
不锈钢焊管在线光亮固溶机.pdf

一只****签网

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不锈钢焊管在线光亮固溶机.pdf
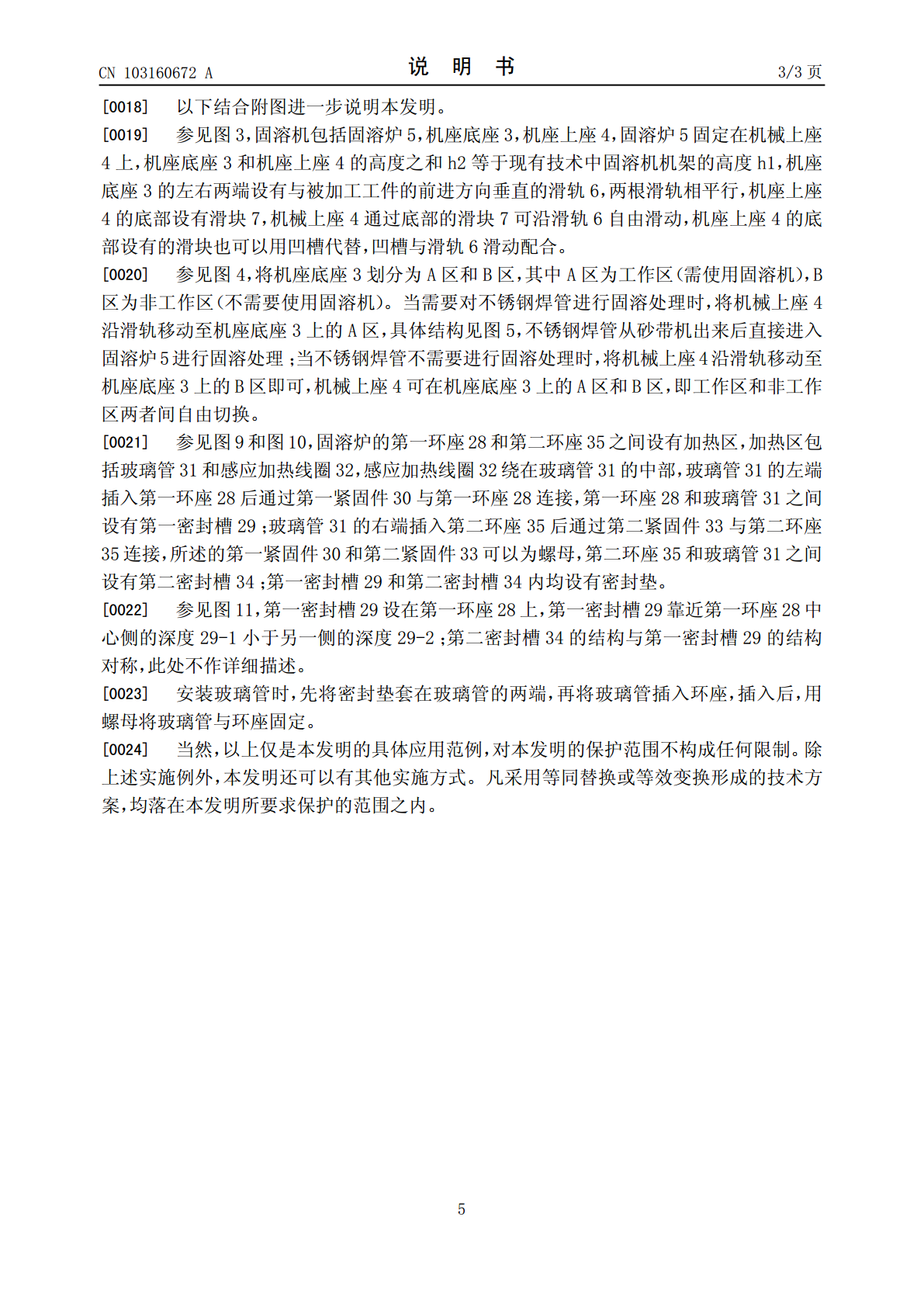
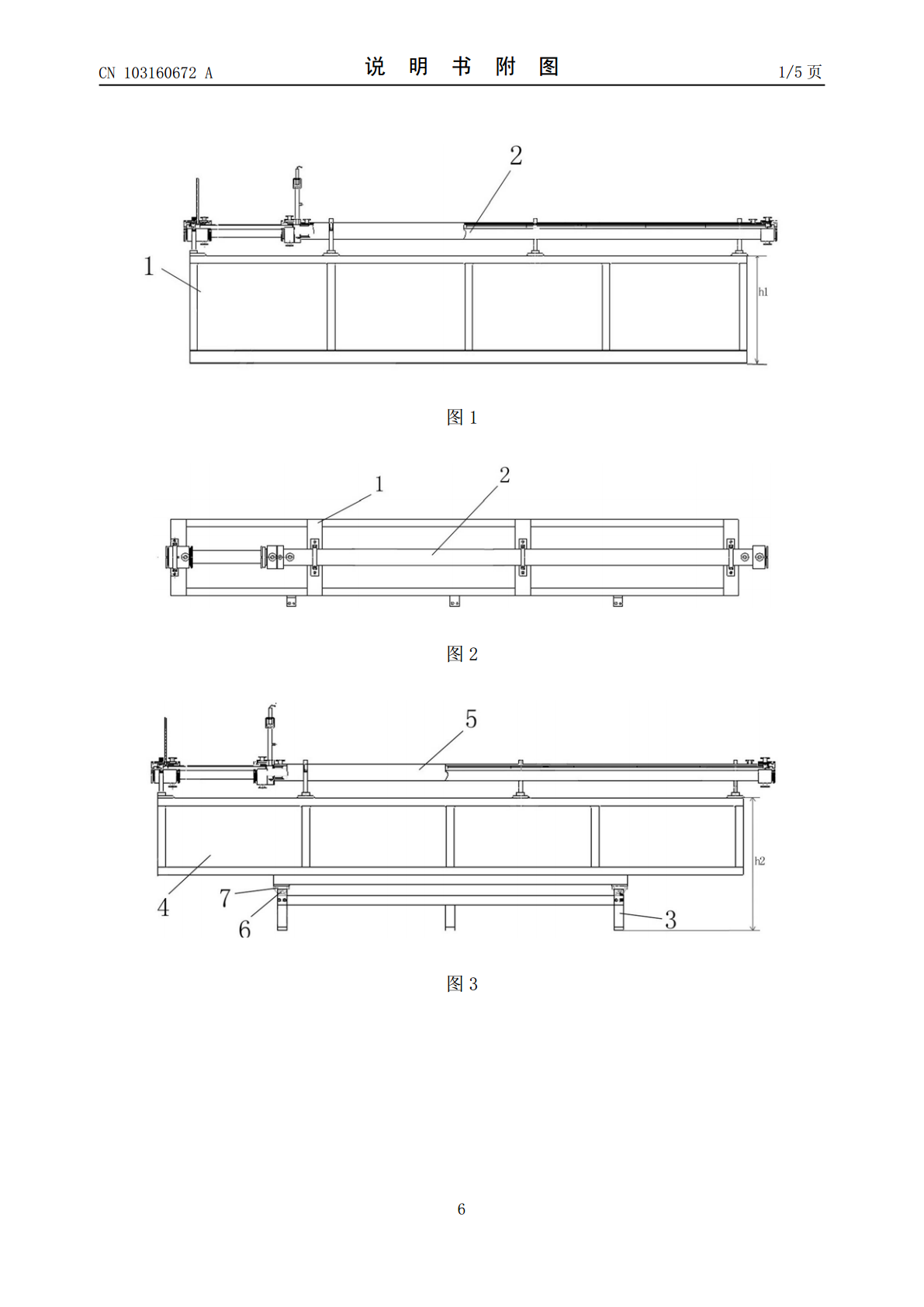
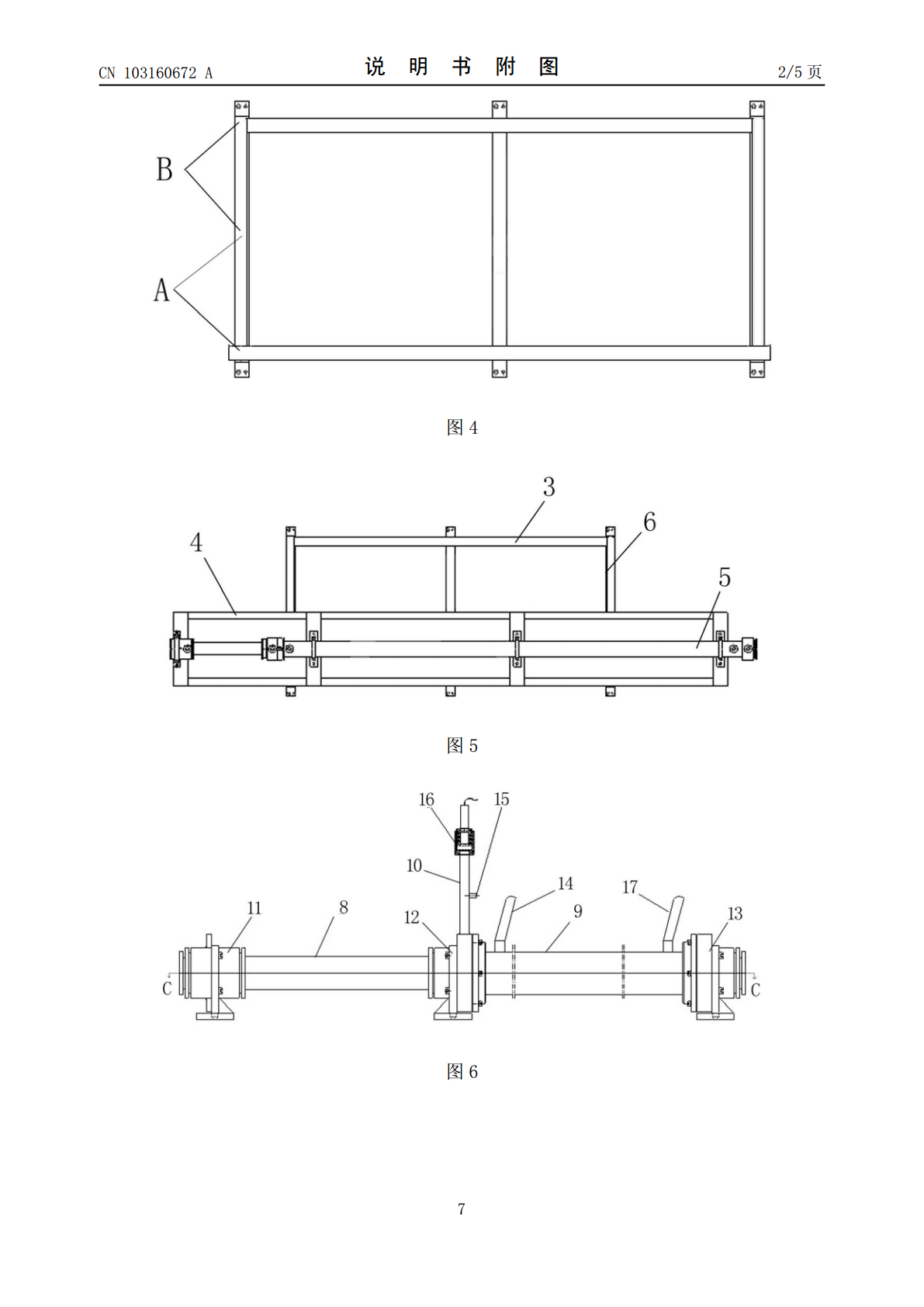
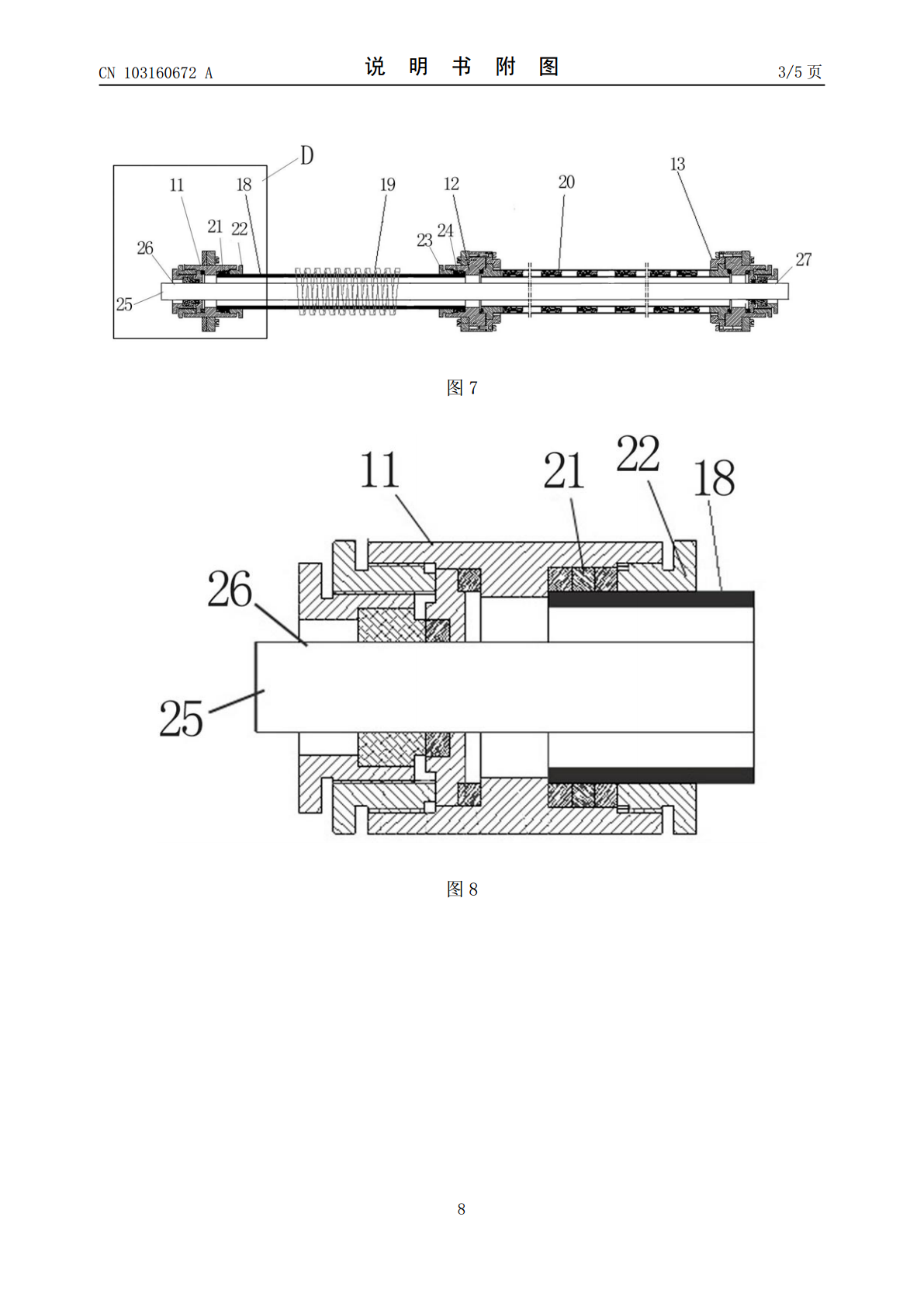
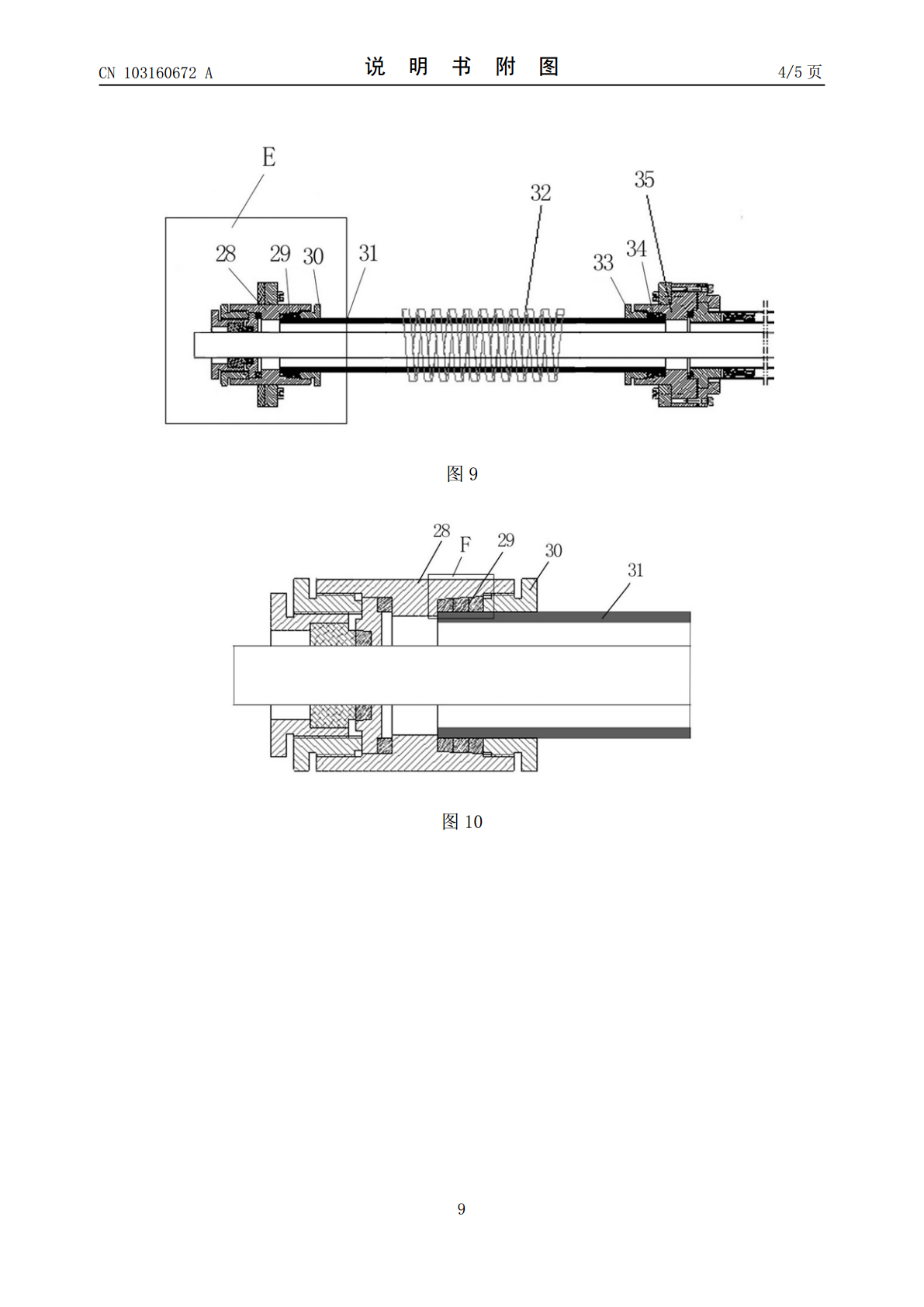
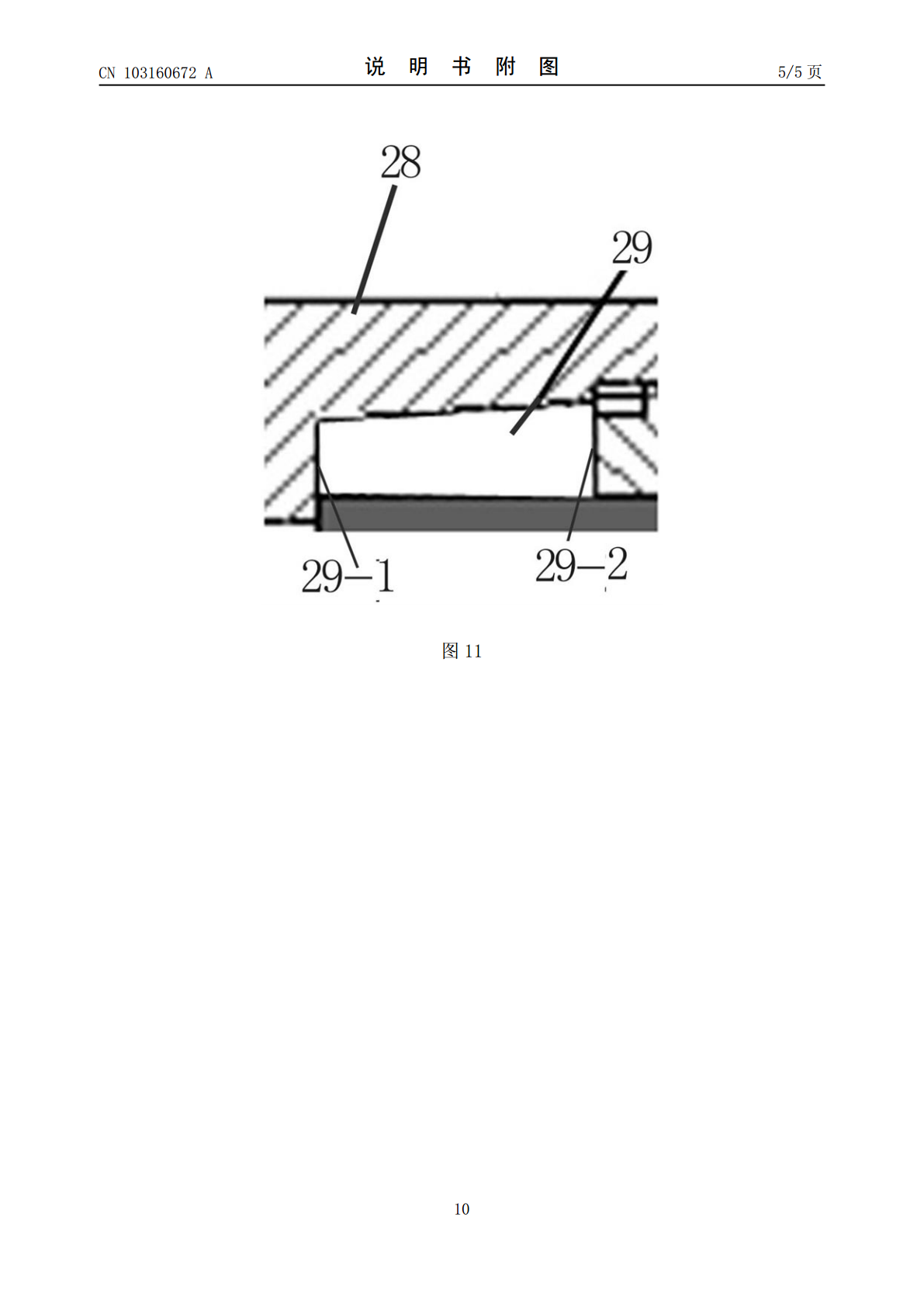
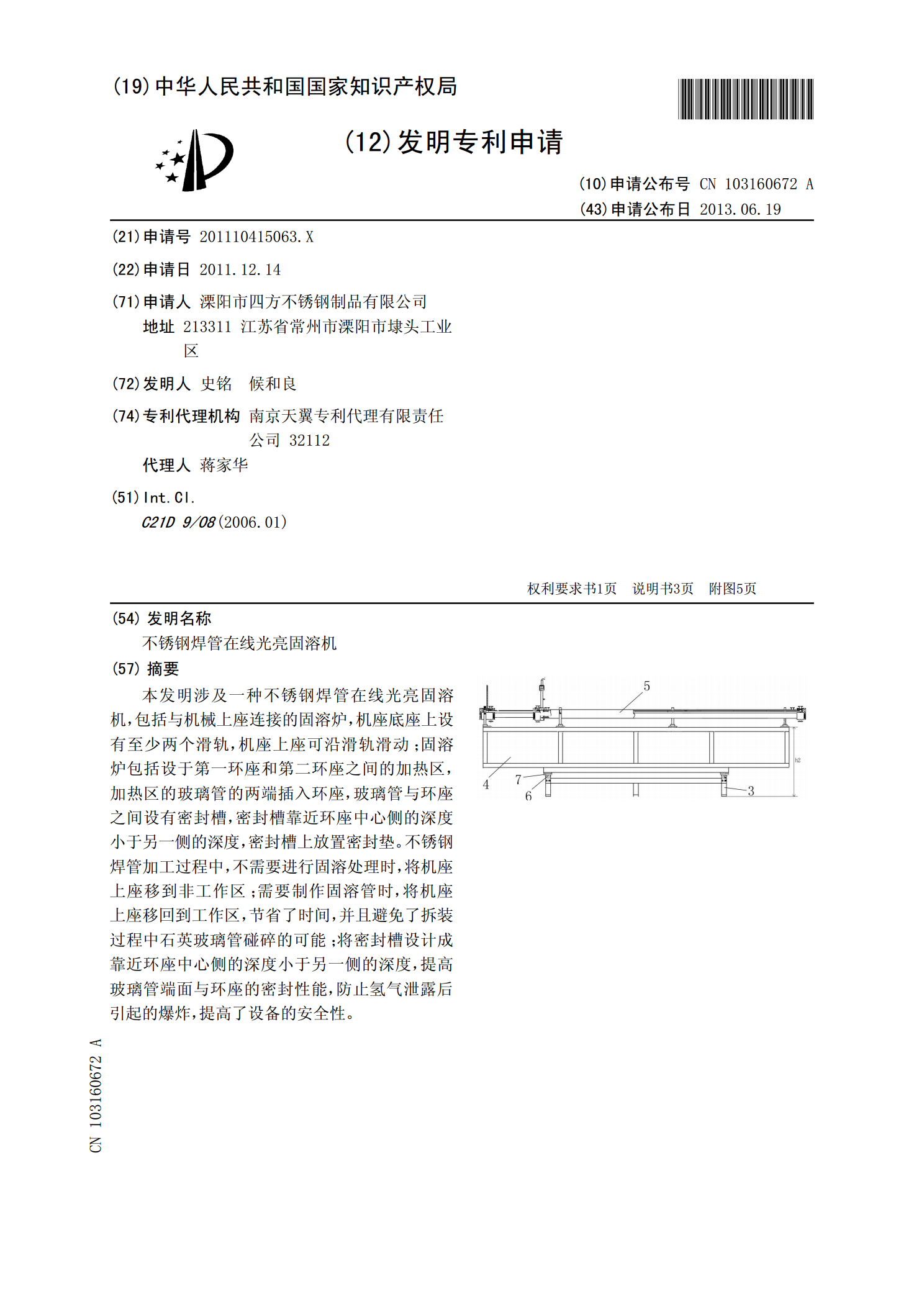
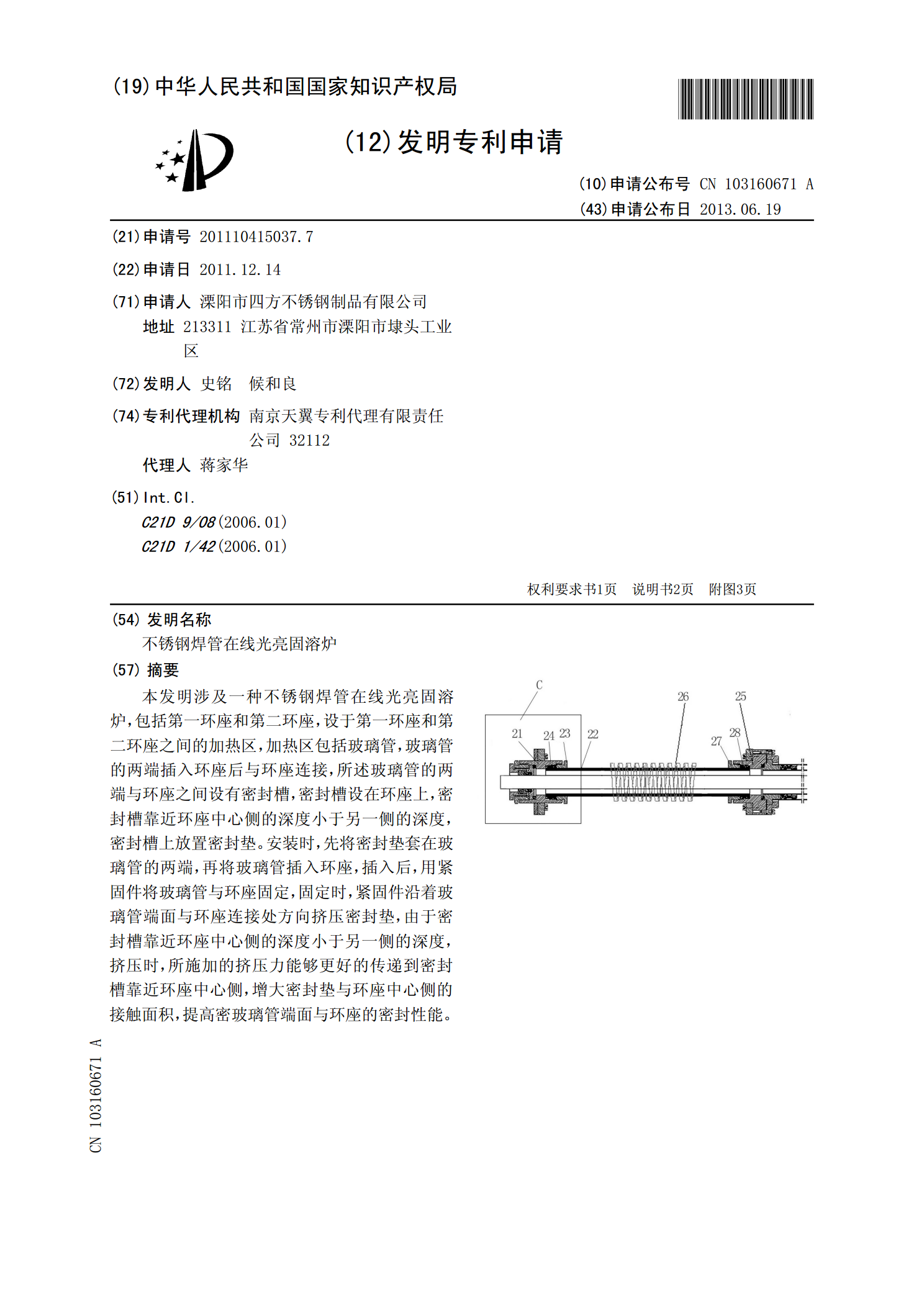
本发明涉及一种不锈钢焊管在线光亮固溶机,包括与机械上座连接的固溶炉,机座底座上设有至少两个滑轨,机座上座可沿滑轨滑动;固溶炉包括设于第一环座和第二环座之间的加热区,加热区的玻璃管的两端插入环座,玻璃管与环座之间设有密封槽,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。不锈钢焊管加工过程中,不需要进行固溶处理时,将机座上座移到非工作区;需要制作固溶管时,将机座上座移回到工作区,节省了时间,并且避免了拆装过程中石英玻璃管碰碎的可能;将密封槽设计成靠近环座中心侧的深度小于另一侧的深度,提高玻璃
不锈钢焊管在线光亮固溶炉.pdf
本发明涉及一种不锈钢焊管在线光亮固溶炉,包括第一环座和第二环座,设于第一环座和第二环座之间的加热区,加热区包括玻璃管,玻璃管的两端插入环座后与环座连接,所述玻璃管的两端与环座之间设有密封槽,密封槽设在环座上,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。安装时,先将密封垫套在玻璃管的两端,再将玻璃管插入环座,插入后,用紧固件将玻璃管与环座固定,固定时,紧固件沿着玻璃管端面与环座连接处方向挤压密封垫,由于密封槽靠近环座中心侧的深度小于另一侧的深度,挤压时,所施加的挤压力能够更好的传递到密封
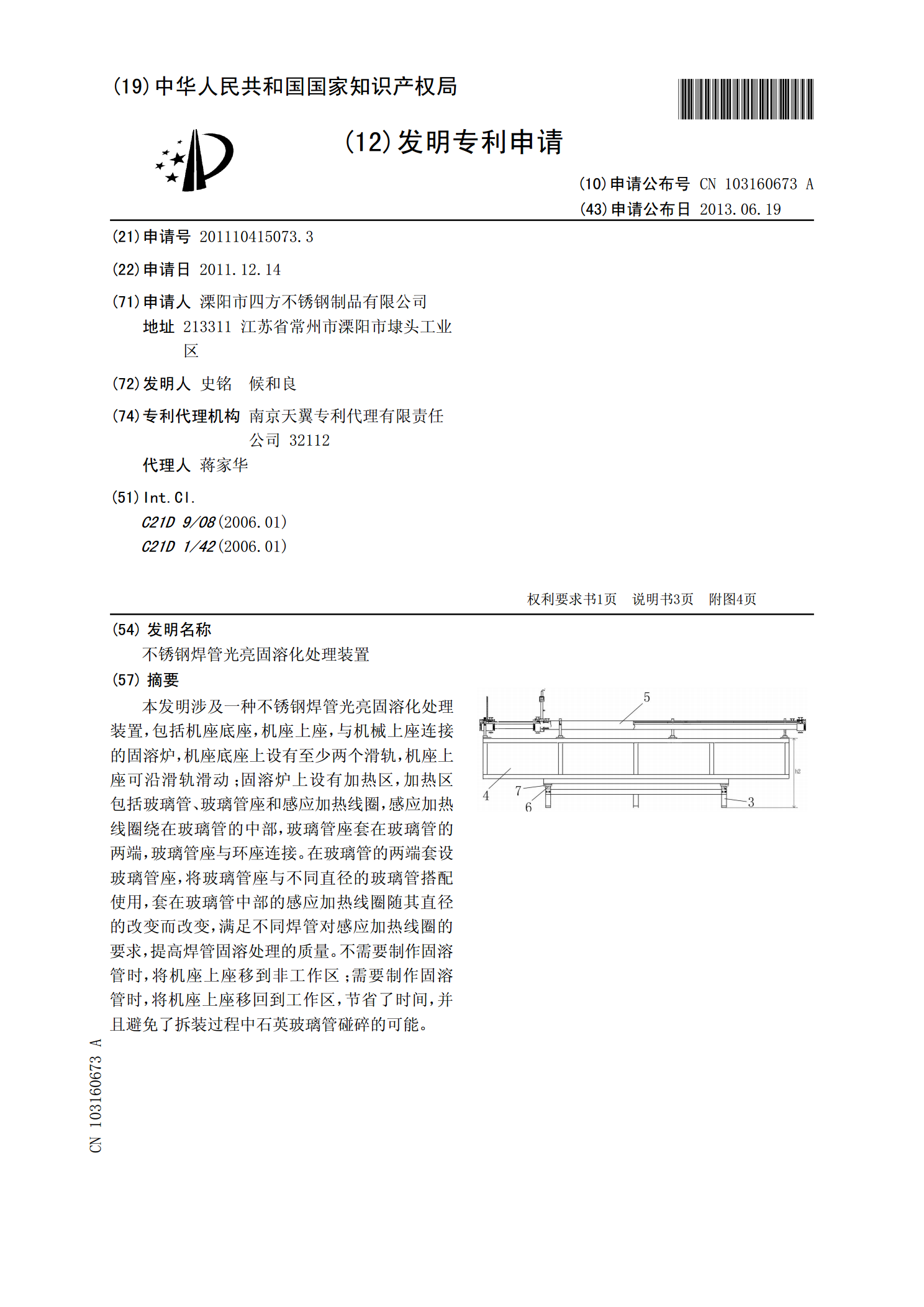
不锈钢焊管光亮固溶化处理装置.pdf
本发明涉及一种不锈钢焊管光亮固溶化处理装置,包括机座底座,机座上座,与机械上座连接的固溶炉,机座底座上设有至少两个滑轨,机座上座可沿滑轨滑动;固溶炉上设有加热区,加热区包括玻璃管、玻璃管座和感应加热线圈,感应加热线圈绕在玻璃管的中部,玻璃管座套在玻璃管的两端,玻璃管座与环座连接。在玻璃管的两端套设玻璃管座,将玻璃管座与不同直径的玻璃管搭配使用,套在玻璃管中部的感应加热线圈随其直径的改变而改变,满足不同焊管对感应加热线圈的要求,提高焊管固溶处理的质量。不需要制作固溶管时,将机座上座移到非工作区;需要制作固溶
双相不锈钢直接在线固溶工艺.pdf
本发明公开了一种双相不锈钢直接在线固溶工艺,具体如下:将经过吐丝机卷取后的高温线材直接送进热处理炉退火,红钢的吐丝温度为880~950℃,吐丝机至热处理炉间有15米的保温辊道,红钢在保温辊道里完成堆积,堆积速度为180~280kg/m,而后送进热处理炉,热处理炉长45米,炉内辊道线速度4.8~6m/s,炉内温度控制在1000~1100℃,出热处理炉后红钢在喷淋固溶装置中经上下冷却水喷淋固溶,水压4.5~5kg/cm
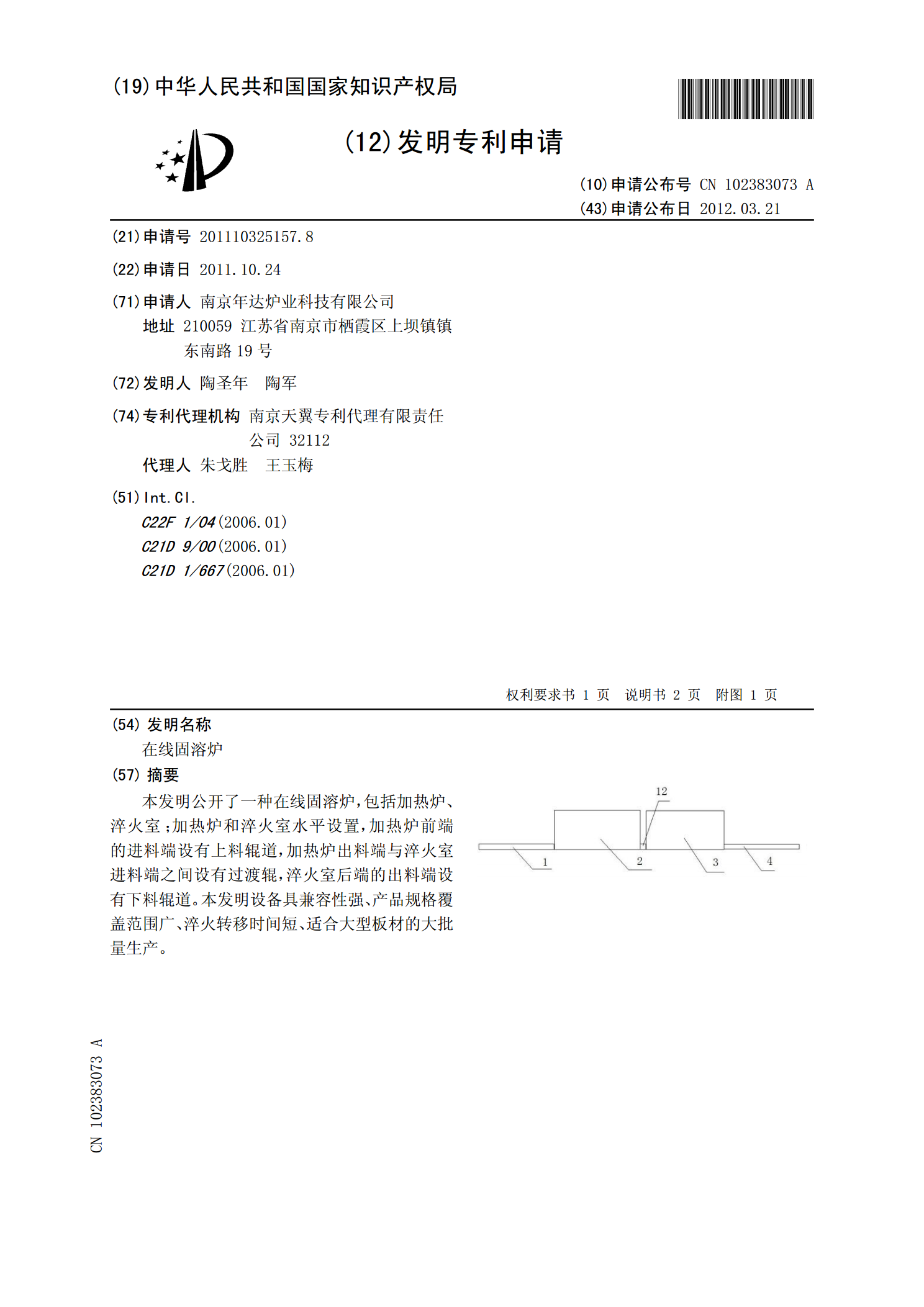
在线固溶炉.pdf
本发明公开了一种在线固溶炉,包括加热炉、淬火室;加热炉和淬火室水平设置,加热炉前端的进料端设有上料辊道,加热炉出料端与淬火室进料端之间设有过渡辊,淬火室后端的出料端设有下料辊道。本发明设备具兼容性强、产品规格覆盖范围广、淬火转移时间短、适合大型板材的大批量生产。