
转盘式板栅浇铸机及其板栅浇铸方法.pdf

一只****呀淑


1/8
2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
转盘式板栅浇铸机及其板栅浇铸方法.pdf
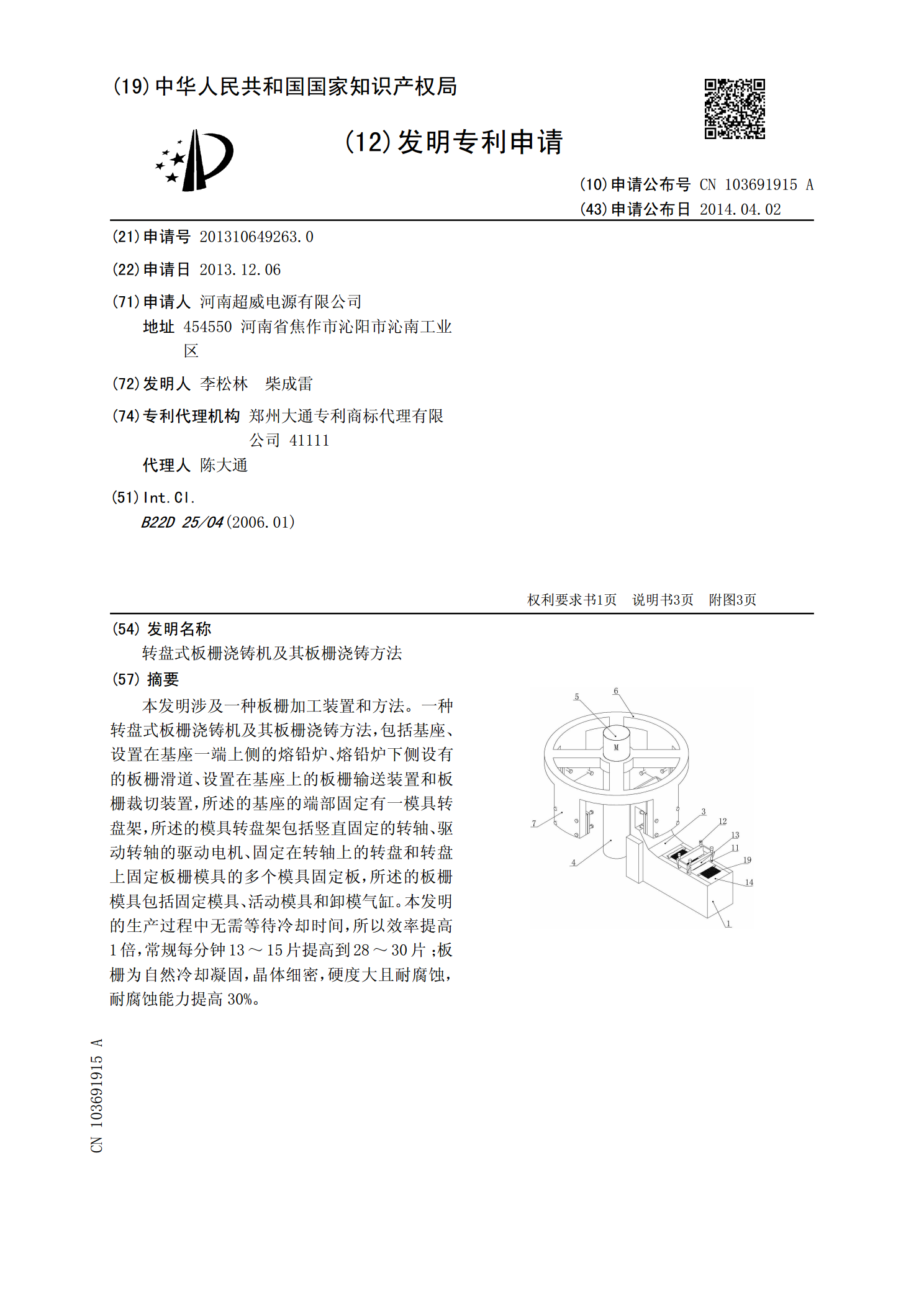
本发明涉及一种板栅加工装置和方法。一种转盘式板栅浇铸机及其板栅浇铸方法,包括基座、设置在基座一端上侧的熔铅炉、熔铅炉下侧设有的板栅滑道、设置在基座上的板栅输送装置和板栅裁切装置,所述的基座的端部固定有一模具转盘架,所述的模具转盘架包括竖直固定的转轴、驱动转轴的驱动电机、固定在转轴上的转盘和转盘上固定板栅模具的多个模具固定板,所述的板栅模具包括固定模具、活动模具和卸模气缸。本发明的生产过程中无需等待冷却时间,所以效率提高1倍,常规每分钟13~15片提高到28~30片;板栅为自然冷却凝固,晶体细密,硬度大且耐
一种转盘式板栅浇铸机及其板栅浇铸方法.pdf
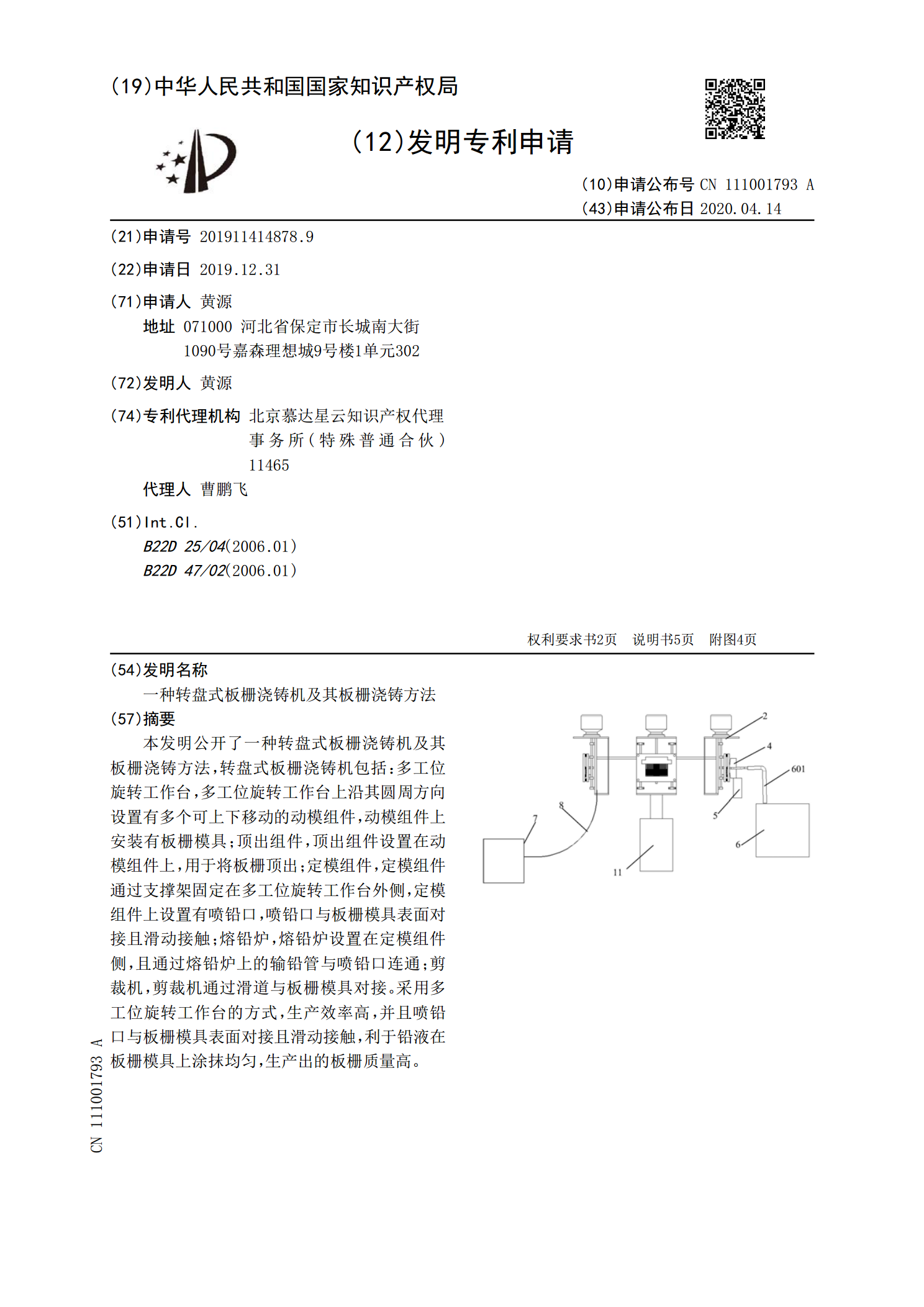
本发明公开了一种转盘式板栅浇铸机及其板栅浇铸方法,转盘式板栅浇铸机包括:多工位旋转工作台,多工位旋转工作台上沿其圆周方向设置有多个可上下移动的动模组件,动模组件上安装有板栅模具;顶出组件,顶出组件设置在动模组件上,用于将板栅顶出;定模组件,定模组件通过支撑架固定在多工位旋转工作台外侧,定模组件上设置有喷铅口,喷铅口与板栅模具表面对接且滑动接触;熔铅炉,熔铅炉设置在定模组件侧,且通过熔铅炉上的输铅管与喷铅口连通;剪裁机,剪裁机通过滑道与板栅模具对接。采用多工位旋转工作台的方式,生产效率高,并且喷铅口与板栅模
板栅辊铸模具、板栅辊铸装置及板栅浇铸方法.pdf
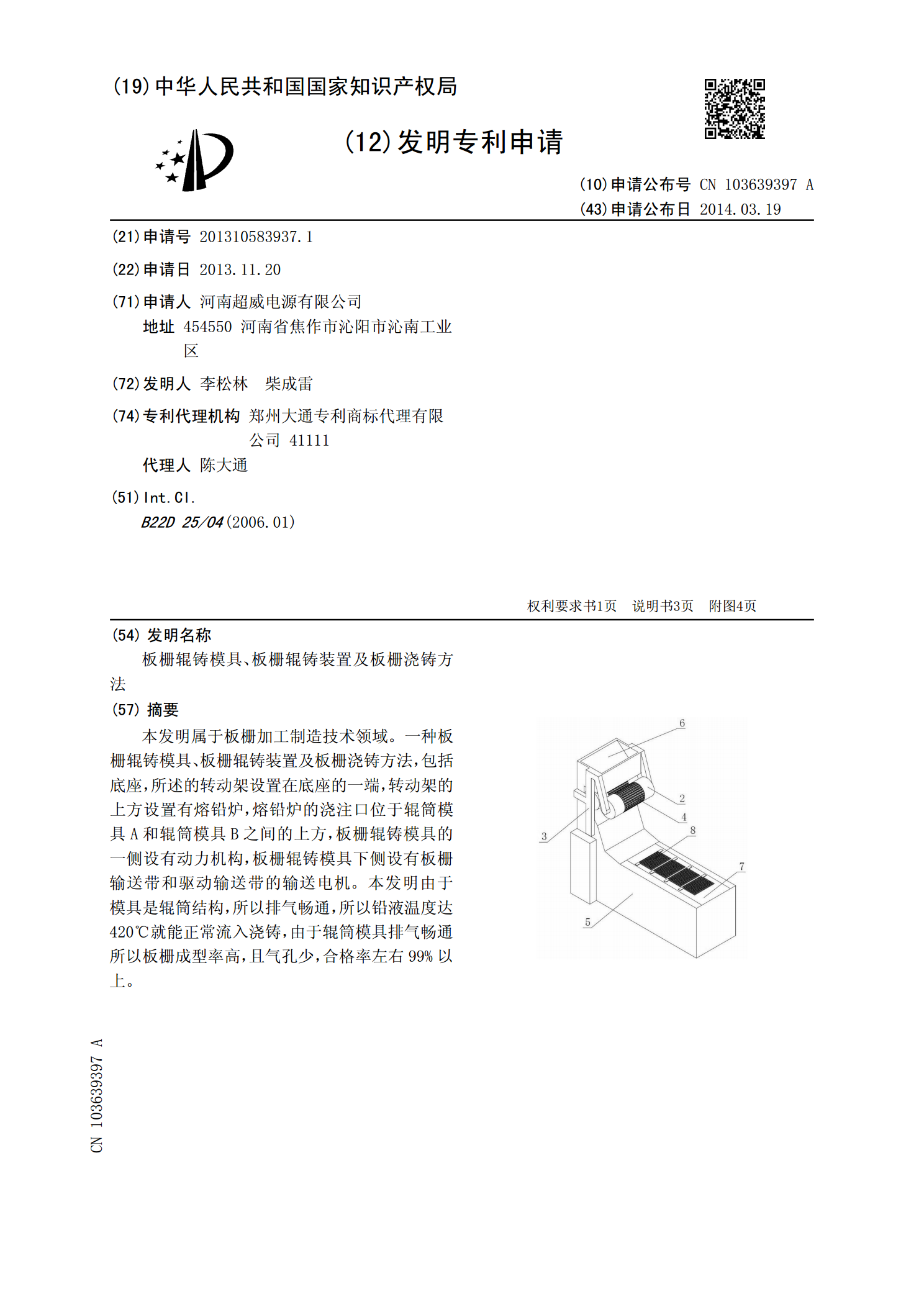
本发明属于板栅加工制造技术领域。一种板栅辊铸模具、板栅辊铸装置及板栅浇铸方法,包括底座,所述的转动架设置在底座的一端,转动架的上方设置有熔铅炉,熔铅炉的浇注口位于辊筒模具A和辊筒模具B之间的上方,板栅辊铸模具的一侧设有动力机构,板栅辊铸模具下侧设有板栅输送带和驱动输送带的输送电机。本发明由于模具是辊筒结构,所以排气畅通,所以铅液温度达420℃就能正常流入浇铸,由于辊筒模具排气畅通所以板栅成型率高,且气孔少,合格率左右99%以上。?
蓄电池板栅浇铸的铅锭自动输送系统.pdf
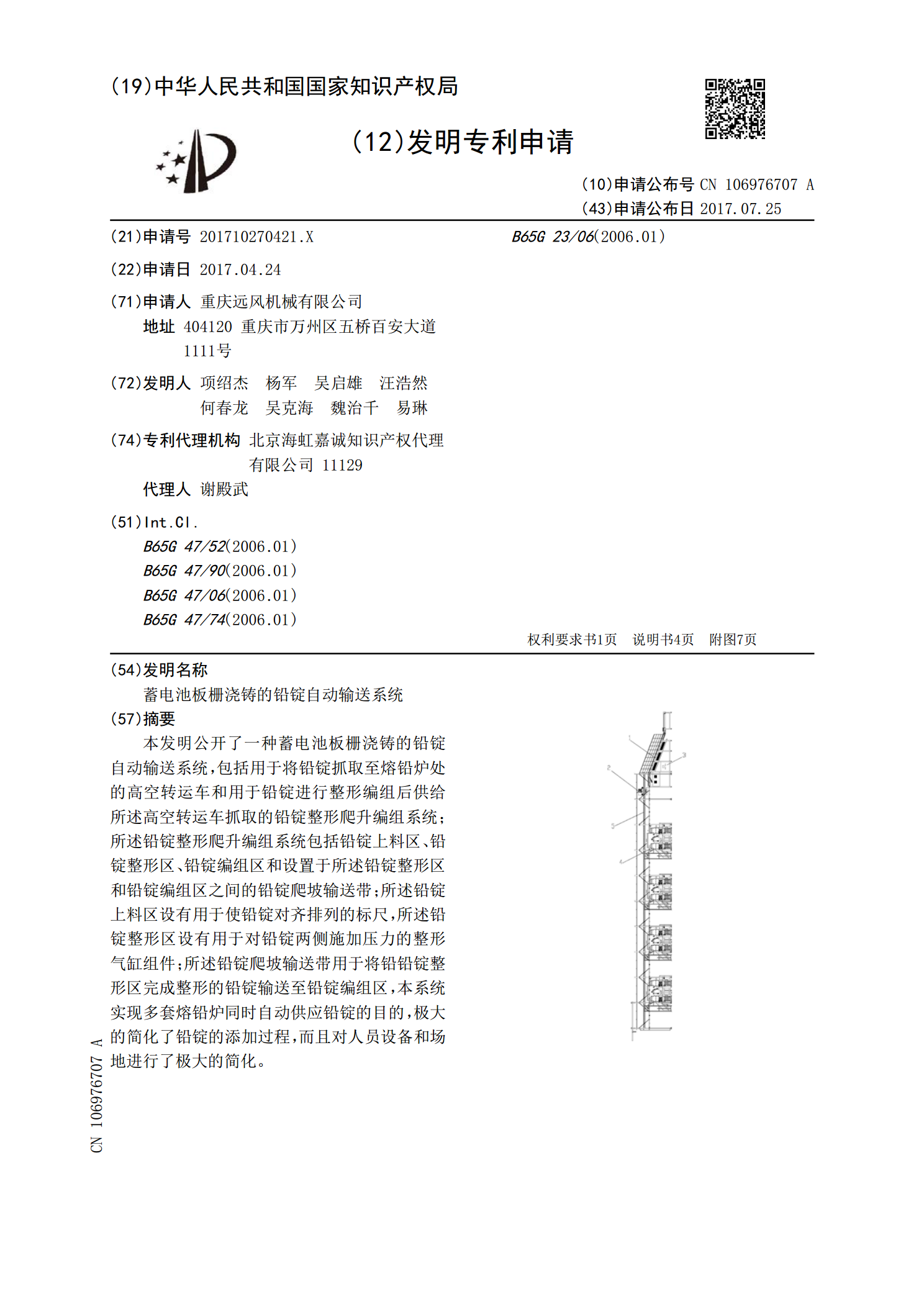
本发明公开了一种蓄电池板栅浇铸的铅锭自动输送系统,包括用于将铅锭抓取至熔铅炉处的高空转运车和用于铅锭进行整形编组后供给所述高空转运车抓取的铅锭整形爬升编组系统;所述铅锭整形爬升编组系统包括铅锭上料区、铅锭整形区、铅锭编组区和设置于所述铅锭整形区和铅锭编组区之间的铅锭爬坡输送带;所述铅锭上料区设有用于使铅锭对齐排列的标尺,所述铅锭整形区设有用于对铅锭两侧施加压力的整形气缸组件;所述铅锭爬坡输送带用于将铅铅锭整形区完成整形的铅锭输送至铅锭编组区,本系统实现多套熔铅炉同时自动供应铅锭的目的,极大的简化了铅锭的添
一种低能耗重力浇铸板栅的制作工艺.pdf
本发明公开了一种低能耗重力浇铸板栅的制作工艺,属于蓄电池技术领域。包括配置合金液,将电解铅加入到合金配置炉中进行融化并升温至550℃~620℃,再加入锑和锡并使其熔化;将板栅重力铸造模具加热,使得板栅重力铸造模具上口和板栅重力铸造模具下口温度达到140℃~160℃,同时将输铅管加热到500℃~520℃;将铅勺进行加热,并保证铅勺保持在500℃~520℃;浇铸板栅,将铅锑锡合金液通过输铅管和铅勺注入到板栅重力铸造模具中,并在浇铸中通过负压发生器使得板栅重力铸造模具的型腔内形成负压。本发明通过在浇铸中板栅重力