
一种适用于高炉风口的表面多元合金共渗工艺.pdf

森林****来了


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于高炉风口的表面多元合金共渗工艺.pdf
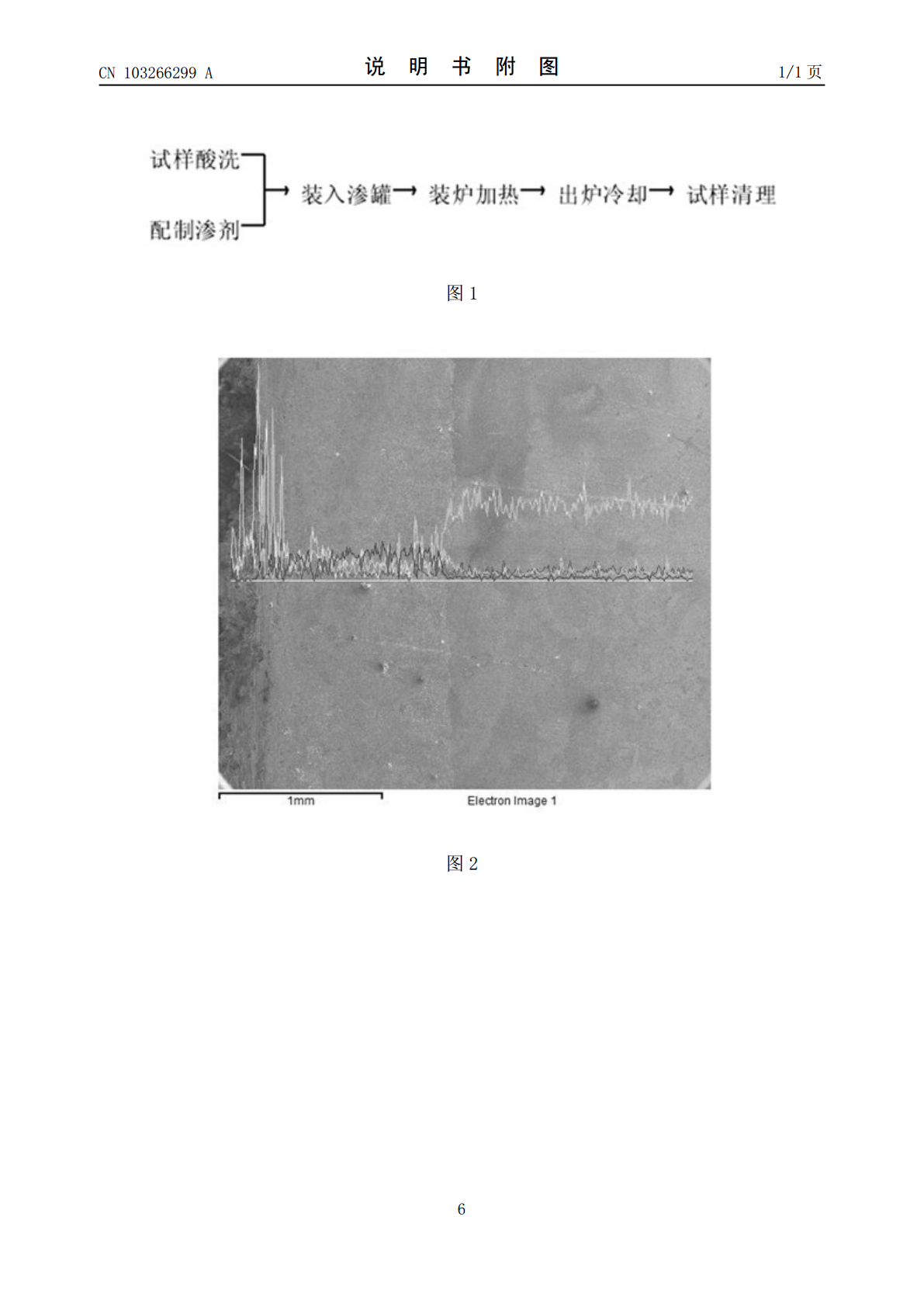
一种适用于高炉风口的表面多元合金共渗工艺,属于多元合金共渗技术领域,共渗剂按重量配比为100目的Al粉为25~30%、100目的Cr-Fe粉为22~26%、100目的Mo-Fe粉为12~16%、100目的Fe粉为3~6%、Al2O3粉为22~26%、NH4C1化学纯为1.5~2.5%、氯化稀土粉为1.5~3%;1)按多元合金共渗剂配方配制共渗剂,将物料混合好后,在球磨机中研磨60~90min,使其完全混合均匀后装入渗罐;2)将高炉风口套表面除油、除锈、打磨光洁并用丙酮清洗干燥后埋入渗罐内的渗剂中部,用水玻

一种适用于纯铜高炉风口套的表面铸渗工艺.pdf
一种适用于纯铜高炉风口套的表面铸渗工艺,其特征在于所述铸渗工艺包括以下步骤:(1)按下述重量配比配制原料:铜基自熔性合金粉末100~300目60~80%、Al2O3粉末100~300目15~40%、水玻璃1~3%,剩余为水;(2)将原料充分混合,涂覆在铸型型腔内的待渗表面,在150~220℃的温度下烘干,保温时间为2~3小时,然后将熔炼好的铜溶液浇入型腔,浇注温度为1150~1250℃。本发明由于是采用工件成形与表面改性一次成型的方法,不需要专门的设备,同其他表面改性方法相比具有生产周期短,工艺简单,成本
一种钢材表面多元合金共渗防腐层的共渗工艺.pdf
本发明涉及金属防腐技术领域,具体涉及一种钢材表面多元合金共渗防腐层的共渗工艺,所述共渗工艺,包括以下步骤:(1)钢材表面预处理;(2)将共渗剂在200~250℃下预热20~60min后与助渗剂混合,形成共渗混合物;接着将钢板与所述共渗混合物一起加入至共渗炉中;(3)将共渗炉抽真空,接着加热至600~900℃下保温5~7h,接着以5~10℃/min的速率冷却至200~300℃,保温20~60min,再冷却至室温,取出钢材,通过本发明的共渗工艺能够在钢材表面形成硬度高、耐腐蚀性能好的耐腐蚀合金共渗层,提高钢材

多元共渗及其在高炉风口上的应用.docx
多元共渗及其在高炉风口上的应用多元共渗及其在高炉风口上的应用一、引言高炉是炼铁的重要设备,对于应对日益增长的钢铁需求具有重要意义。高炉的性能直接关系到钢铁生产的质量和效率。而高炉风口作为高炉的重要零部件之一,其稳定性和耐火性能对高炉的操作效率和生产质量具有重要影响。多元共渗技术是一种常用的改善高炉风口性能的方法,在高炉风口上具有广泛的应用和研究。二、多元共渗技术的原理和特点多元共渗技术是指在高炉风口中采用多种材料进行渗透、增韧和强化处理,从而提高其耐火性能和使用寿命。多元共渗技术主要包括两个步骤:共渗过程
一种多元合金共渗锌工艺.pdf
一种多元合金共渗锌工艺,包括以下步骤:将合金钢槽进行表面除油除锈处理;将处理后的合金钢槽涂覆上锌粉、铝粉、镁粉;锌粉的重量为合金钢槽重量的1‑2%,铝粉为重量为合金钢槽重量的0.5‑1%,铝粉为重量为合金钢槽重量的0.3‑0.5%,将涂覆上锌粉和铝粉的合金钢槽放在渗锌炉中进行渗锌处理,渗锌时间为1‑2小时;将渗锌后的合金钢槽放入电镀槽中,进行电镀处理;电镀时间为0.5‑1小时;将电镀后的合金钢槽放入清洗槽中清洗,得到一种多元合金共渗锌钢槽。本发明工艺简单,使用方便,产品性能优异。