
双相不锈钢直接在线固溶工艺.pdf

岚风****55

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双相不锈钢直接在线固溶工艺.pdf
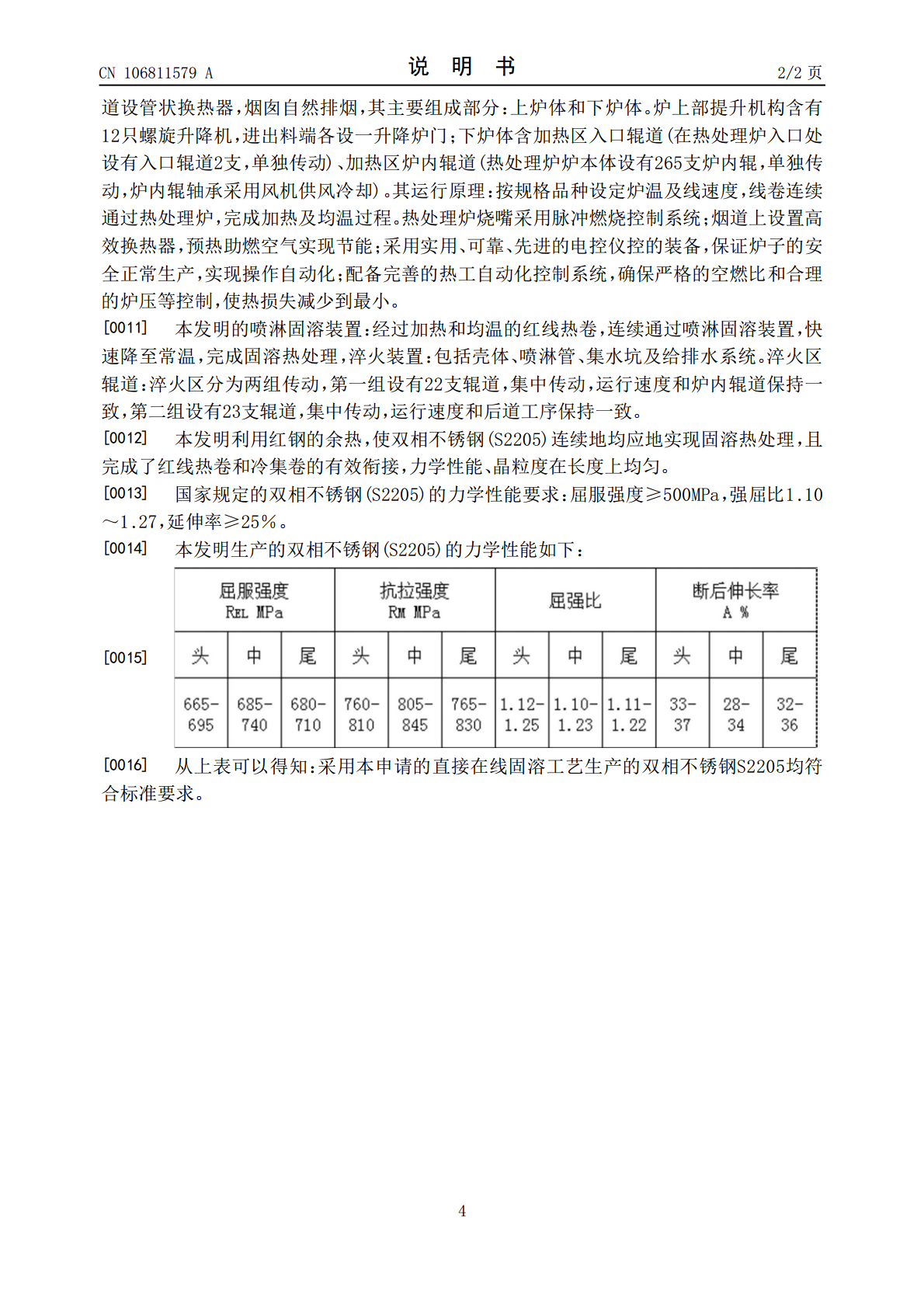
本发明公开了一种双相不锈钢直接在线固溶工艺,具体如下:将经过吐丝机卷取后的高温线材直接送进热处理炉退火,红钢的吐丝温度为880~950℃,吐丝机至热处理炉间有15米的保温辊道,红钢在保温辊道里完成堆积,堆积速度为180~280kg/m,而后送进热处理炉,热处理炉长45米,炉内辊道线速度4.8~6m/s,炉内温度控制在1000~1100℃,出热处理炉后红钢在喷淋固溶装置中经上下冷却水喷淋固溶,水压4.5~5kg/cm
不锈钢焊管在线光亮固溶机.pdf
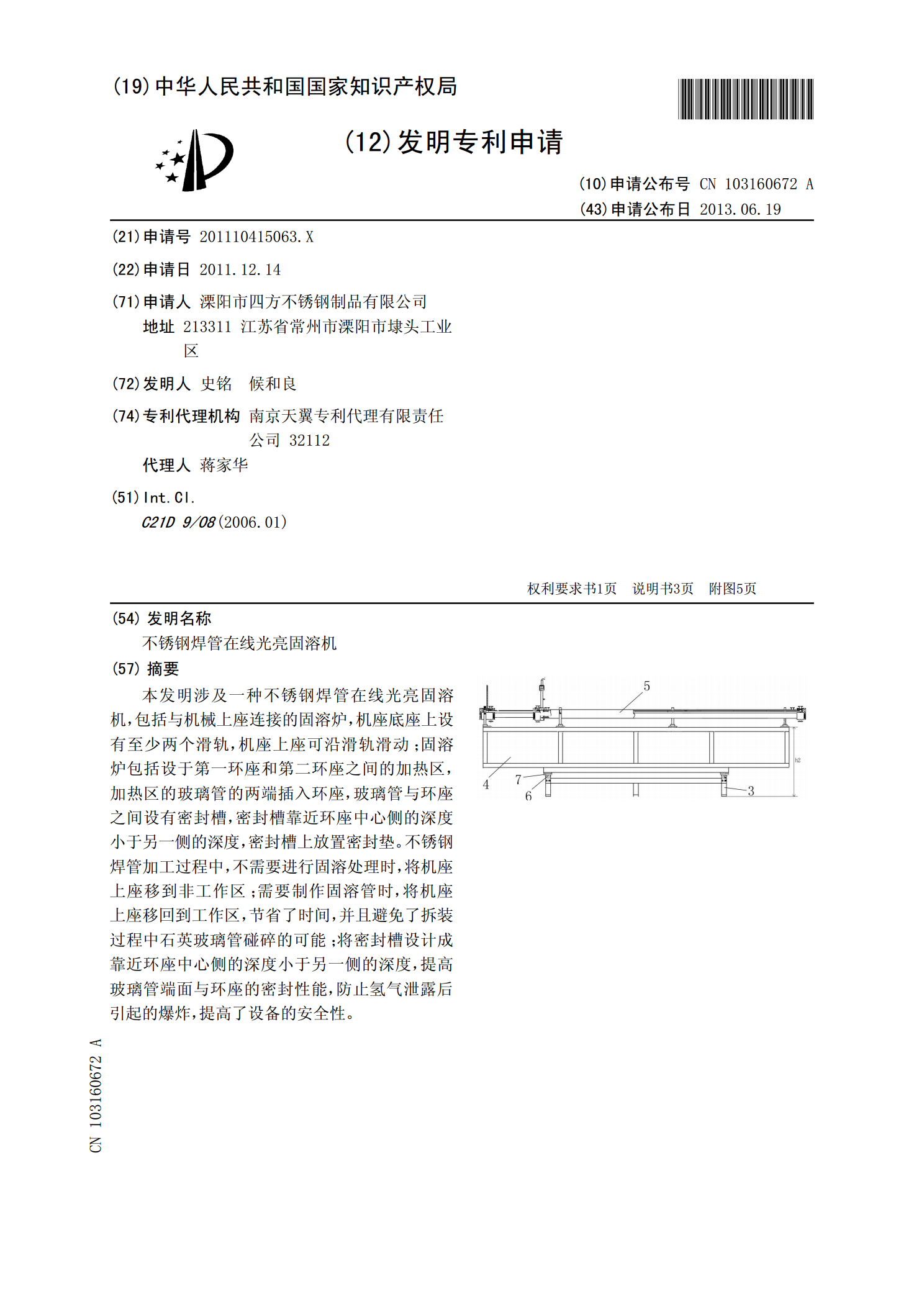
本发明涉及一种不锈钢焊管在线光亮固溶机,包括与机械上座连接的固溶炉,机座底座上设有至少两个滑轨,机座上座可沿滑轨滑动;固溶炉包括设于第一环座和第二环座之间的加热区,加热区的玻璃管的两端插入环座,玻璃管与环座之间设有密封槽,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。不锈钢焊管加工过程中,不需要进行固溶处理时,将机座上座移到非工作区;需要制作固溶管时,将机座上座移回到工作区,节省了时间,并且避免了拆装过程中石英玻璃管碰碎的可能;将密封槽设计成靠近环座中心侧的深度小于另一侧的深度,提高玻璃
不锈钢焊管在线光亮固溶炉.pdf
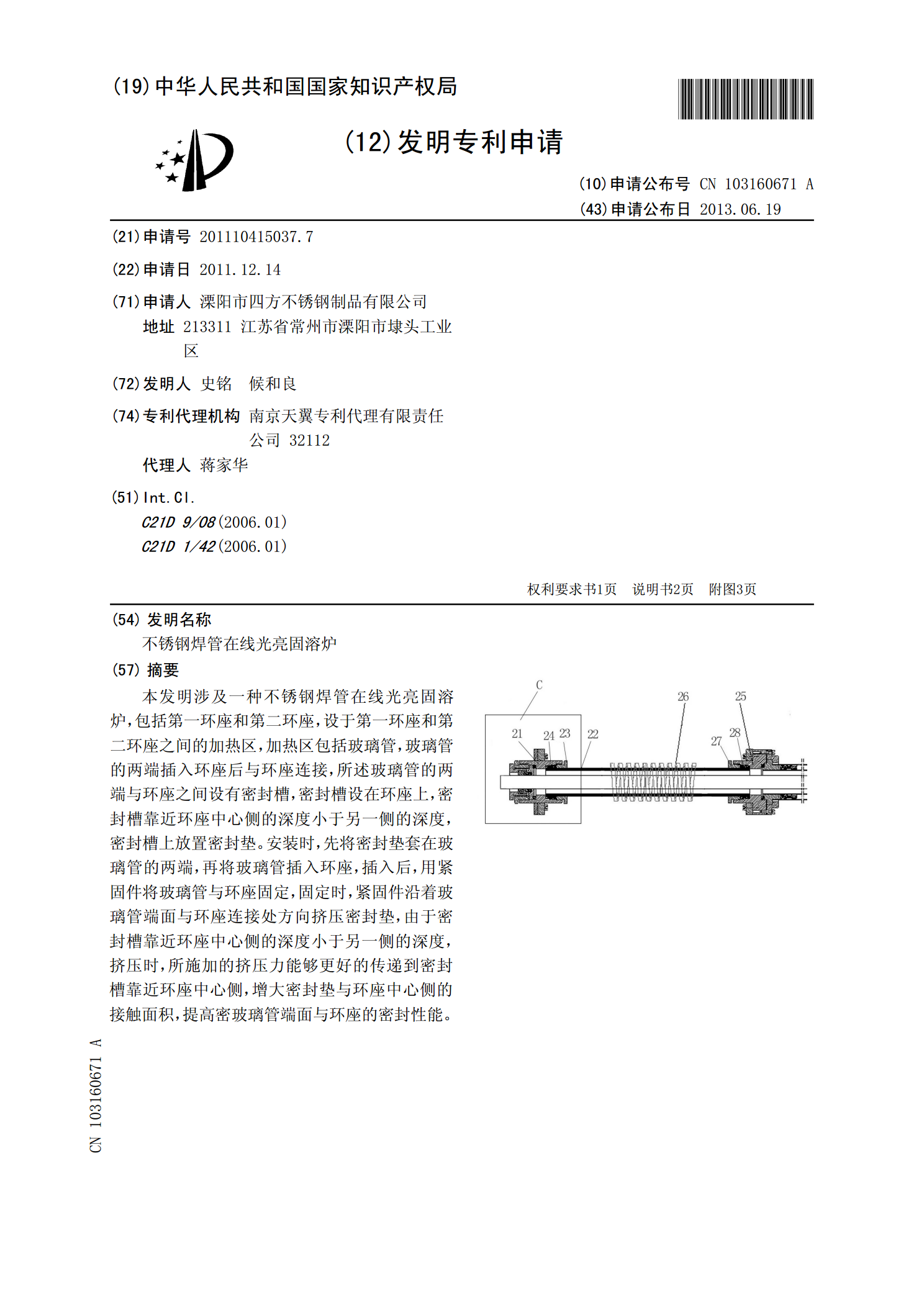
本发明涉及一种不锈钢焊管在线光亮固溶炉,包括第一环座和第二环座,设于第一环座和第二环座之间的加热区,加热区包括玻璃管,玻璃管的两端插入环座后与环座连接,所述玻璃管的两端与环座之间设有密封槽,密封槽设在环座上,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。安装时,先将密封垫套在玻璃管的两端,再将玻璃管插入环座,插入后,用紧固件将玻璃管与环座固定,固定时,紧固件沿着玻璃管端面与环座连接处方向挤压密封垫,由于密封槽靠近环座中心侧的深度小于另一侧的深度,挤压时,所施加的挤压力能够更好的传递到密封
一种不锈钢热轧卷轧制余热在线固溶退火工艺.pdf
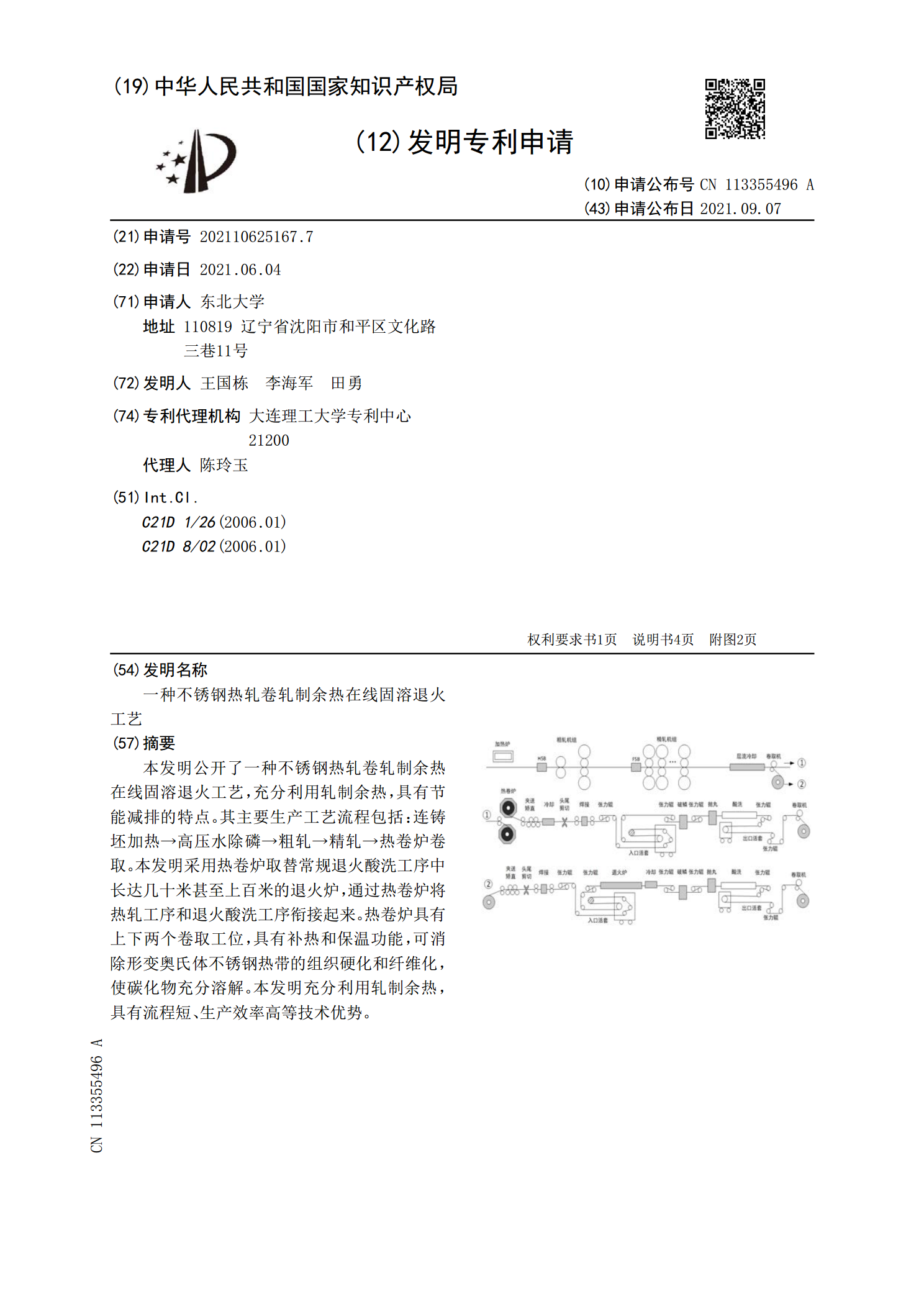
本发明公开了一种不锈钢热轧卷轧制余热在线固溶退火工艺,充分利用轧制余热,具有节能减排的特点。其主要生产工艺流程包括:连铸坯加热→高压水除磷→粗轧→精轧→热卷炉卷取。本发明采用热卷炉取替常规退火酸洗工序中长达几十米甚至上百米的退火炉,通过热卷炉将热轧工序和退火酸洗工序衔接起来。热卷炉具有上下两个卷取工位,具有补热和保温功能,可消除形变奥氏体不锈钢热带的组织硬化和纤维化,使碳化物充分溶解。本发明充分利用轧制余热,具有流程短、生产效率高等技术优势。
304不锈钢的固溶热处理工艺.pdf
304不锈钢的固溶处理热处理工艺之阿布丰王创作摘要研究了分歧热处理工艺对304奥氏体不锈钢组织和性能的影响。304奥氏体不锈钢试块进行1050℃保温30min固溶处理,分别在水中和在空气中冷却。结果发现得出组织均为单相奥氏体,水中冷却不锈钢硬度更高,说明水冷后获得更大的内应力。原资料进行650℃保温60min敏化处理和800℃保温60min敏化处理,对比得出在800℃保温60min时更容易发生晶间腐蚀。因此,304不锈钢热处理时应防止在敏化温度区间内较高温度停留较长的时间。奥氏体不锈钢是指在常温下具有奥氏