
带钢退火方法.pdf

Ja****20

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带钢退火方法.pdf
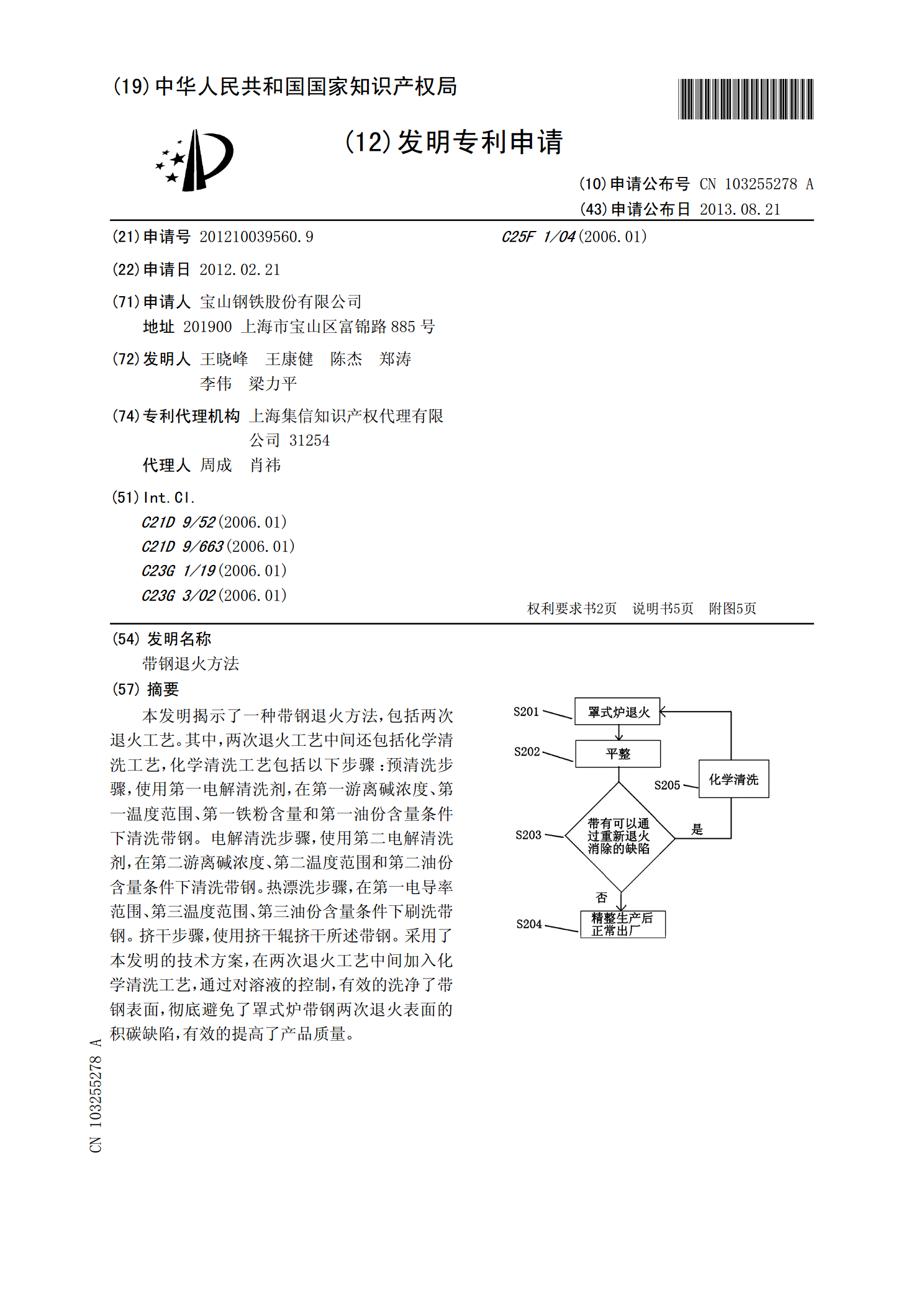
本发明揭示了一种带钢退火方法,包括两次退火工艺。其中,两次退火工艺中间还包括化学清洗工艺,化学清洗工艺包括以下步骤:预清洗步骤,使用第一电解清洗剂,在第一游离碱浓度、第一温度范围、第一铁粉含量和第一油份含量条件下清洗带钢。电解清洗步骤,使用第二电解清洗剂,在第二游离碱浓度、第二温度范围和第二油份含量条件下清洗带钢。热漂洗步骤,在第一电导率范围、第三温度范围、第三油份含量条件下刷洗带钢。挤干步骤,使用挤干辊挤干所述带钢。采用了本发明的技术方案,在两次退火工艺中间加入化学清洗工艺,通过对溶液的控制,有效的洗净
氧化色带钢退火脱色装置及氧化色带钢退火脱色方法.pdf
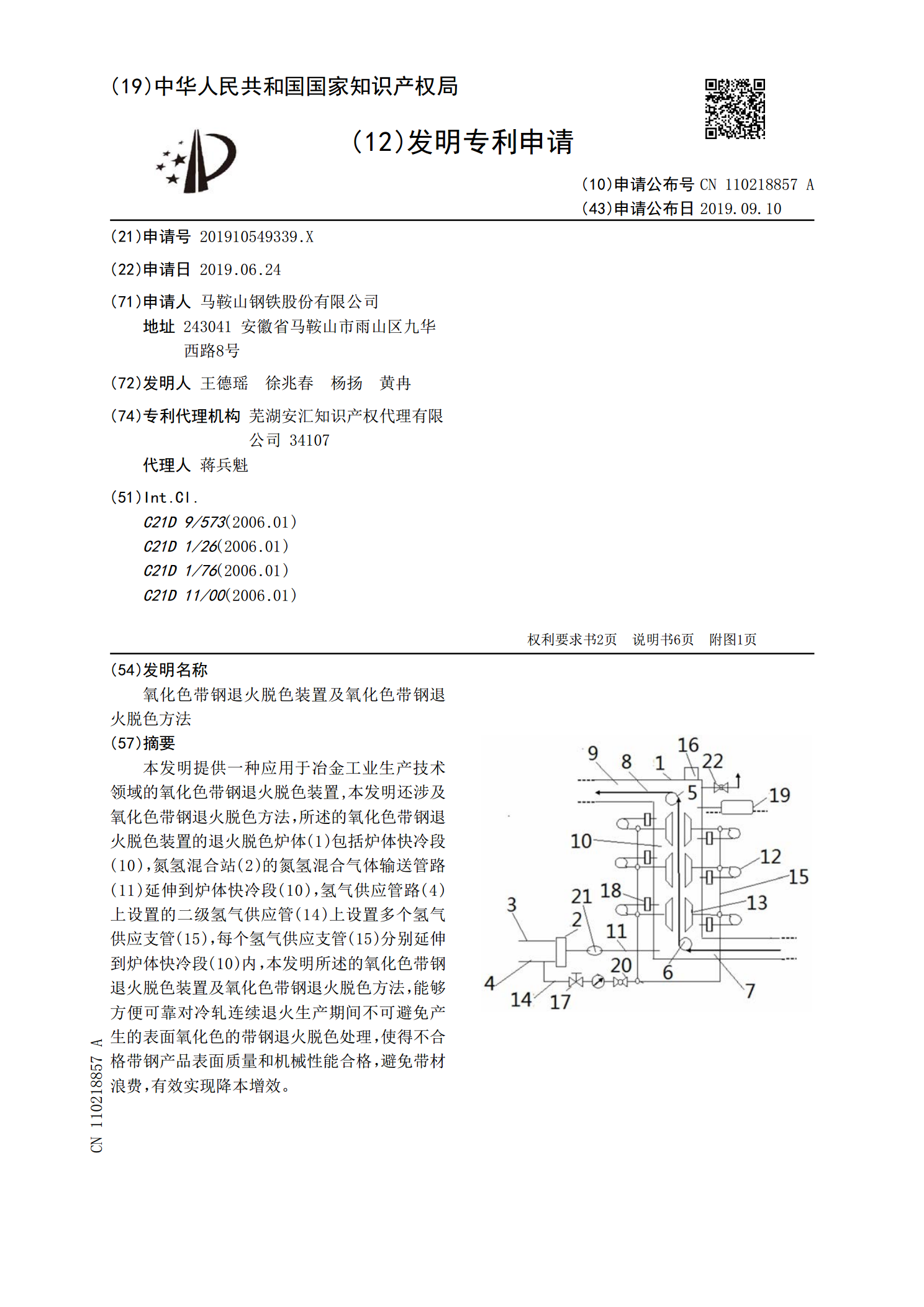
本发明提供一种应用于冶金工业生产技术领域的氧化色带钢退火脱色装置,本发明还涉及氧化色带钢退火脱色方法,所述的氧化色带钢退火脱色装置的退火脱色炉体(1)包括炉体快冷段(10),氮氢混合站(2)的氮氢混合气体输送管路(11)延伸到炉体快冷段(10),氢气供应管路(4)上设置的二级氢气供应管(14)上设置多个氢气供应支管(15),每个氢气供应支管(15)分别延伸到炉体快冷段(10)内,本发明所述的氧化色带钢退火脱色装置及氧化色带钢退火脱色方法,能够方便可靠对冷轧连续退火生产期间不可避免产生的表面氧化色的带钢退火
带钢连续退火稳定运行控制方法.pdf
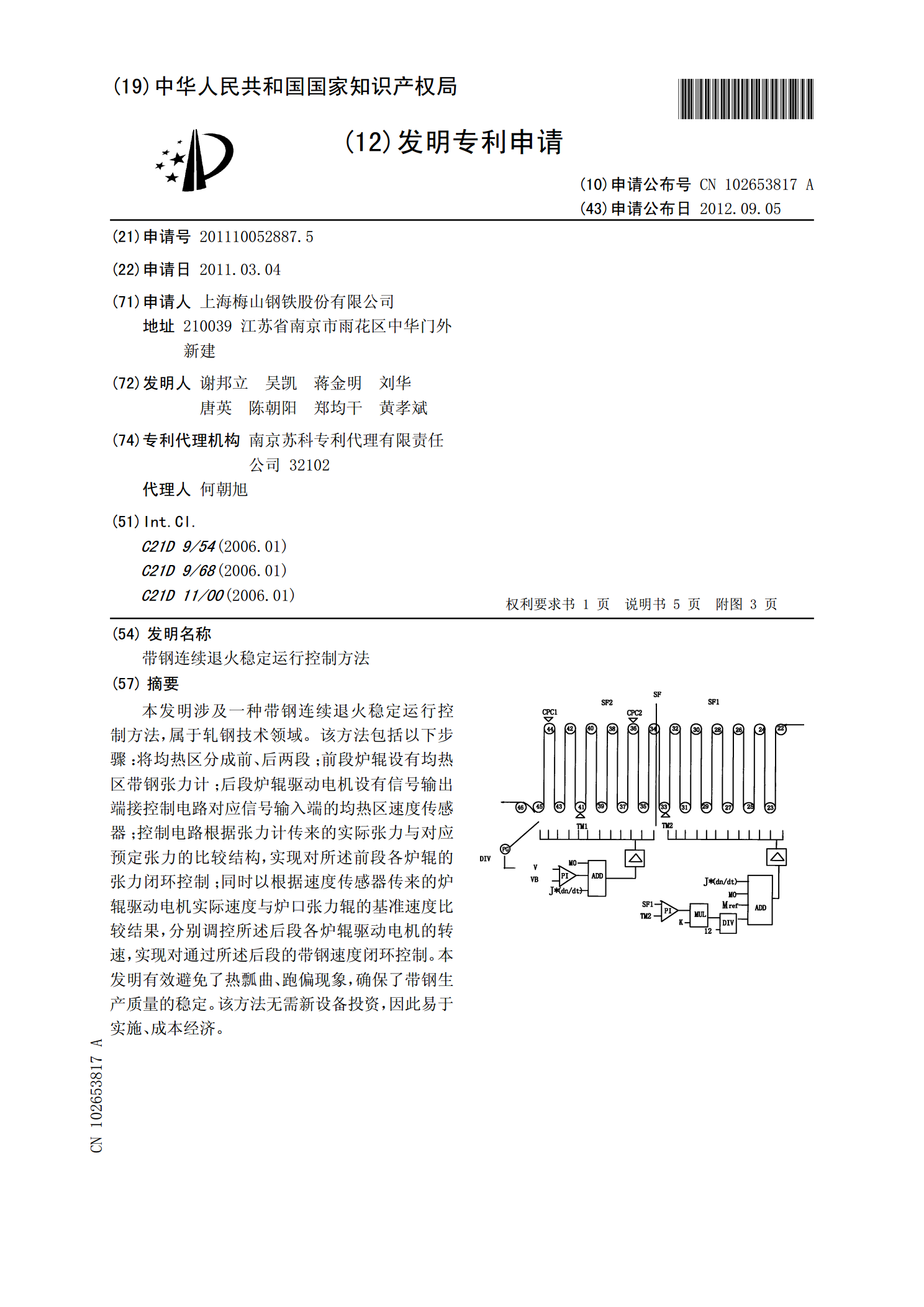
本发明涉及一种带钢连续退火稳定运行控制方法,属于轧钢技术领域。该方法包括以下步骤:将均热区分成前、后两段;前段炉辊设有均热区带钢张力计;后段炉辊驱动电机设有信号输出端接控制电路对应信号输入端的均热区速度传感器;控制电路根据张力计传来的实际张力与对应预定张力的比较结构,实现对所述前段各炉辊的张力闭环控制;同时以根据速度传感器传来的炉辊驱动电机实际速度与炉口张力辊的基准速度比较结果,分别调控所述后段各炉辊驱动电机的转速,实现对通过所述后段的带钢速度闭环控制。本发明有效避免了热瓢曲、跑偏现象,确保了带钢生产质量
退火炉带钢张力的控制方法.pdf
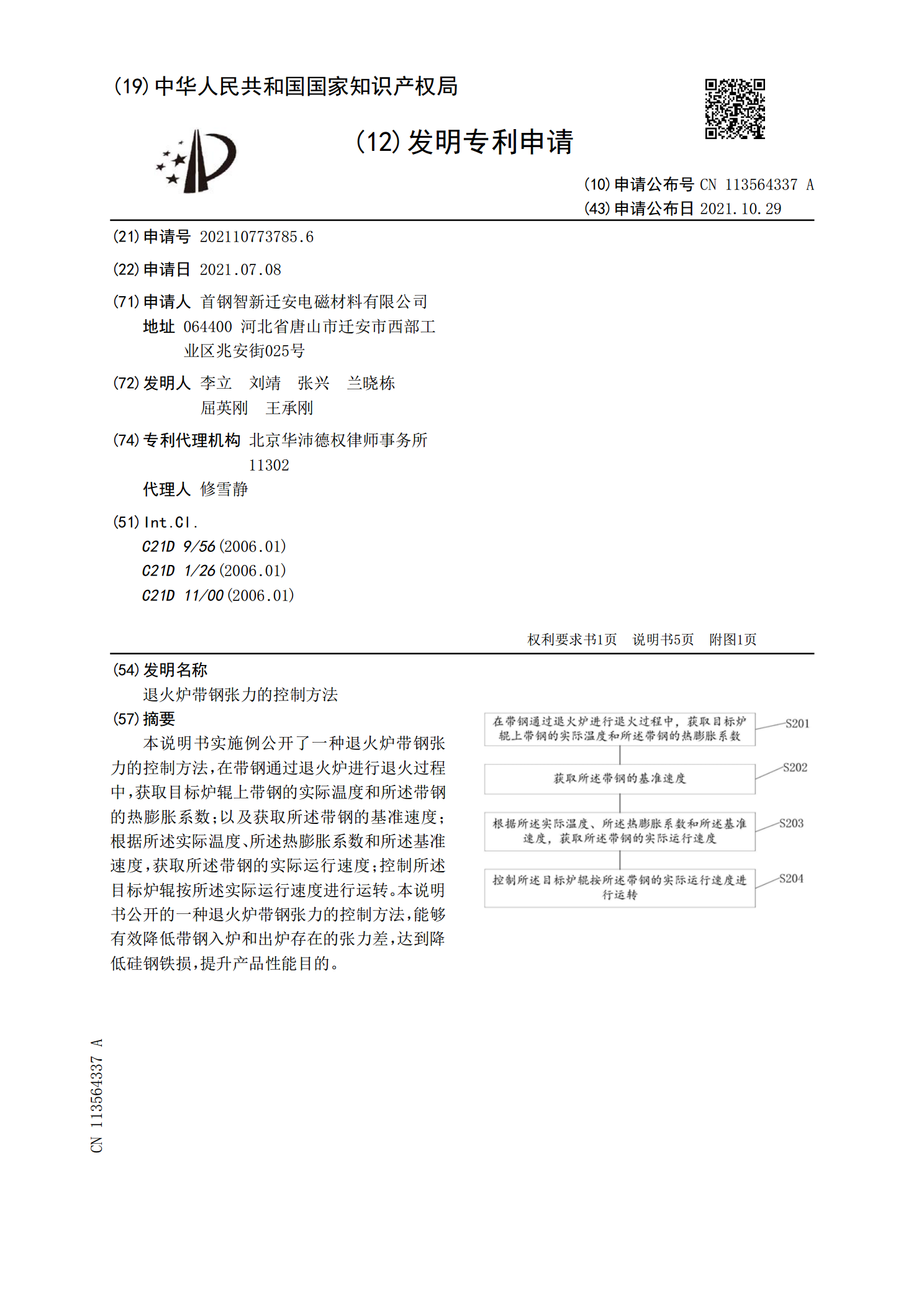
本说明书实施例公开了一种退火炉带钢张力的控制方法,在带钢通过退火炉进行退火过程中,获取目标炉辊上带钢的实际温度和所述带钢的热膨胀系数;以及获取所述带钢的基准速度;根据所述实际温度、所述热膨胀系数和所述基准速度,获取所述带钢的实际运行速度;控制所述目标炉辊按所述实际运行速度进行运转。本说明书公开的一种退火炉带钢张力的控制方法,能够有效降低带钢入炉和出炉存在的张力差,达到降低硅钢铁损,提升产品性能目的。
带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法.pdf
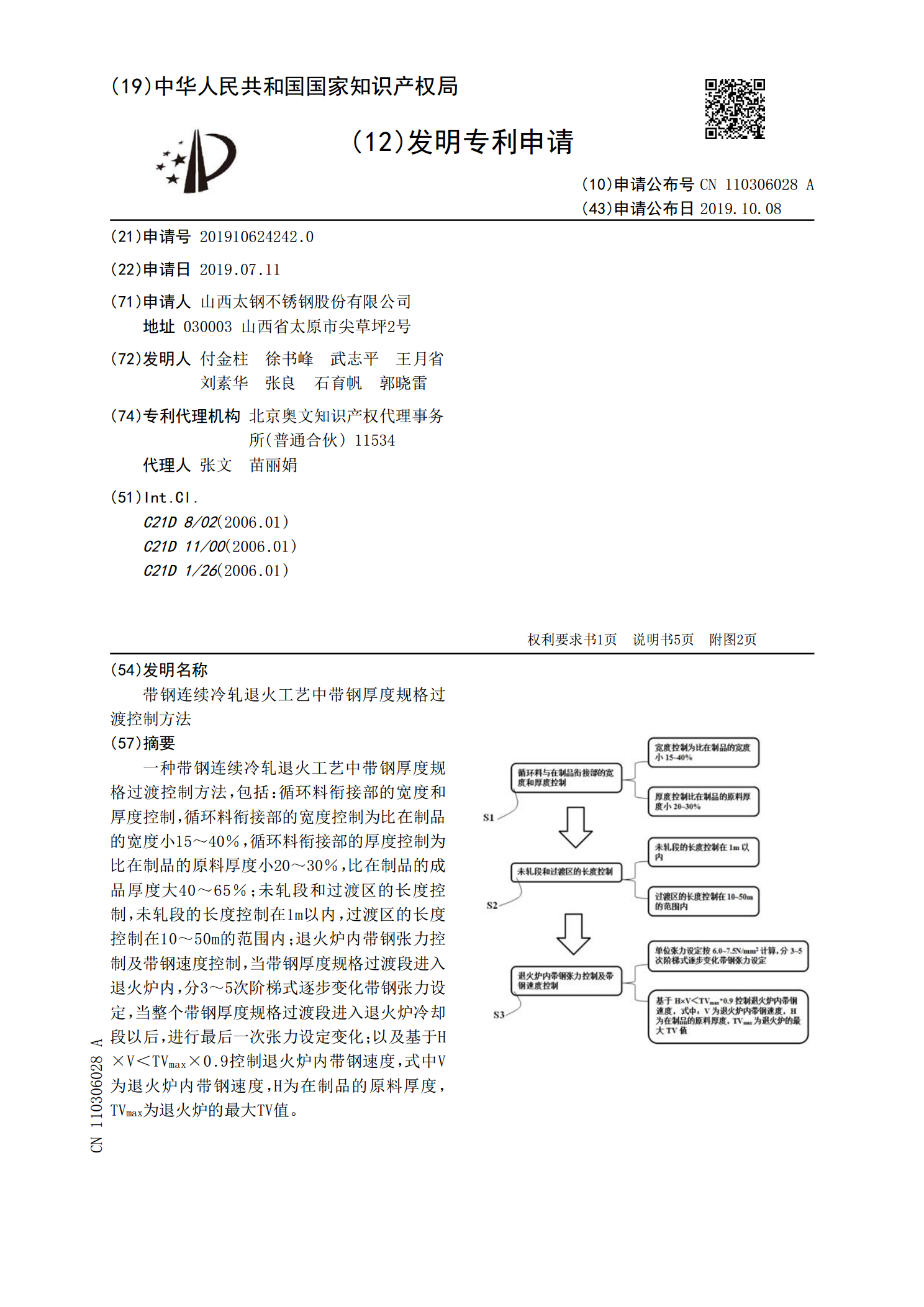
一种带钢连续冷轧退火工艺中带钢厚度规格过渡控制方法,包括:循环料衔接部的宽度和厚度控制,循环料衔接部的宽度控制为比在制品的宽度小15~40%,循环料衔接部的厚度控制为比在制品的原料厚度小20~30%,比在制品的成品厚度大40~65%;未轧段和过渡区的长度控制,未轧段的长度控制在1m以内,过渡区的长度控制在10~50m的范围内;退火炉内带钢张力控制及带钢速度控制,当带钢厚度规格过渡段进入退火炉内,分3~5次阶梯式逐步变化带钢张力设定,当整个带钢厚度规格过渡段进入退火炉冷却段以后,进行最后一次张力设定变化;以