
高炉铁口喷溅压入治理工艺方法.pdf

春波****公主

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉铁口喷溅压入治理工艺方法.pdf
本发明涉及一种高炉铁口喷溅压入治理工艺方法,其特征在于:采用出铁口清理、铁口密封板焊接、炉皮开孔、压力及料量控制的工艺步骤,通过压入设备机组,将铁口专用耐火材料压入到冷却壁冷面、热面、铁口组合砖及铁口通道砖包缝隙缺陷处。施工设备压力控制在最高不超过30MPa,炉皮压入孔压力控制在1~5MPa,耐火材料压入量通过压入设备控制系统调整控制,压入速度控制在每分钟10~75㎏范围内,无级调整。本发明是一种成本低、停炉时间短的一种高炉铁口喷溅压入治理工艺方法,阻断和封闭煤气窜漏通道,达到阻止铁口区域煤气窜漏,消除铁
一种高炉铁口喷溅快速治理方法.pdf
本发明属于高炉冶炼及铁口维护技术领域,涉及一种高炉铁口喷溅快速治理方法,在高炉铁口非放铁状态,采用出铁口清理、开口机钻孔、泥炮挖空冷却、灌浆料填装及压入控制的工艺步骤,通过液压泥炮将专用灌浆料压入铁口孔道缝隙缺陷处。开口机向铁口通道钻入1.5‑2.5米,液压泥炮将25‑30kg灌浆料打入铁口通道内,压力控制不超过30MPa,压炮时间30‑60min。本发明是一种成本低廉、工序精简的高炉铁口喷溅灌浆快速治理工艺方法,通过封堵铁口区域煤气窜漏缝隙,达到消除铁口区域煤气泄漏,减少铁口喷溅现象的目的,保证渣铁排放
一种高炉铁口孔道铁水喷溅的处理装置及方法.pdf
本发明公开了一种高炉铁口孔道铁水喷溅的处理装置,包括第二泥炮、以及均设置在所述第二泥炮内且从所述第二泥炮的口部向所述第二泥炮的内部依次设置的水泥炮、无水浆料、第二生产炮泥。本发明还提供了一种高炉铁口孔道铁水喷溅的处理方法,包括:于高炉铁口处获得高炉铁口孔道,通过所述高炉铁口孔道出铁,后使用第一生产炮泥堵住所述高炉铁口孔道;得到高炉铁口孔道铁水喷溅的处理装置;于高炉铁口处获得高炉铁口压浆孔道;将所述高炉铁口孔道铁水喷溅的处理装置堵住所述高炉铁口压浆孔道,后将所述无水浆料烧结固化,实现防止铁水喷溅的目的。可在
一种高炉出铁口喷溅铁水的诊断方法、装置及设备.pdf
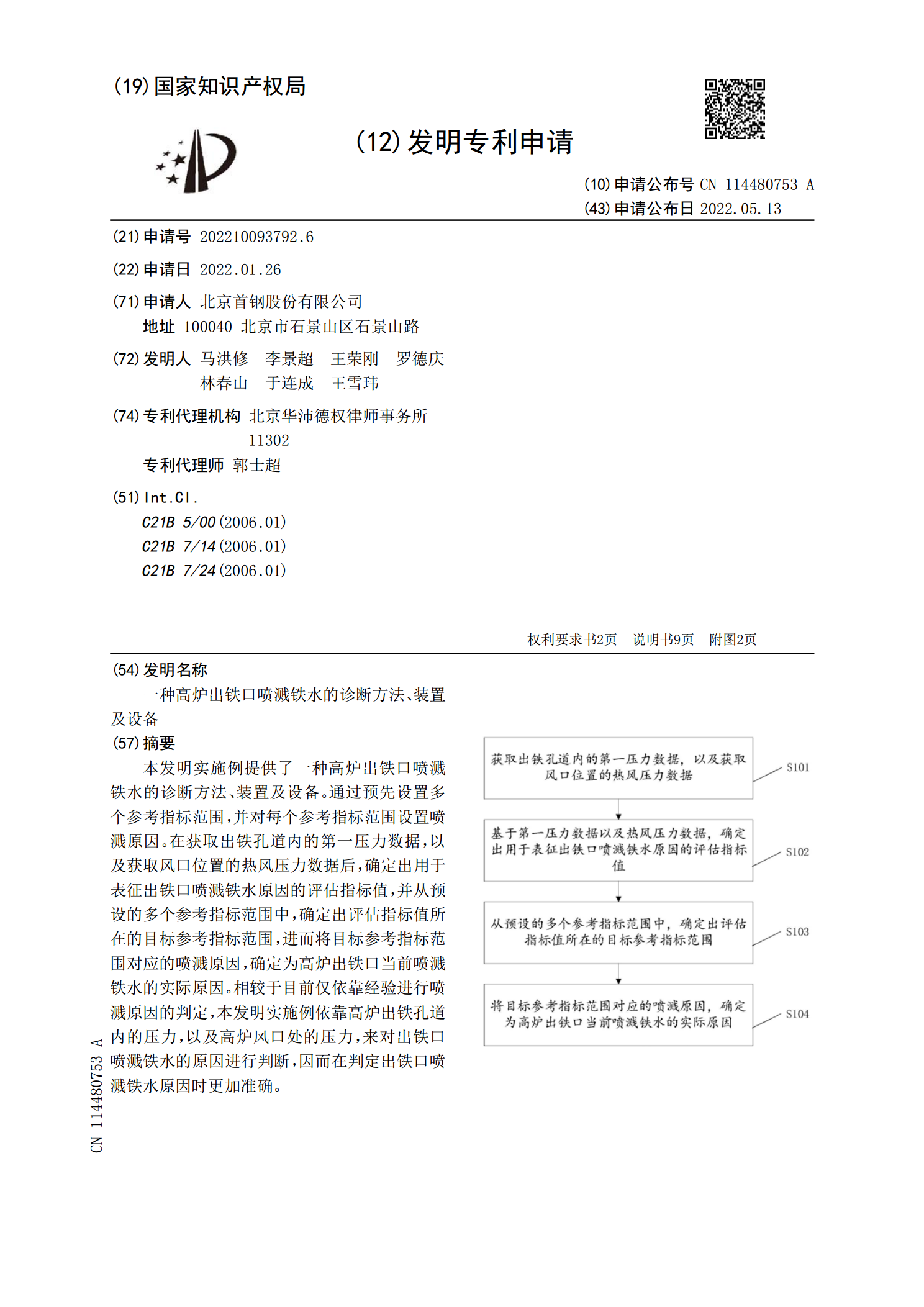
本发明实施例提供了一种高炉出铁口喷溅铁水的诊断方法、装置及设备。通过预先设置多个参考指标范围,并对每个参考指标范围设置喷溅原因。在获取出铁孔道内的第一压力数据,以及获取风口位置的热风压力数据后,确定出用于表征出铁口喷溅铁水原因的评估指标值,并从预设的多个参考指标范围中,确定出评估指标值所在的目标参考指标范围,进而将目标参考指标范围对应的喷溅原因,确定为高炉出铁口当前喷溅铁水的实际原因。相较于目前仅依靠经验进行喷溅原因的判定,本发明实施例依靠高炉出铁孔道内的压力,以及高炉风口处的压力,来对出铁口喷溅铁水的原

韶钢8号高炉铁口喷溅原因分析与应对.docx
韶钢8号高炉铁口喷溅原因分析与应对韶钢8号高炉是一个重要的冶炼设备,铁口喷溅是高炉运行过程中常见的问题之一。本文将分析铁口喷溅的原因,并提出相应的应对措施。铁口喷溅是指高炉冶炼过程中,铁水喷溅出高炉口的现象。其主要原因可以从以下几个方面进行分析和解释。首先,高炉操作不当是导致铁口喷溅的重要原因之一。操作不当包括铁口维护不及时、铁口砖衬的损坏、铁口火垛结构不合理等。如果铁口维护不及时,铁口内壁可能积聚了大量的渣渍和结壳,使得铁水流动性下降,增加了喷溅的风险。同时,铁口砖衬的损坏也会导致铁水无法顺利流出,出现