
一种钢材表面多元合金共渗防腐层的共渗工艺.pdf

邻家****mk

1/7
2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢材表面多元合金共渗防腐层的共渗工艺.pdf
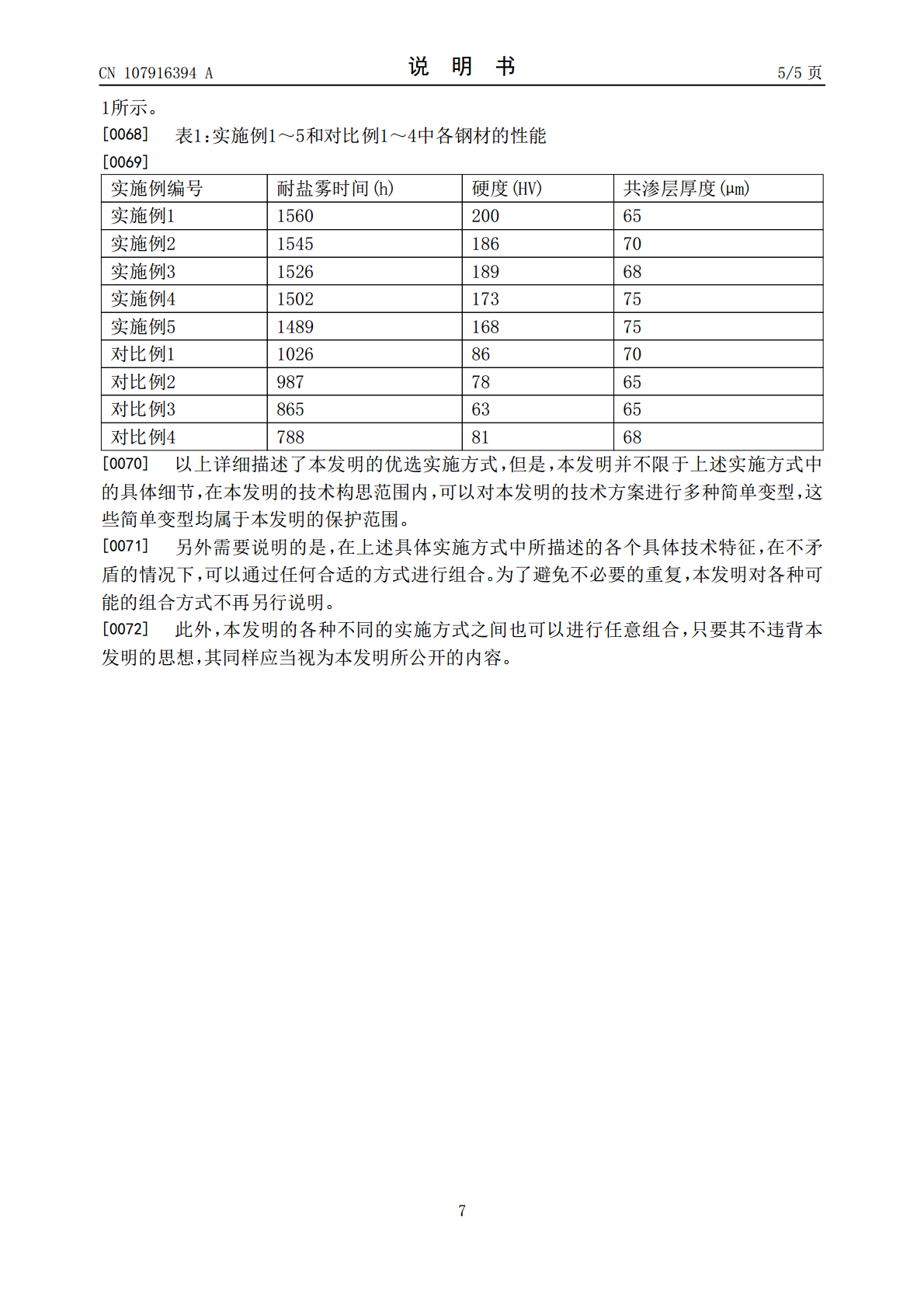
本发明涉及金属防腐技术领域,具体涉及一种钢材表面多元合金共渗防腐层的共渗工艺,所述共渗工艺,包括以下步骤:(1)钢材表面预处理;(2)将共渗剂在200~250℃下预热20~60min后与助渗剂混合,形成共渗混合物;接着将钢板与所述共渗混合物一起加入至共渗炉中;(3)将共渗炉抽真空,接着加热至600~900℃下保温5~7h,接着以5~10℃/min的速率冷却至200~300℃,保温20~60min,再冷却至室温,取出钢材,通过本发明的共渗工艺能够在钢材表面形成硬度高、耐腐蚀性能好的耐腐蚀合金共渗层,提高钢材

多元合金共渗防腐工艺简介.doc
多元合金共渗防腐工艺简介一、多元合金共渗的防腐机理:多元合金共渗是在真空渗锌的基础上发展起来的一种钢铁制件最新的防腐处理工艺,是渗锌工艺的发展和创新。渗剂除锌粉、催渗剂、防粘接剂外,另加铝、镍、稀土金属等元素,在真空条件下进行一种复杂的物理化学反应,锌和其它金属元素渗入钢铁表层后,多元金属间互相反应及其与基体金属的冶金结合,形成多种合金共渗层,除具备真空渗锌优点外,其厚度、硬度、耐磨性、韧性、耐蚀性等均获得更大提高,是替代传统热镀锌、电镀锌的新工艺、新技术。二、多元合金共渗的特点:1、多元合金共渗的涂层特
一种多元合金共渗锌工艺.pdf
一种多元合金共渗锌工艺,包括以下步骤:将合金钢槽进行表面除油除锈处理;将处理后的合金钢槽涂覆上锌粉、铝粉、镁粉;锌粉的重量为合金钢槽重量的1‑2%,铝粉为重量为合金钢槽重量的0.5‑1%,铝粉为重量为合金钢槽重量的0.3‑0.5%,将涂覆上锌粉和铝粉的合金钢槽放在渗锌炉中进行渗锌处理,渗锌时间为1‑2小时;将渗锌后的合金钢槽放入电镀槽中,进行电镀处理;电镀时间为0.5‑1小时;将电镀后的合金钢槽放入清洗槽中清洗,得到一种多元合金共渗锌钢槽。本发明工艺简单,使用方便,产品性能优异。
一种多元合金共渗剂及其制备共渗层的方法.pdf
本发明涉及一种针对铁路道轨扣件、螺栓、弹条、混凝土预埋件等普通钢铁零件表面防腐而设计的多元合金共渗剂及其制备共渗层的方法。多元合金共渗剂由锌粉、铝粉、氧化铝粉、氢氧化镧粉和氯化铵组成。制备共渗层的工艺路线:工件预处理→工件装炉、加入共渗剂→转炉加热保温进行共渗→到温冷却工件出炉。在确定的工艺规范下热渗,从而在工件表面形成一定厚度的结构致密的耐蚀耐磨的多元合金共渗层。本发明工艺简单、易于实施。常规工艺操作获得的锌-铝-铁-镧多元合金共渗层厚度约100μm,硬度可达240-320HV,盐雾腐蚀达680小时。
钛合金表面硼铝共渗剂及其共渗工艺.pdf
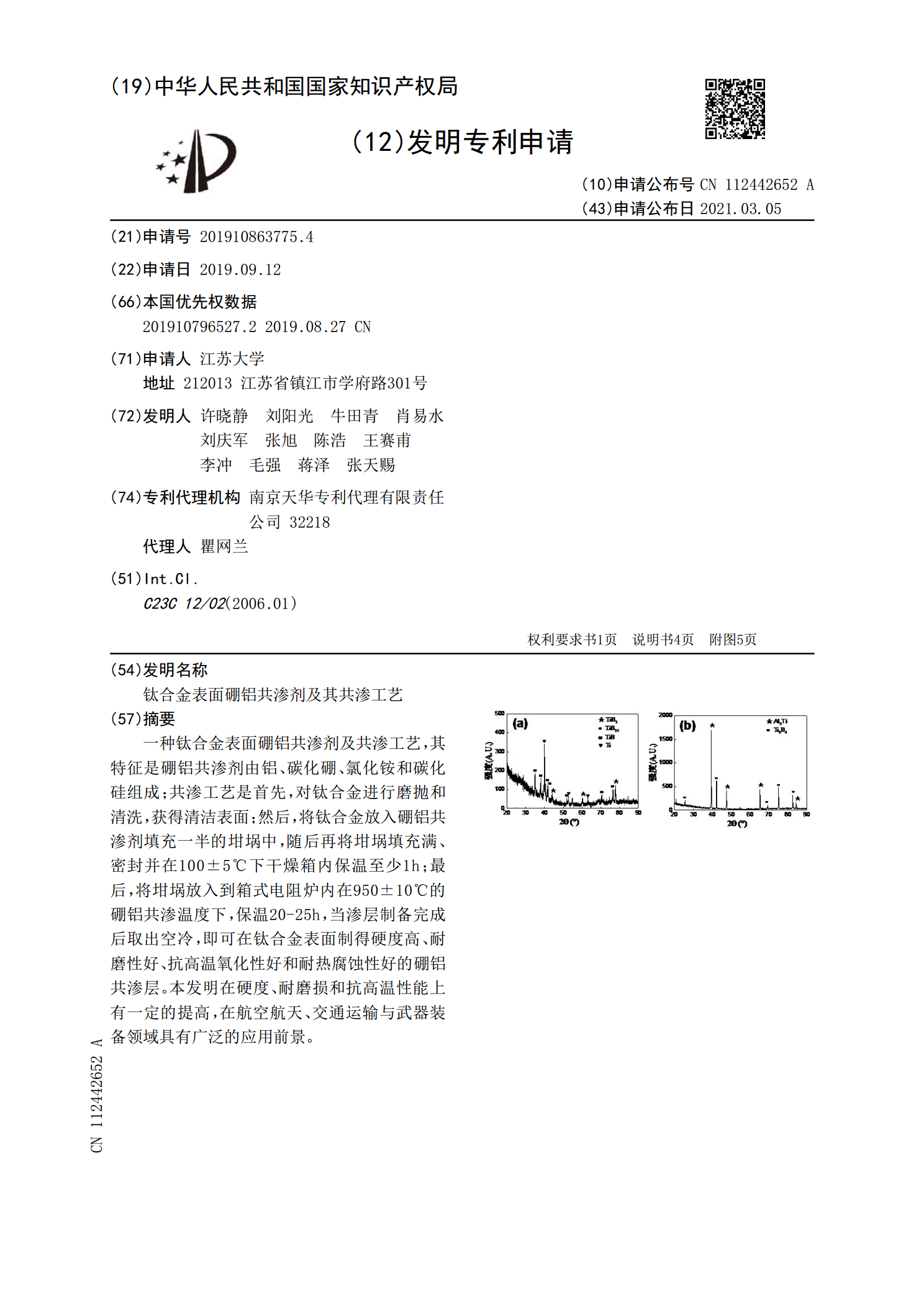
一种钛合金表面硼铝共渗剂及共渗工艺,其特征是硼铝共渗剂由铝、碳化硼、氯化铵和碳化硅组成;共渗工艺是首先,对钛合金进行磨抛和清洗,获得清洁表面;然后,将钛合金放入硼铝共渗剂填充一半的坩埚中,随后再将坩埚填充满、密封并在100±5℃下干燥箱内保温至少1h;最后,将坩埚放入到箱式电阻炉内在950±10℃的硼铝共渗温度下,保温20‑25h,当渗层制备完成后取出空冷,即可在钛合金表面制得硬度高、耐磨性好、抗高温氧化性好和耐热腐蚀性好的硼铝共渗层。本发明在硬度、耐磨损和抗高温性能上有一定的提高,在航空航天、交通运输与