
电工钢表面极厚绝缘涂层的生产方法.pdf

灵慧****89


1/8
2/8
3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电工钢表面极厚绝缘涂层的生产方法.pdf
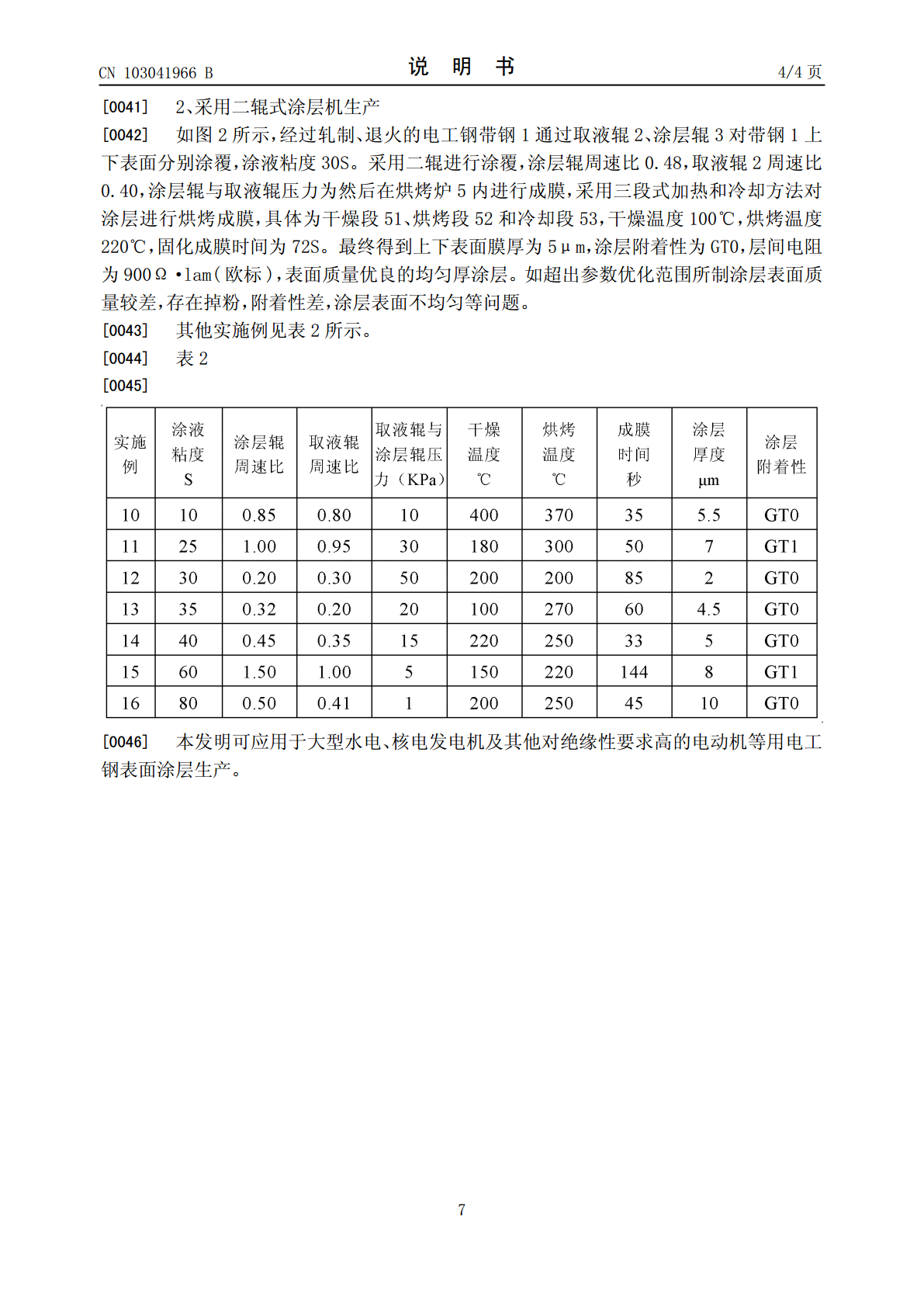
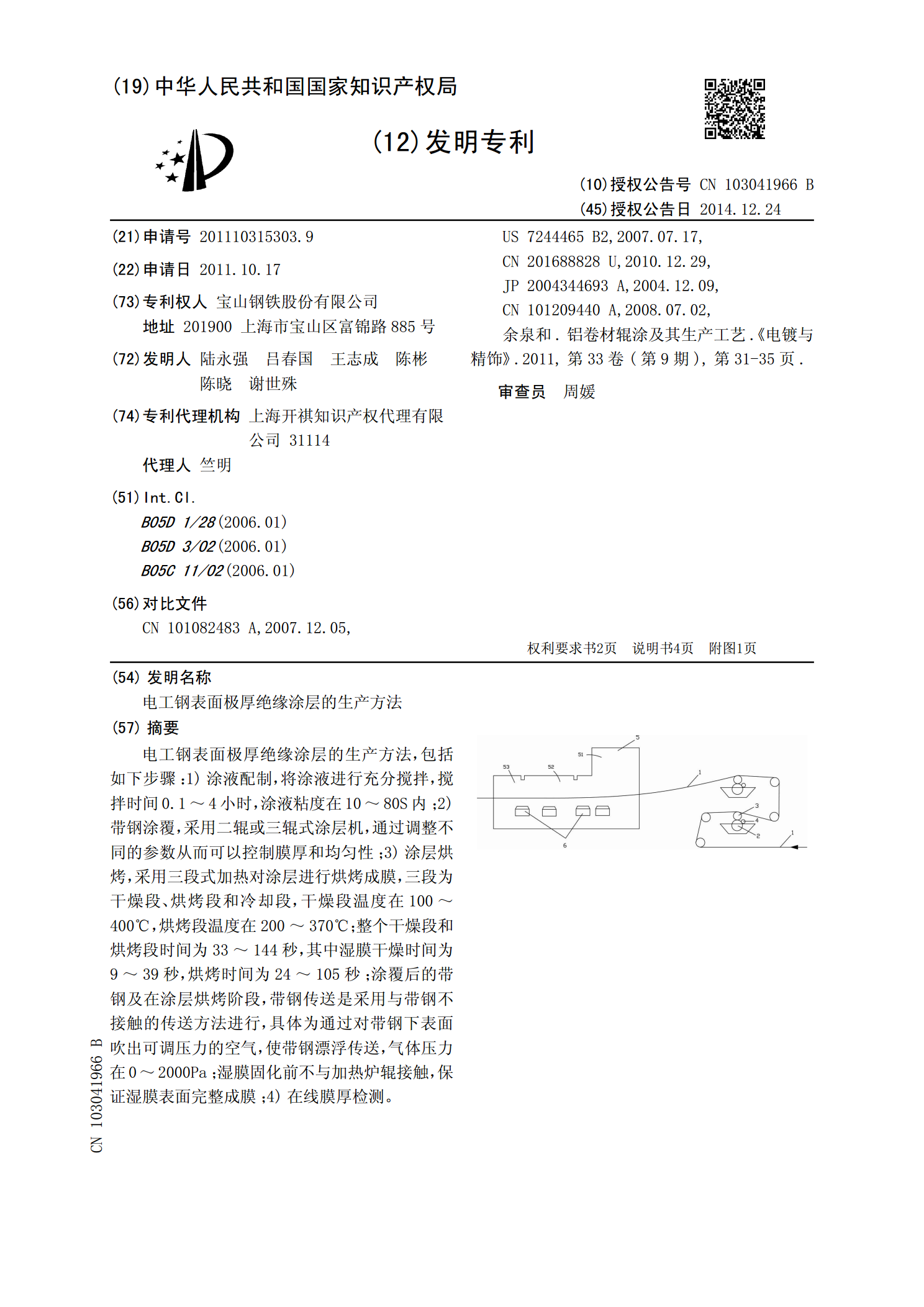
电工钢表面极厚绝缘涂层的生产方法,包括如下步骤:1)涂液配制,将涂液进行充分搅拌,搅拌时间0.1~4小时,涂液粘度在10~80S内;2)带钢涂覆,采用二辊或三辊式涂层机,通过调整不同的参数从而可以控制膜厚和均匀性;3)涂层烘烤,采用三段式加热对涂层进行烘烤成膜,三段为干燥段、烘烤段和冷却段,干燥段温度在100~400℃,烘烤段温度在200~370℃;整个干燥段和烘烤段时间为33~144秒,其中湿膜干燥时间为9~39秒,烘烤时间为24~105秒;涂覆后的带钢及在涂层烘烤阶段,带钢传送是采用与带钢不接触的传送

一种改善电工钢产品表面绝缘特性的方法.pdf
本发明涉及一种改善电工钢产品表面绝缘特性的方法,包括:1)冷轧电工钢带在完成结晶及晶粒长大后的冷却过程中,对其表面进行氮化处理,产生氮化物薄膜;2)在原有氮氢混合气氛状态下,通入纯净氨气,通过氨分解产生的活性氮原子与金属表面反应直至扩散进入金属基体;渗氮时间20~200s;3)以炉内氮含量检测数据为指导,控制冷轧电工钢带表面氮含量为50~2000ppm;4)冷轧电工钢带表面氮化物薄膜厚度控制在0.05~0.50μm;5)转入后续涂层工序。本发明在现有冷轧电工钢生产工艺基础上,进一步对经过退火后的冷轧电工钢
一种绝缘子表面涂层溅射制备方法.pdf
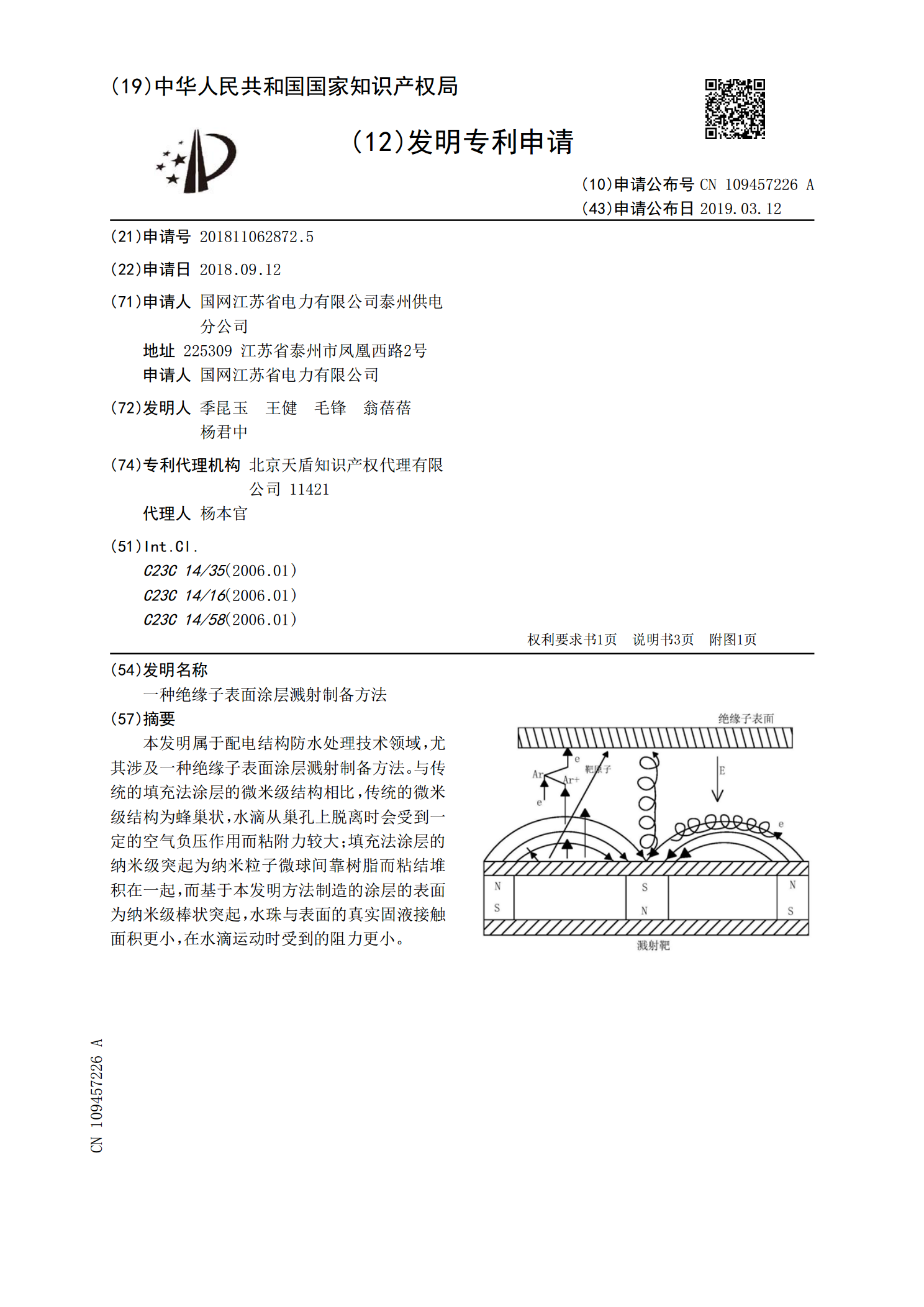
本发明属于配电结构防水处理技术领域,尤其涉及一种绝缘子表面涂层溅射制备方法。与传统的填充法涂层的微米级结构相比,传统的微米级结构为蜂巢状,水滴从巢孔上脱离时会受到一定的空气负压作用而粘附力较大;填充法涂层的纳米级突起为纳米粒子微球间靠树脂而粘结堆积在一起,而基于本发明方法制造的涂层的表面为纳米级棒状突起,水珠与表面的真实固液接触面积更小,在水滴运动时受到的阻力更小。

(整理版)硅钢表面绝缘涂层特性.pdf
一种取向硅钢极薄带绝缘涂层涂覆方法.pdf
本发明涉及一种硅钢热处理方法,尤其涉及一种取向硅钢极薄带绝缘层涂覆方法,包括以下步骤:(1)接入普碳钢引带的准备工作;(2)各炉段张力的设定工作;(3)炉内气氛及温度的调节工作;(4)绝缘层厚度及厚度的检测工作;(5)极薄带涂层涂覆及烘干工作;(6)极薄带表面绝缘涂层及磁性能检测工作。本发明采用与极薄带厚度相当的普碳钢作为引带,通过引带测试产线张力和绝缘层涂覆的厚度,一方面可通过普碳钢薄带的运行加速炉内温度和气氛的稳定性,节约炉内稳定时间;另一方面可通过成本较低的普碳钢检测炉内张力和温度的设定,及绝缘涂层