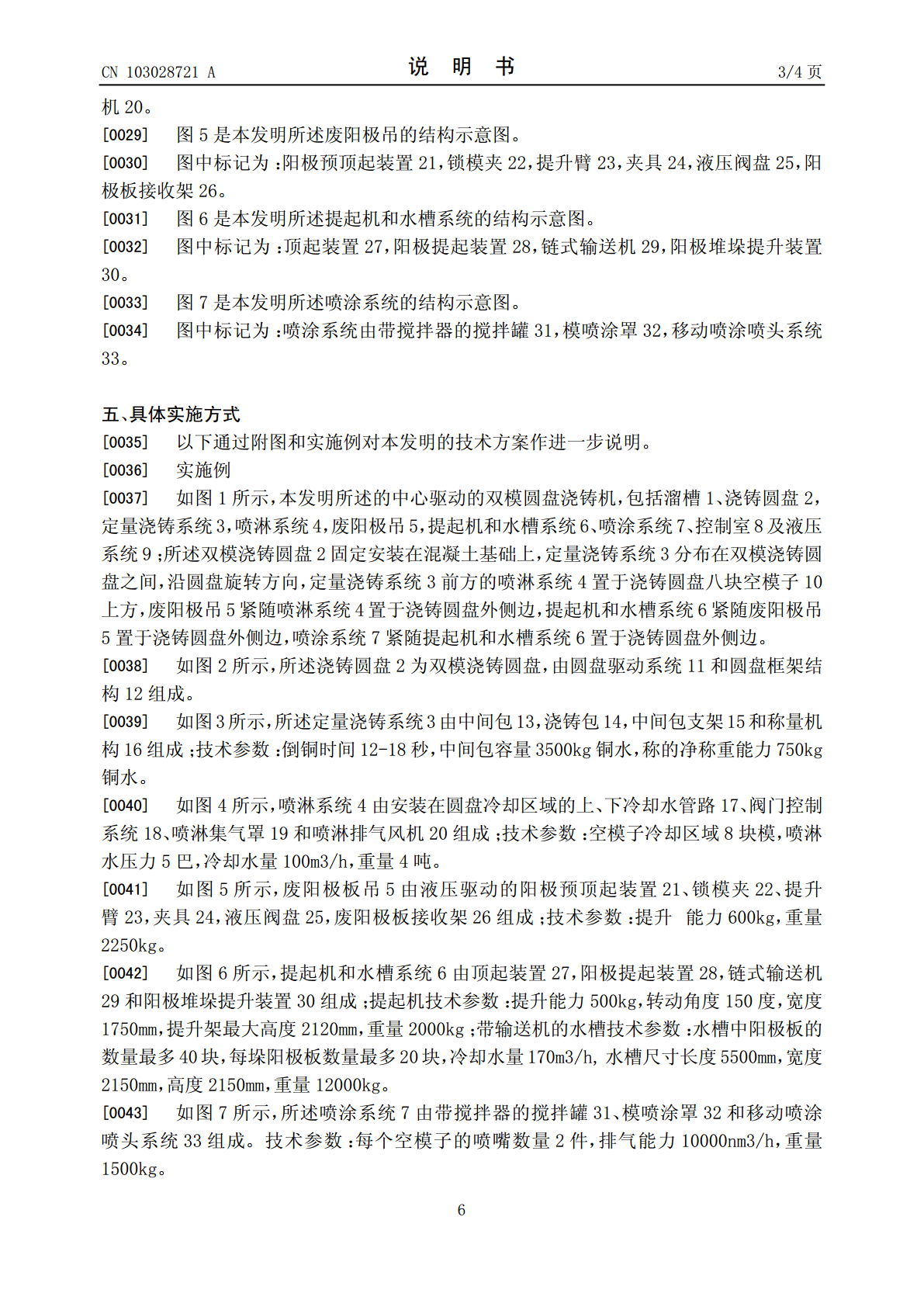
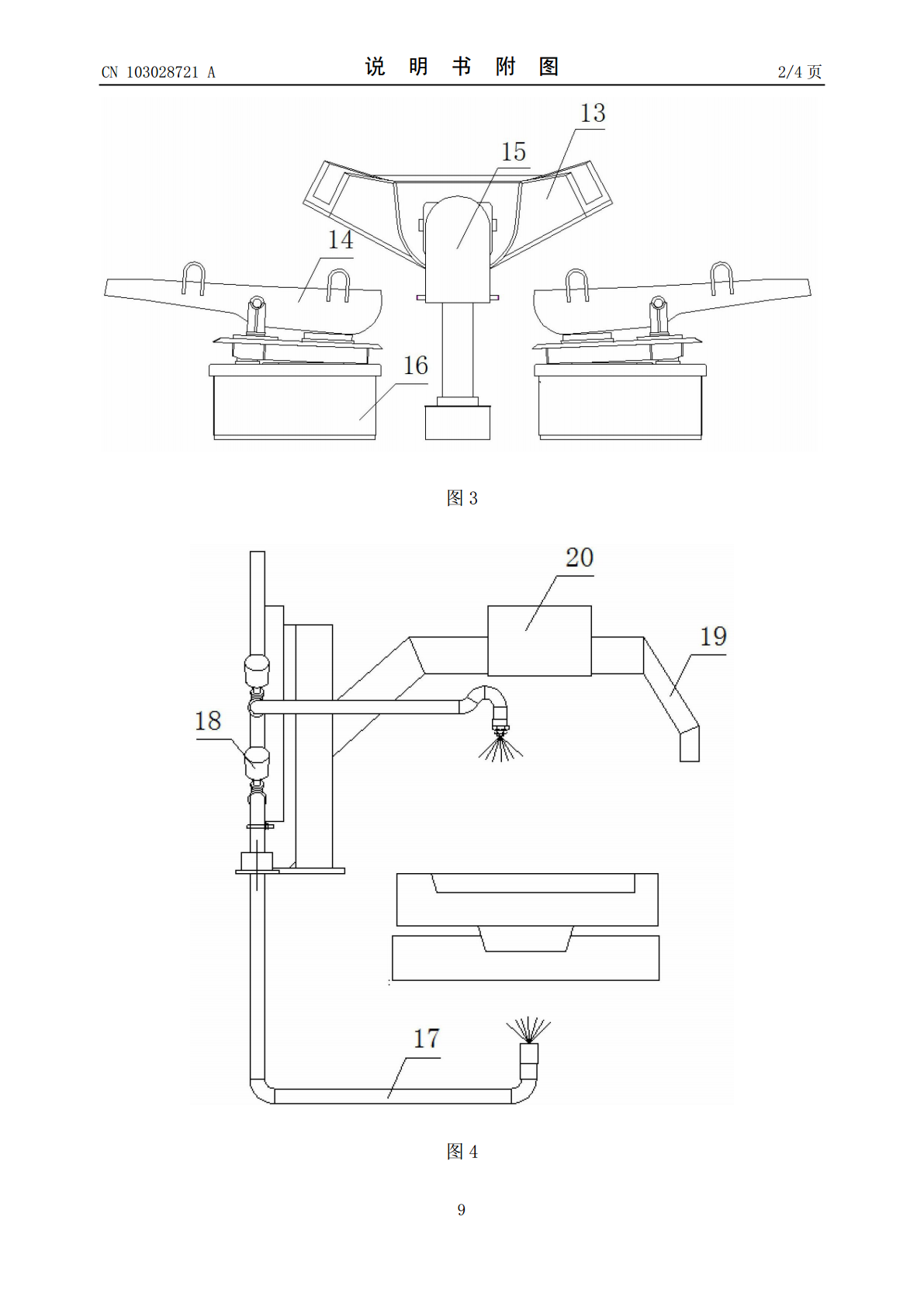
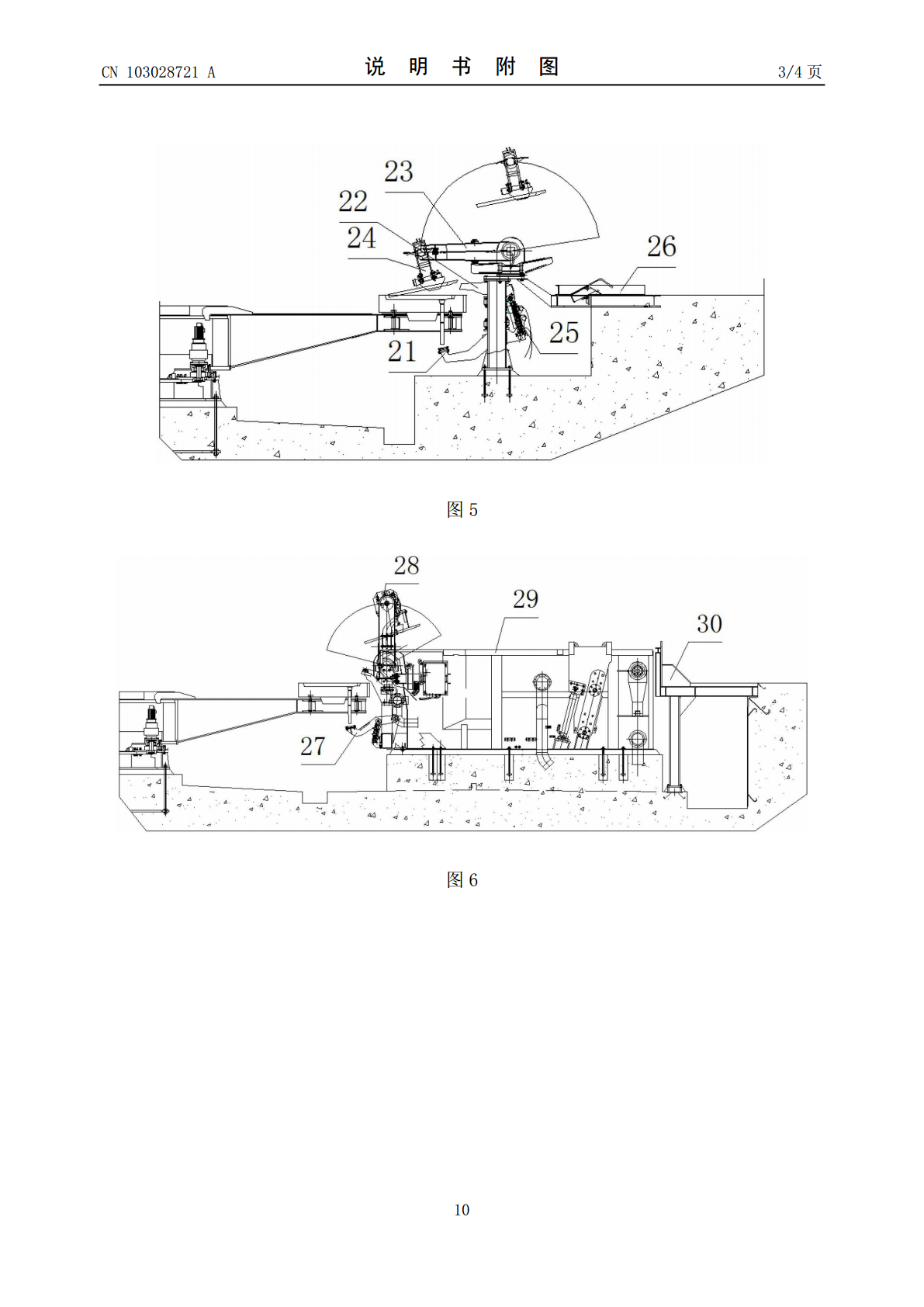
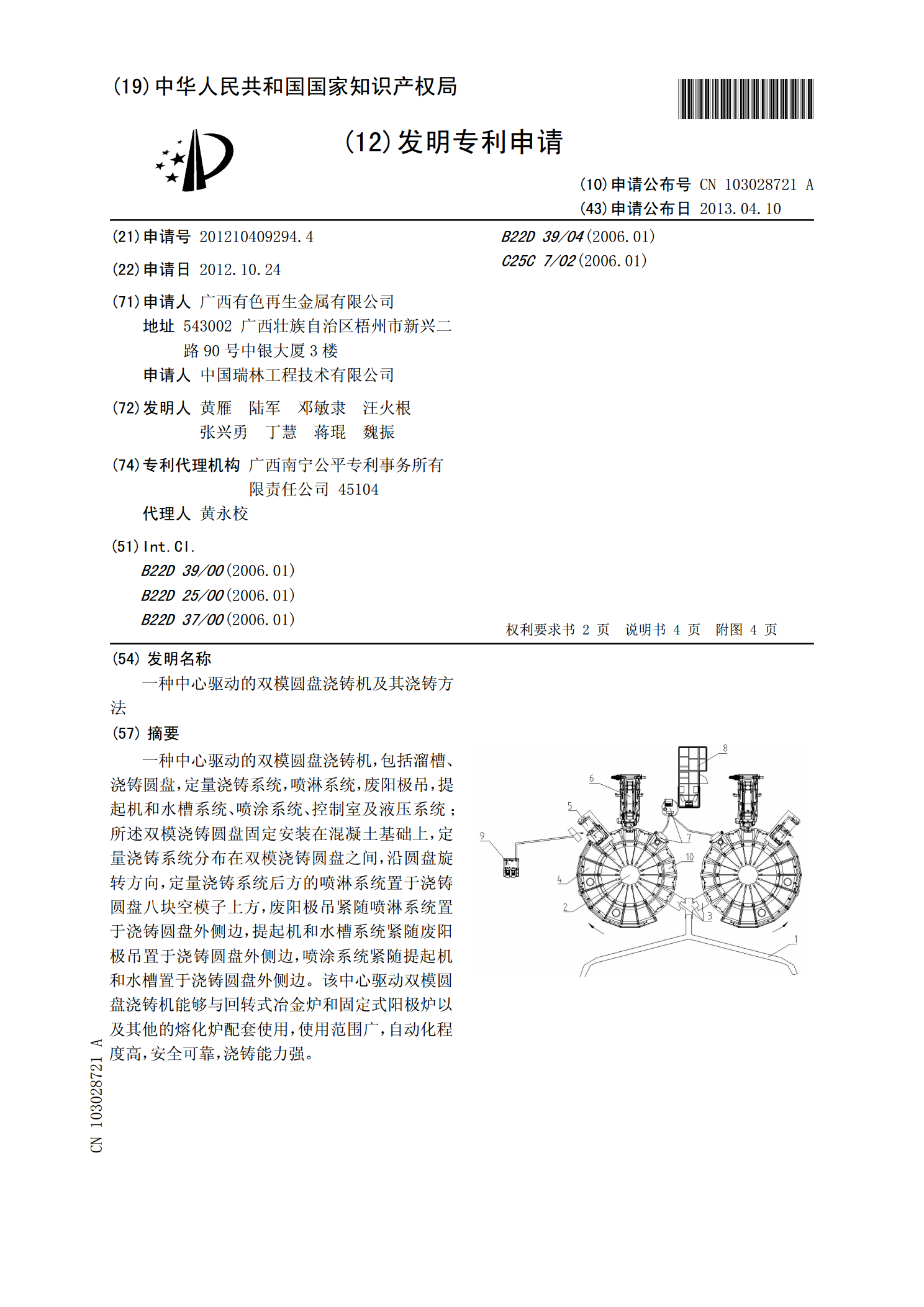
一种中心驱动的双模圆盘浇铸机,包括溜槽、浇铸圆盘,定量浇铸系统,喷淋系统,废阳极吊,提起机和水槽系统、喷涂系统、控制室及液压系统;所述双模浇铸圆盘固定安装在混凝土基础上,定量浇铸系统分布在双模浇铸圆盘之间,沿圆盘旋转方向,定量浇铸系统后方的喷淋系统置于浇铸圆盘八块空模子上方,废阳极吊紧随喷淋系统置于浇铸圆盘外侧边,提起机和水槽系统紧随废阳极吊置于浇铸圆盘外侧边,喷涂系统紧随提起机和水槽置于浇铸圆盘外侧边。该中心驱动双模圆盘浇铸机能够与回转式冶金炉和固定式阳极炉以及其他的熔化炉配套使用,使用范围广,自动化程
利用双模圆盘浇铸机中间包浇铸阳极铜模的装置及其浇铸方法.pdf
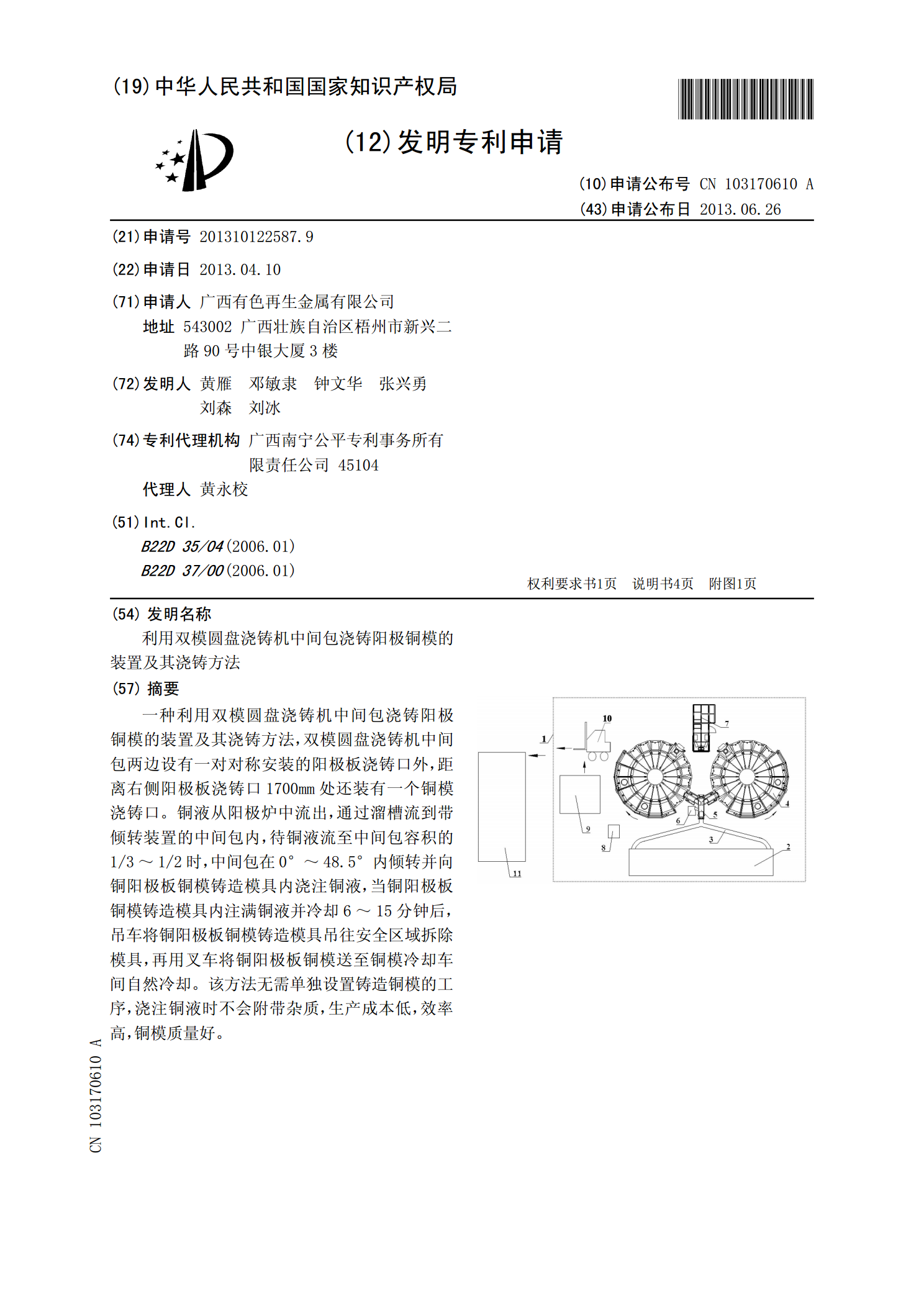
一种利用双模圆盘浇铸机中间包浇铸阳极铜模的装置及其浇铸方法,双模圆盘浇铸机中间包两边设有一对对称安装的阳极板浇铸口外,距离右侧阳极板浇铸口1700mm处还装有一个铜模浇铸口。铜液从阳极炉中流出,通过溜槽流到带倾转装置的中间包内,待铜液流至中间包容积的1/3~1/2时,中间包在0°~48.5°内倾转并向铜阳极板铜模铸造模具内浇注铜液,当铜阳极板铜模铸造模具内注满铜液并冷却6~15分钟后,吊车将铜阳极板铜模铸造模具吊往安全区域拆除模具,再用叉车将铜阳极板铜模送至铜模冷却车间自然冷却。该方法无需单独设置铸造铜模

一种滑轮铸件浇铸系统及其浇铸方法.pdf
本发明公开了一种滑轮铸件浇铸系统及其浇铸方法,属于铸件浇铸领域。浇注系统包括浇口杯及与浇口杯相连的直浇道,还包括,消失模单元,其包括横浇道、滑轮消失模和分浇道,所述横浇道相互平行设置,所述滑轮消失模通过分浇道固定连接在相邻的横浇道之间;砂箱单元,其包括顶部开口的中空箱体,所述消失模单元置于砂箱单元中;所述消失模单元的相邻横浇道呈上下式设置,所述直浇道的端部连接于位于上方的横浇道顶部。本发明通过对浇铸系统的改进,在浇铸系统内产生的热场为正向热场,更符合液态金属的成型规律,且浇铸系统简化,热量损失少,因此浇铸
一种转盘式板栅浇铸机及其板栅浇铸方法.pdf
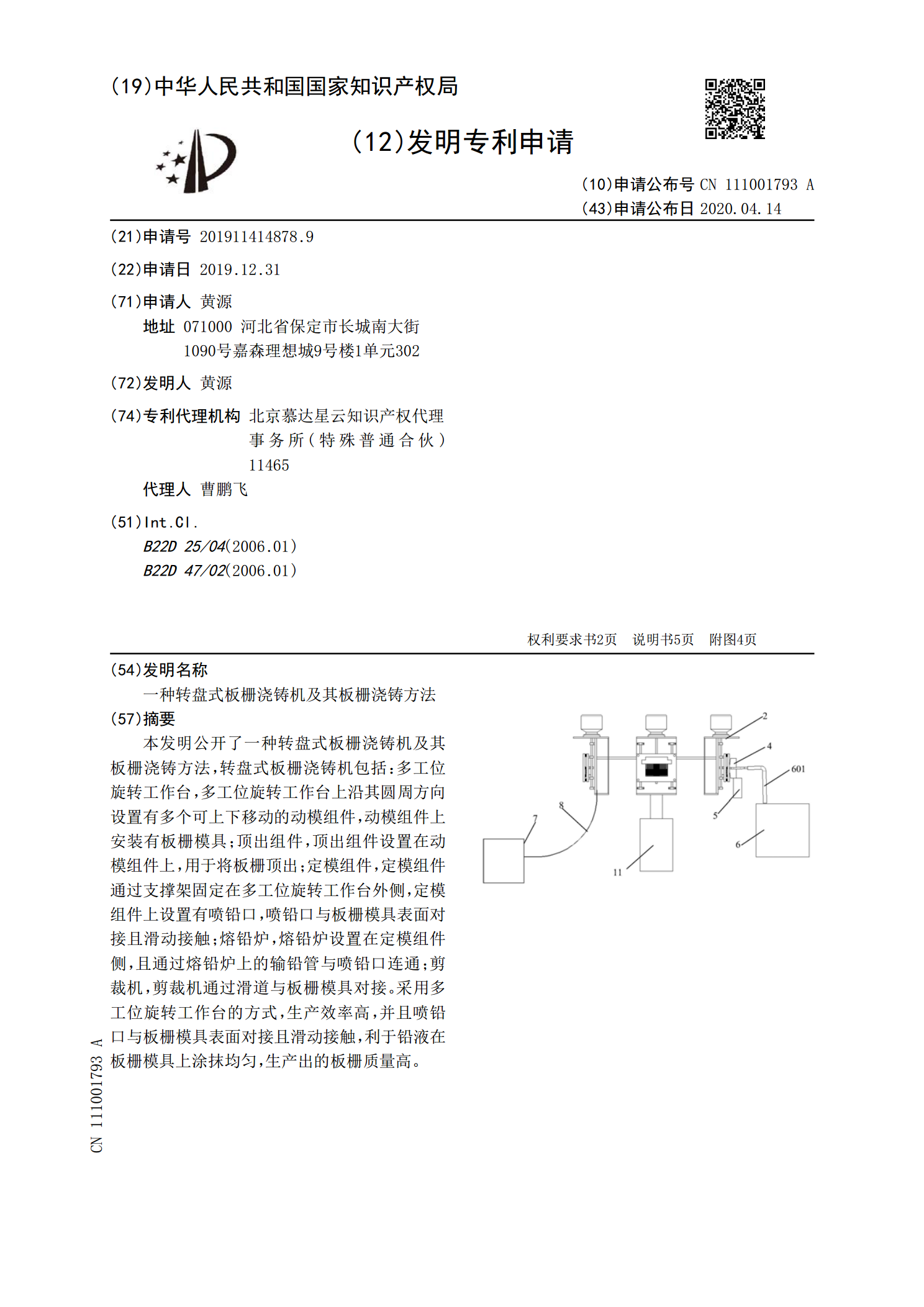
本发明公开了一种转盘式板栅浇铸机及其板栅浇铸方法,转盘式板栅浇铸机包括:多工位旋转工作台,多工位旋转工作台上沿其圆周方向设置有多个可上下移动的动模组件,动模组件上安装有板栅模具;顶出组件,顶出组件设置在动模组件上,用于将板栅顶出;定模组件,定模组件通过支撑架固定在多工位旋转工作台外侧,定模组件上设置有喷铅口,喷铅口与板栅模具表面对接且滑动接触;熔铅炉,熔铅炉设置在定模组件侧,且通过熔铅炉上的输铅管与喷铅口连通;剪裁机,剪裁机通过滑道与板栅模具对接。采用多工位旋转工作台的方式,生产效率高,并且喷铅口与板栅模
转盘式板栅浇铸机及其板栅浇铸方法.pdf
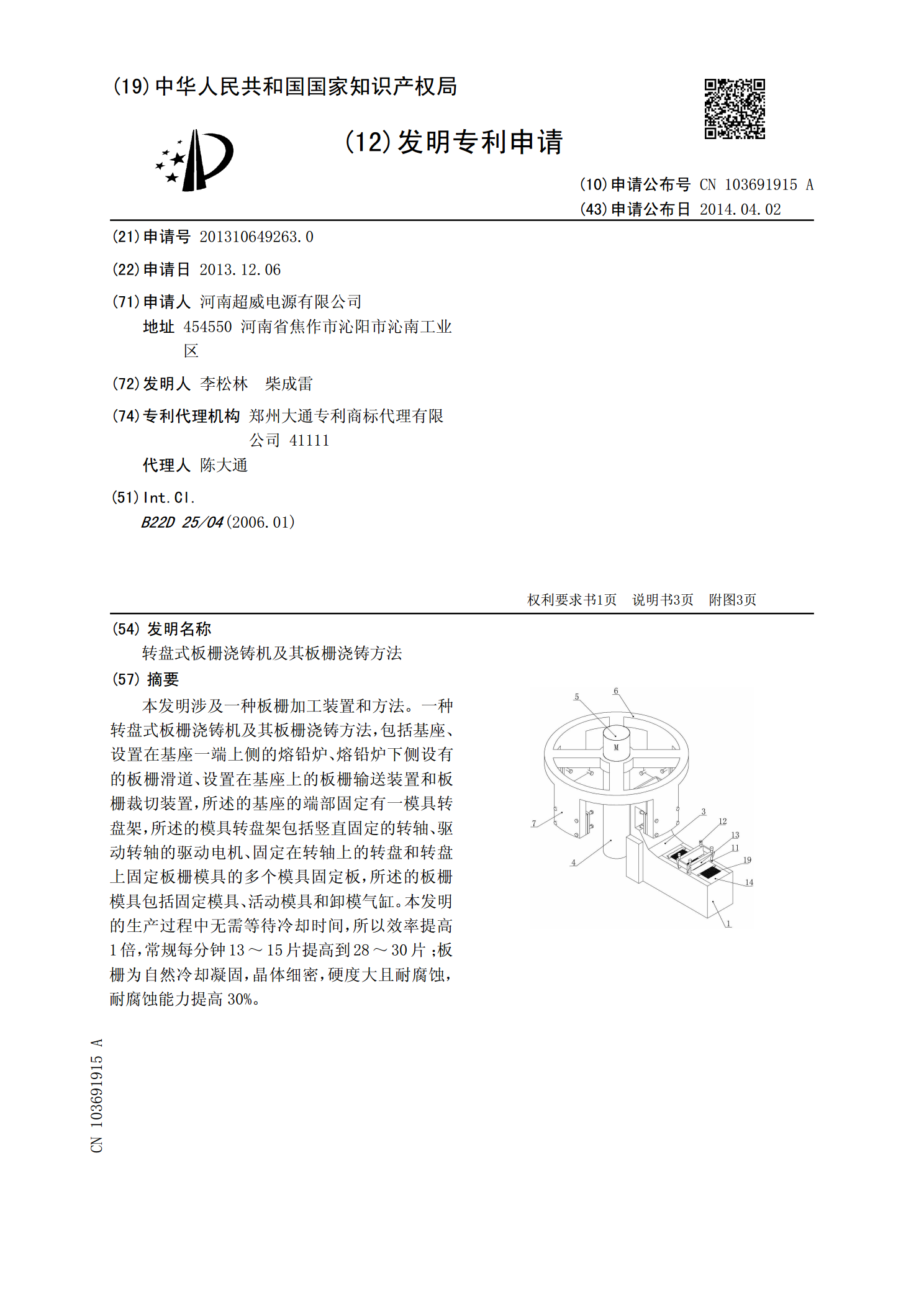
本发明涉及一种板栅加工装置和方法。一种转盘式板栅浇铸机及其板栅浇铸方法,包括基座、设置在基座一端上侧的熔铅炉、熔铅炉下侧设有的板栅滑道、设置在基座上的板栅输送装置和板栅裁切装置,所述的基座的端部固定有一模具转盘架,所述的模具转盘架包括竖直固定的转轴、驱动转轴的驱动电机、固定在转轴上的转盘和转盘上固定板栅模具的多个模具固定板,所述的板栅模具包括固定模具、活动模具和卸模气缸。本发明的生产过程中无需等待冷却时间,所以效率提高1倍,常规每分钟13~15片提高到28~30片;板栅为自然冷却凝固,晶体细密,硬度大且耐