
退火炉带钢张力的控制方法.pdf

一只****呀盟


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
退火炉带钢张力的控制方法.pdf
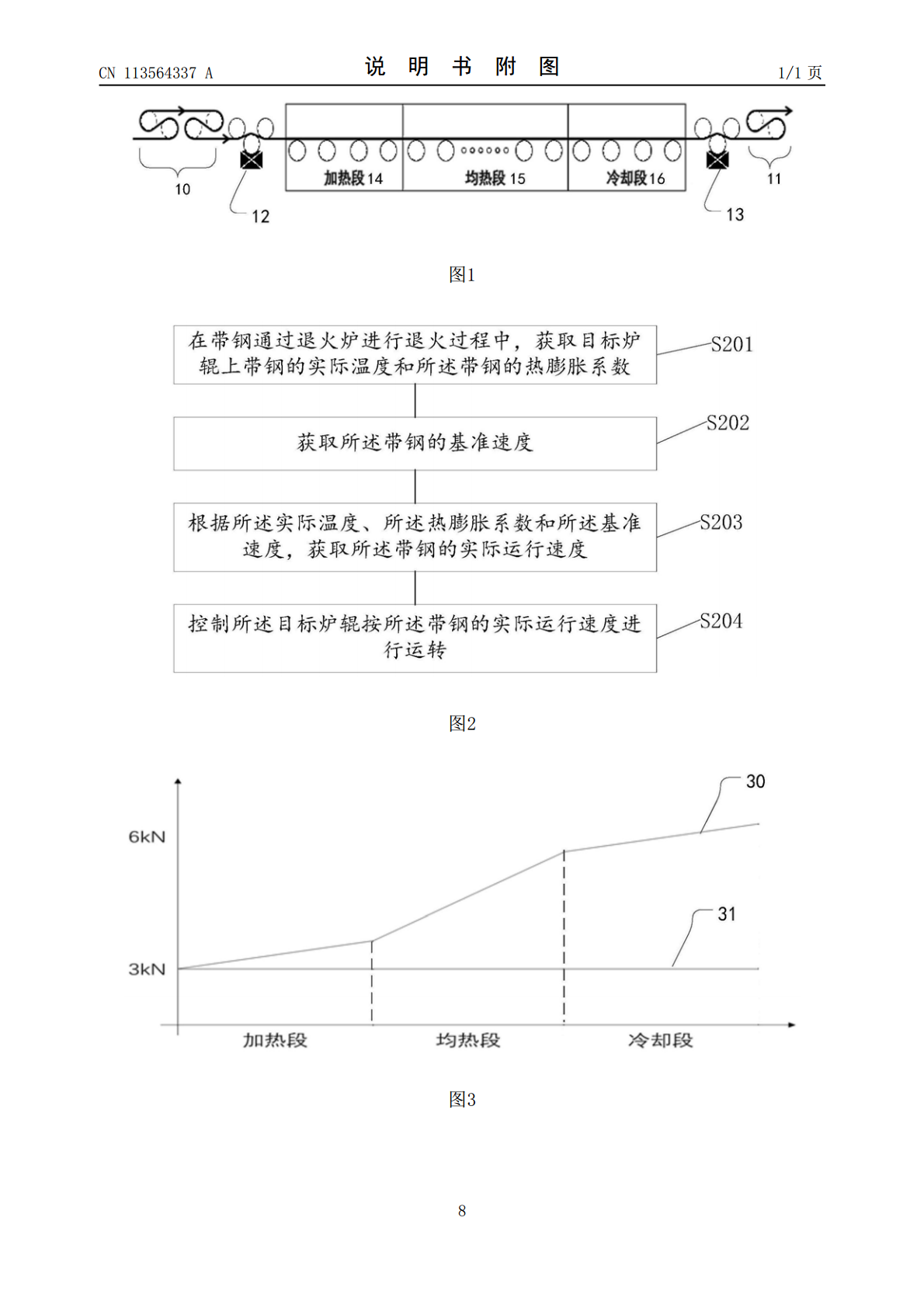
本说明书实施例公开了一种退火炉带钢张力的控制方法,在带钢通过退火炉进行退火过程中,获取目标炉辊上带钢的实际温度和所述带钢的热膨胀系数;以及获取所述带钢的基准速度;根据所述实际温度、所述热膨胀系数和所述基准速度,获取所述带钢的实际运行速度;控制所述目标炉辊按所述实际运行速度进行运转。本说明书公开的一种退火炉带钢张力的控制方法,能够有效降低带钢入炉和出炉存在的张力差,达到降低硅钢铁损,提升产品性能目的。

卧式退火炉炉辊带钢张力研究.pptx
,目录PartOne卧式退火炉简介带钢张力对退火工艺的影响张力控制的重要性PartTwo张力产生的原因张力与炉内气氛的关系张力与温度场分布的关系PartThree炉辊转速与直径带钢材质与厚度退火工艺参数炉内气氛与压力PartFour调整炉辊转速与直径控制带钢入炉温度与张力选择合适的退火工艺参数优化炉内气氛与压力控制PartFive实验设备与方法实验结果分析结果与讨论PartSix研究结论研究不足与展望THANKS

冷轧带钢卷取张力控制方法.pdf
本发明涉及一种冷轧带钢卷取张力控制方法,所述方法具体如下:步骤1:根据带钢的屈服强度、最大静摩擦系数、横截面积、卷取机能力和状态确定硬芯张力倍数;步骤2:根据卷筒直径和钢卷外径,确定设定张力起始点的规定卷径;步骤3:根据所述硬芯张力倍数及设定张力起始点规定卷径控制卷取张力。该方案在针对产品品种规格和表面变化大、或者卷取机设备劣化时,快速给出较佳的单位穿带张力值方法,避免了发生心形卷、塌卷、或松卷的问题。
热镀锌退火炉带钢入锅温度控制方法.pdf
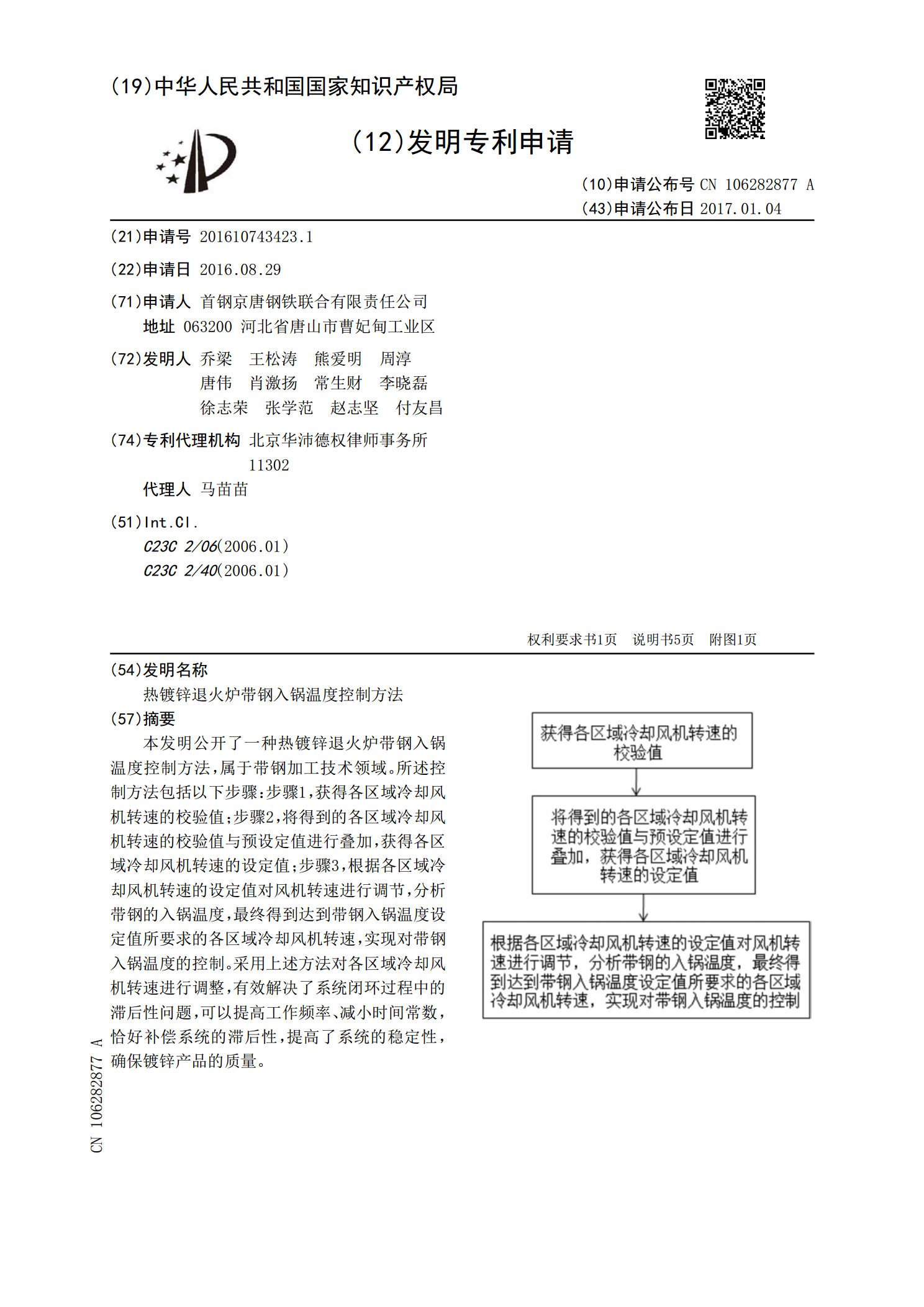
本发明公开了一种热镀锌退火炉带钢入锅温度控制方法,属于带钢加工技术领域。所述控制方法包括以下步骤:步骤1,获得各区域冷却风机转速的校验值;步骤2,将得到的各区域冷却风机转速的校验值与预设定值进行叠加,获得各区域冷却风机转速的设定值;步骤3,根据各区域冷却风机转速的设定值对风机转速进行调节,分析带钢的入锅温度,最终得到达到带钢入锅温度设定值所要求的各区域冷却风机转速,实现对带钢入锅温度的控制。采用上述方法对各区域冷却风机转速进行调整,有效解决了系统闭环过程中的滞后性问题,可以提高工作频率、减小时间常数,恰好
带钢立式退火炉的炉膛压力控制系统及控制方法.pdf
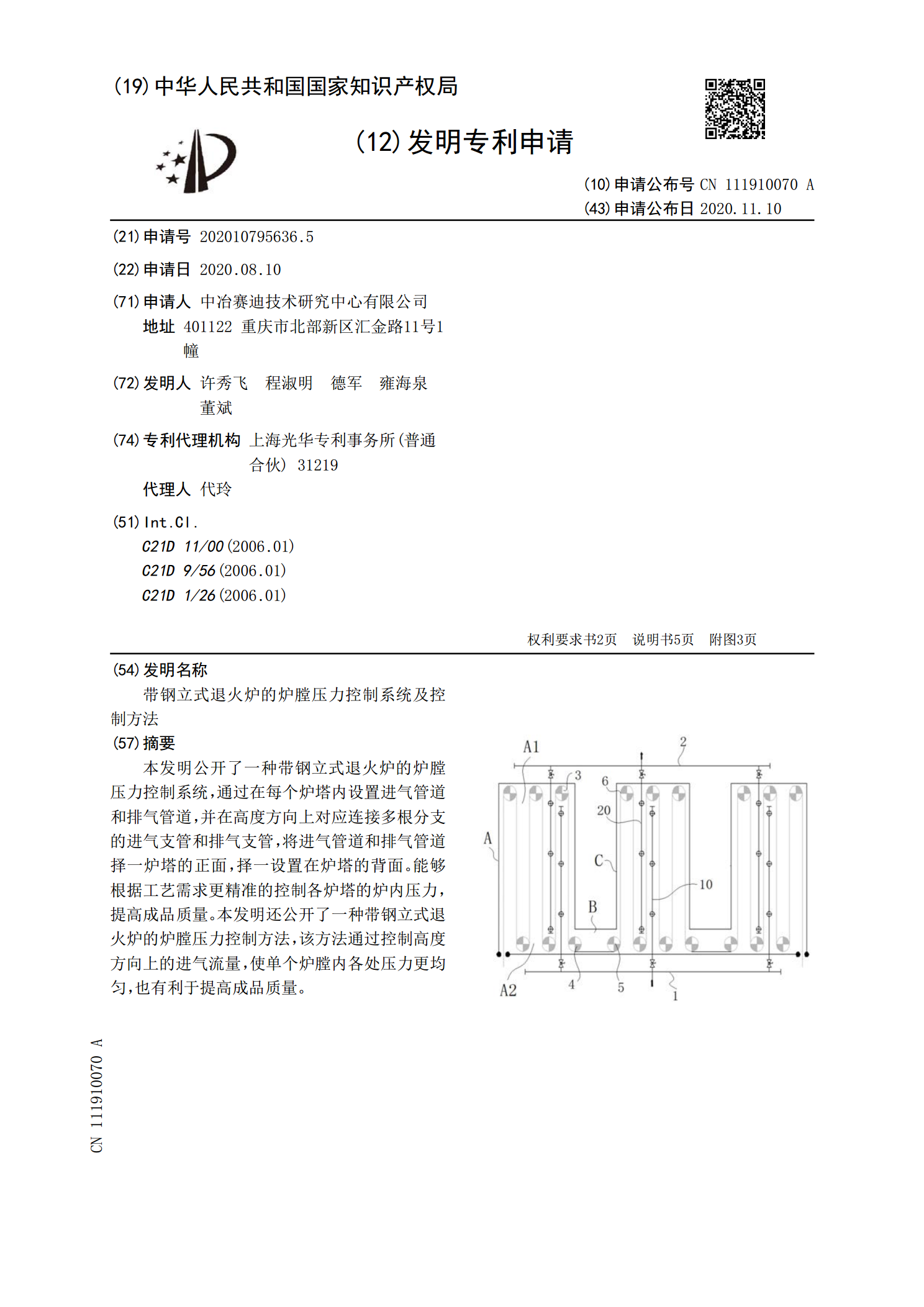
本发明公开了一种带钢立式退火炉的炉膛压力控制系统,通过在每个炉塔内设置进气管道和排气管道,并在高度方向上对应连接多根分支的进气支管和排气支管,将进气管道和排气管道择一炉塔的正面,择一设置在炉塔的背面。能够根据工艺需求更精准的控制各炉塔的炉内压力,提高成品质量。本发明还公开了一种带钢立式退火炉的炉膛压力控制方法,该方法通过控制高度方向上的进气流量,使单个炉膛内各处压力更均匀,也有利于提高成品质量。