
用于铝锭连续铸造生产线的铝液自动分配装置.pdf

森林****io

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于铝锭连续铸造生产线的铝液自动分配装置.pdf
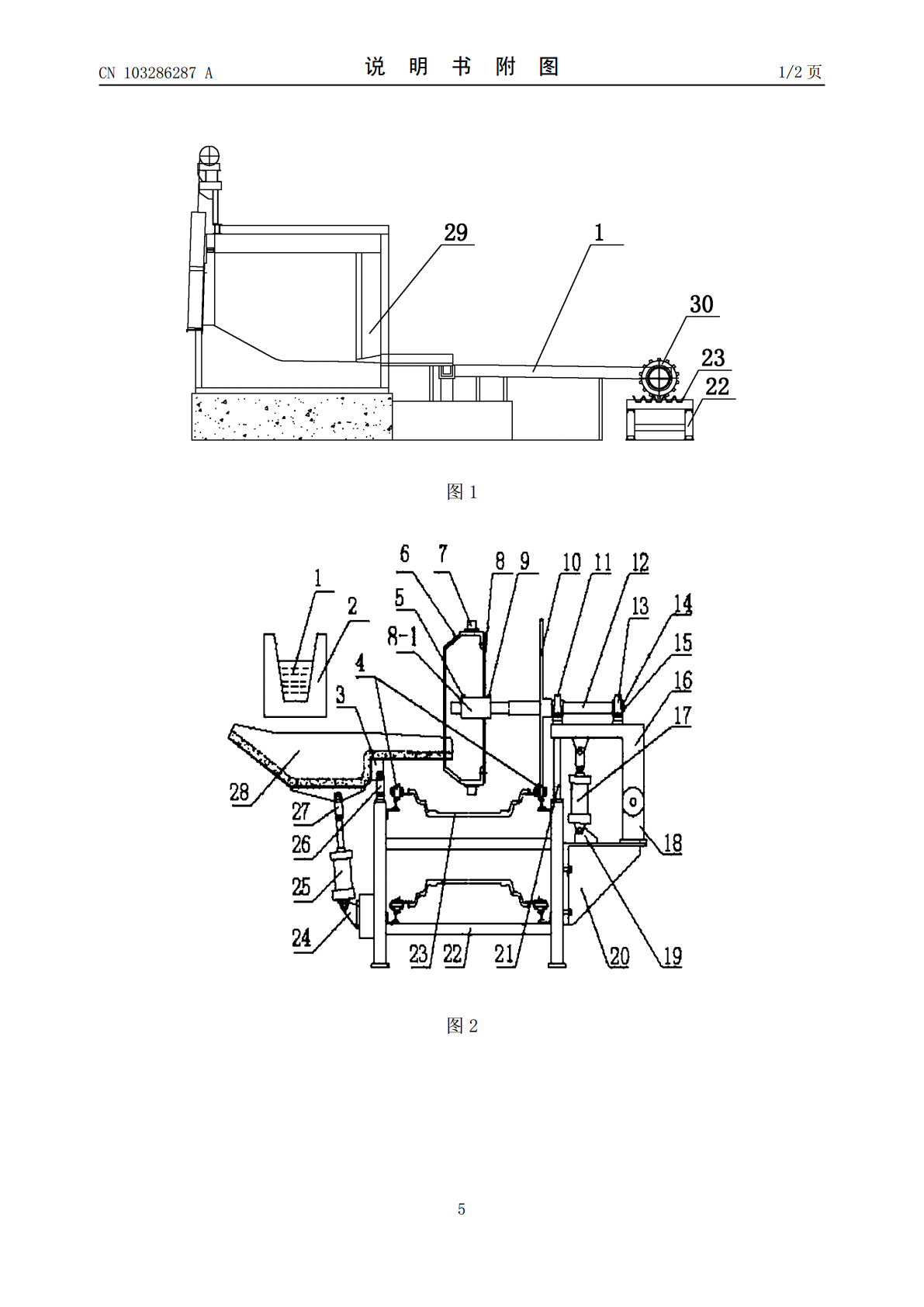
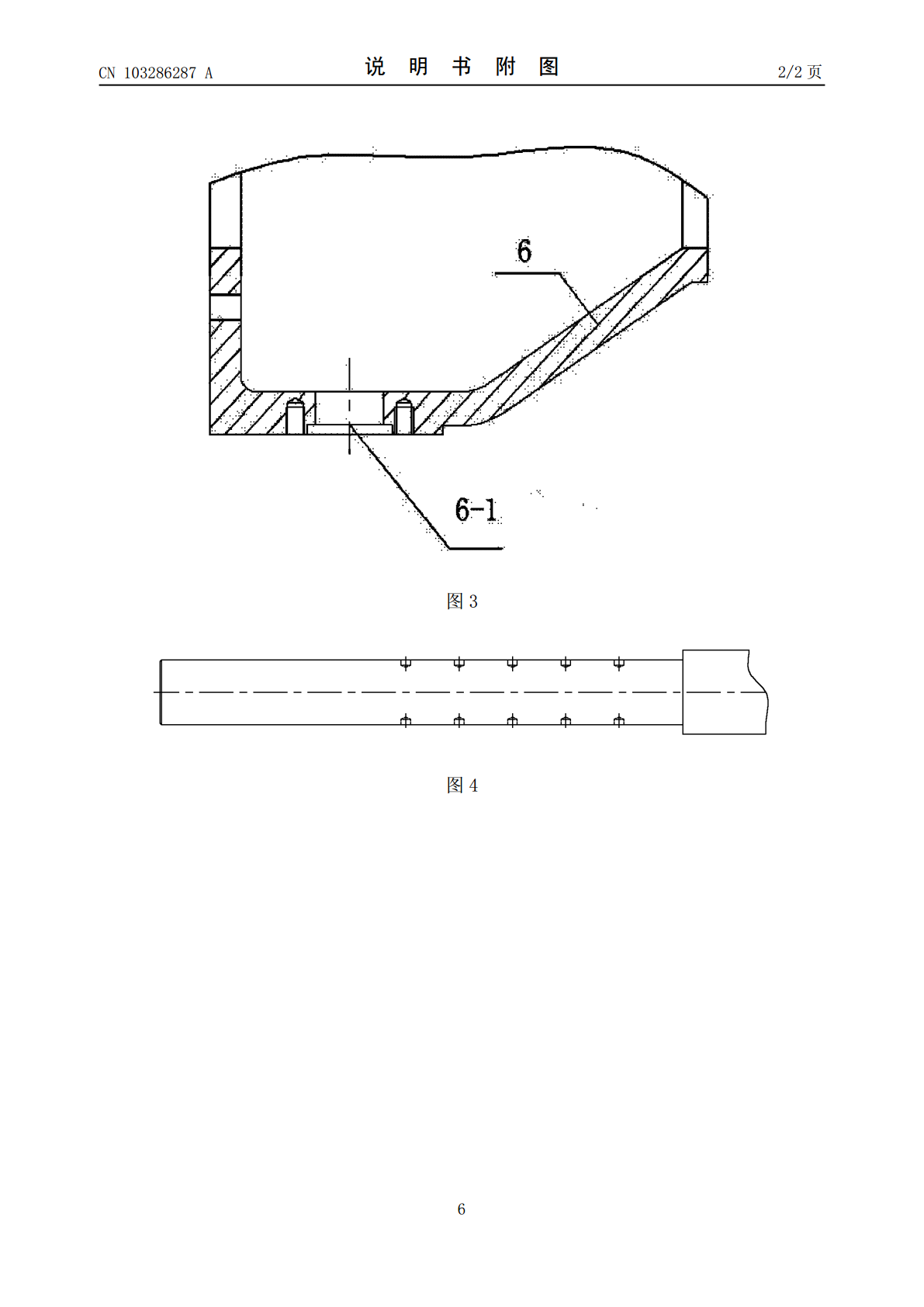
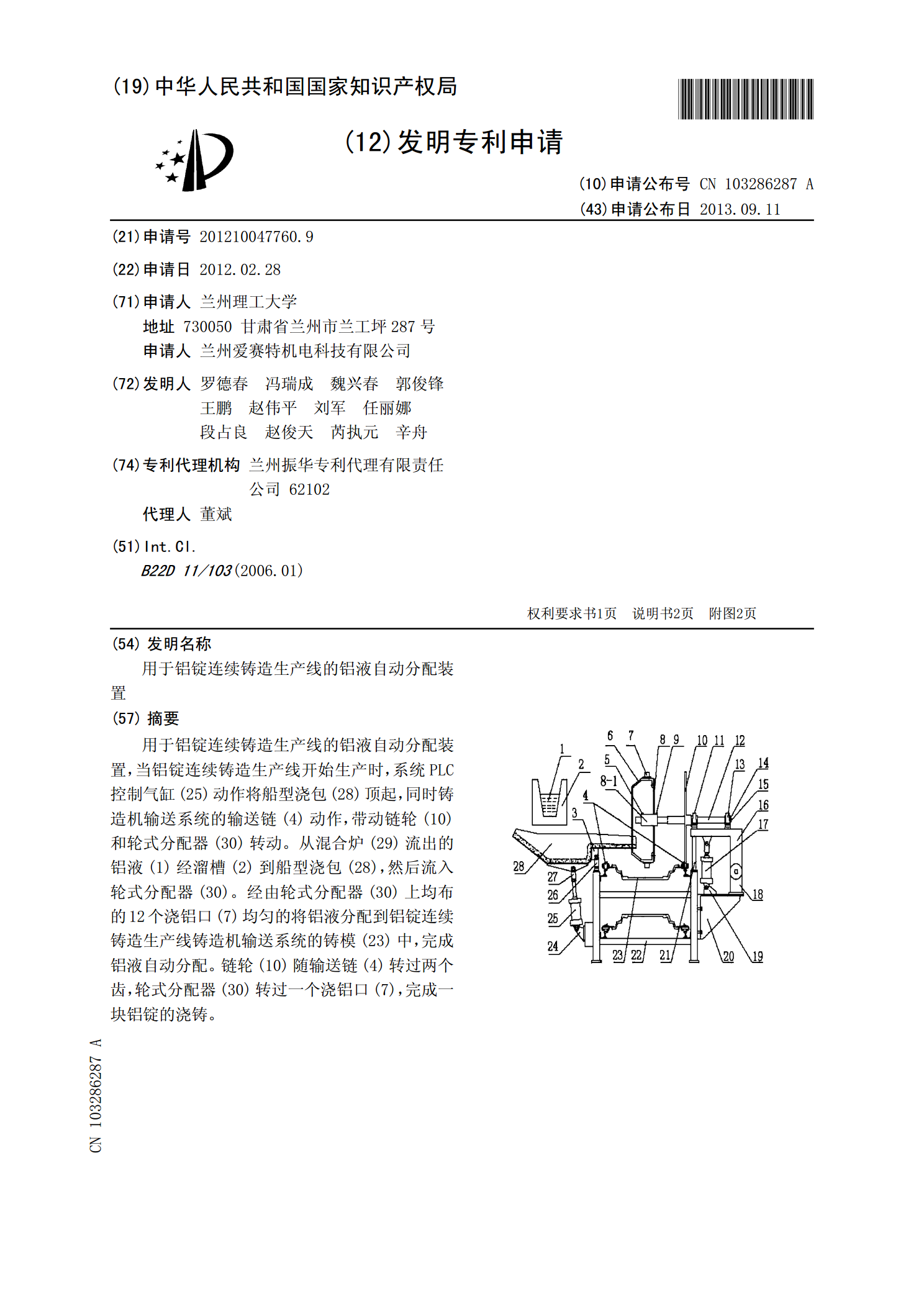
用于铝锭连续铸造生产线的铝液自动分配装置,当铝锭连续铸造生产线开始生产时,系统PLC控制气缸(25)动作将船型浇包(28)顶起,同时铸造机输送系统的输送链(4)动作,带动链轮(10)和轮式分配器(30)转动。从混合炉(29)流出的铝液(1)经溜槽(2)到船型浇包(28),然后流入轮式分配器(30)。经由轮式分配器(30)上均布的12个浇铝口(7)均匀的将铝液分配到铝锭连续铸造生产线铸造机输送系统的铸模(23)中,完成铝液自动分配。链轮(10)随输送链(4)转过两个齿,轮式分配器(30)转过一个浇铝口(7)
用于铝锭连续铸造生产线的打渣装置.pdf
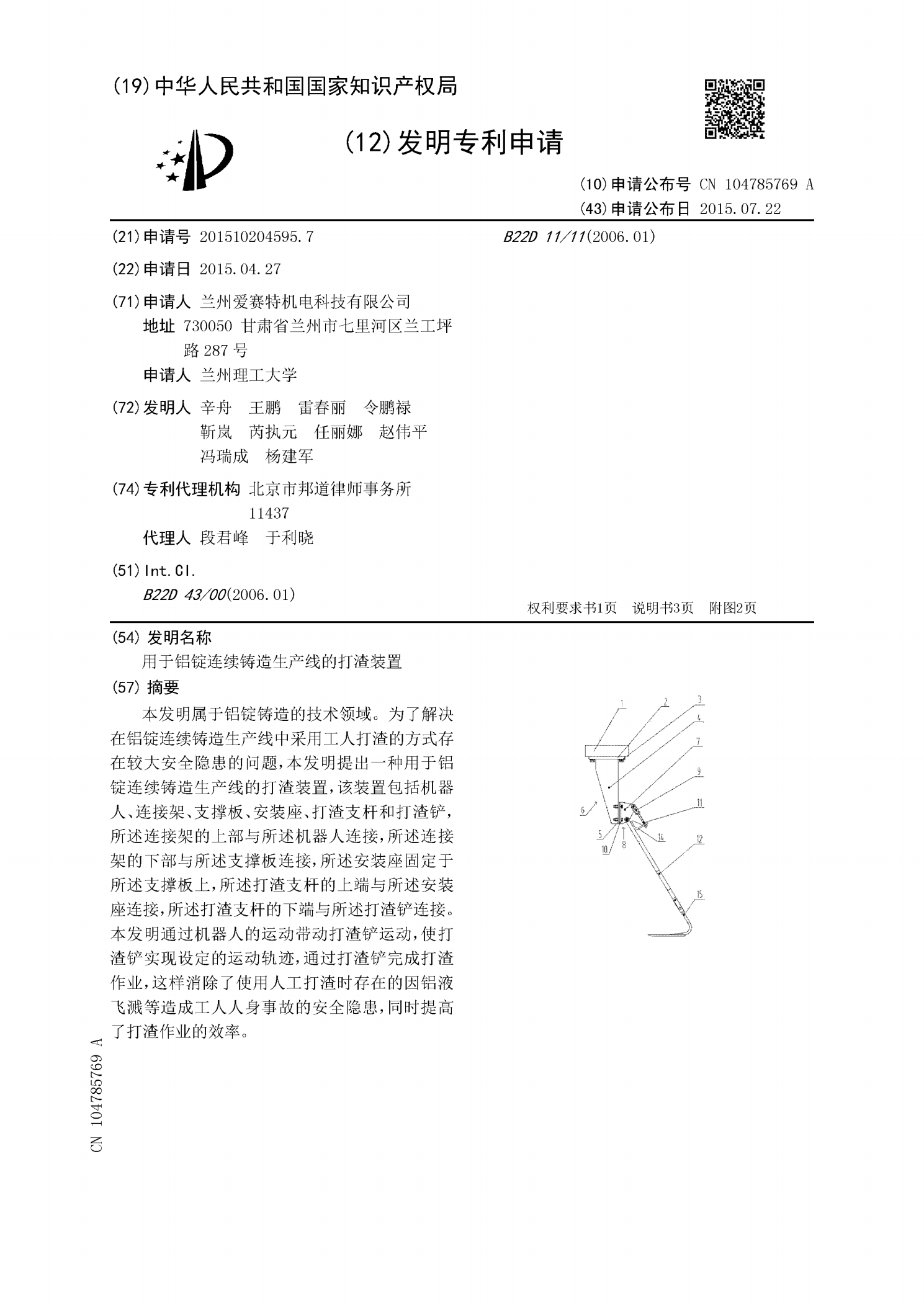
本发明属于铝锭铸造的技术领域。为了解决在铝锭连续铸造生产线中采用工人打渣的方式存在较大安全隐患的问题,本发明提出一种用于铝锭连续铸造生产线的打渣装置,该装置包括机器人、连接架、支撑板、安装座、打渣支杆和打渣铲,所述连接架的上部与所述机器人连接,所述连接架的下部与所述支撑板连接,所述安装座固定于所述支撑板上,所述打渣支杆的上端与所述安装座连接,所述打渣支杆的下端与所述打渣铲连接。本发明通过机器人的运动带动打渣铲运动,使打渣铲实现设定的运动轨迹,通过打渣铲完成打渣作业,这样消除了使用人工打渣时存在的因铝液飞溅
一种铝锭连续铸造铝液导流槽.pdf
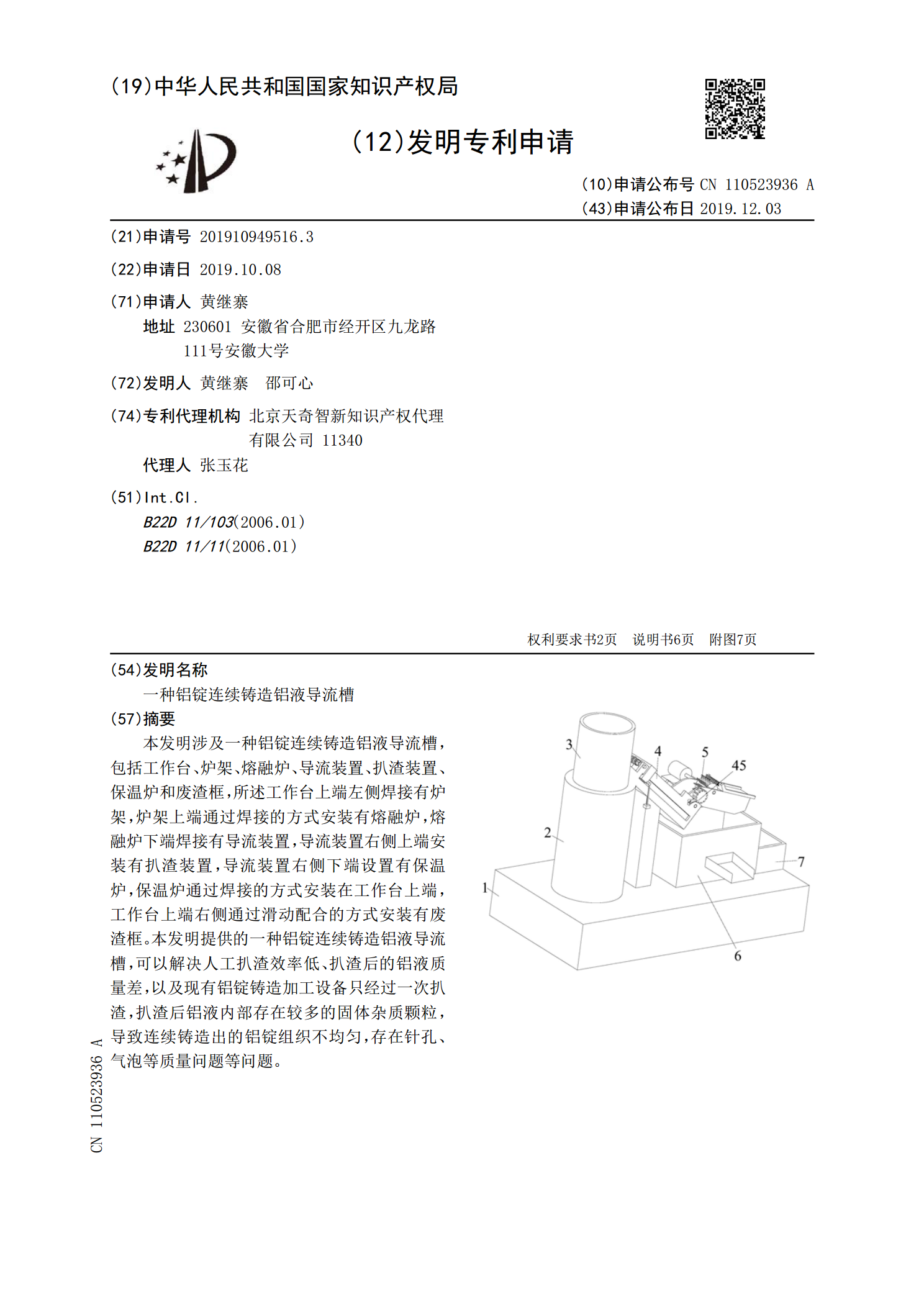
本发明涉及一种铝锭连续铸造铝液导流槽,包括工作台、炉架、熔融炉、导流装置、扒渣装置、保温炉和废渣框,所述工作台上端左侧焊接有炉架,炉架上端通过焊接的方式安装有熔融炉,熔融炉下端焊接有导流装置,导流装置右侧上端安装有扒渣装置,导流装置右侧下端设置有保温炉,保温炉通过焊接的方式安装在工作台上端,工作台上端右侧通过滑动配合的方式安装有废渣框。本发明提供的一种铝锭连续铸造铝液导流槽,可以解决人工扒渣效率低、扒渣后的铝液质量差,以及现有铝锭铸造加工设备只经过一次扒渣,扒渣后铝液内部存在较多的固体杂质颗粒,导致连续铸

用于铝锭连续铸造生产线的多功能链装置.pdf
用于铝锭连续铸造生产线的多功能链装置,在一个铝锭连续铸造生产线上安装两条多功能链装置(1)和一套铸模(2),多功能链装置(1)的承重滚轮(10)在铸造机机架(3)的轨道上滚动,铸模(2)的两端与座板(5)连接,铸模(2)的两端通过螺栓组与座板(5)连接。铸造机输送链系统的重力由承重滚轮(10)传递到铸造机机架(3)上面。铸造机传动系统的链轮依次与滚子(22)和滚子(38)接触传递动力,带动铸模(2)运动。
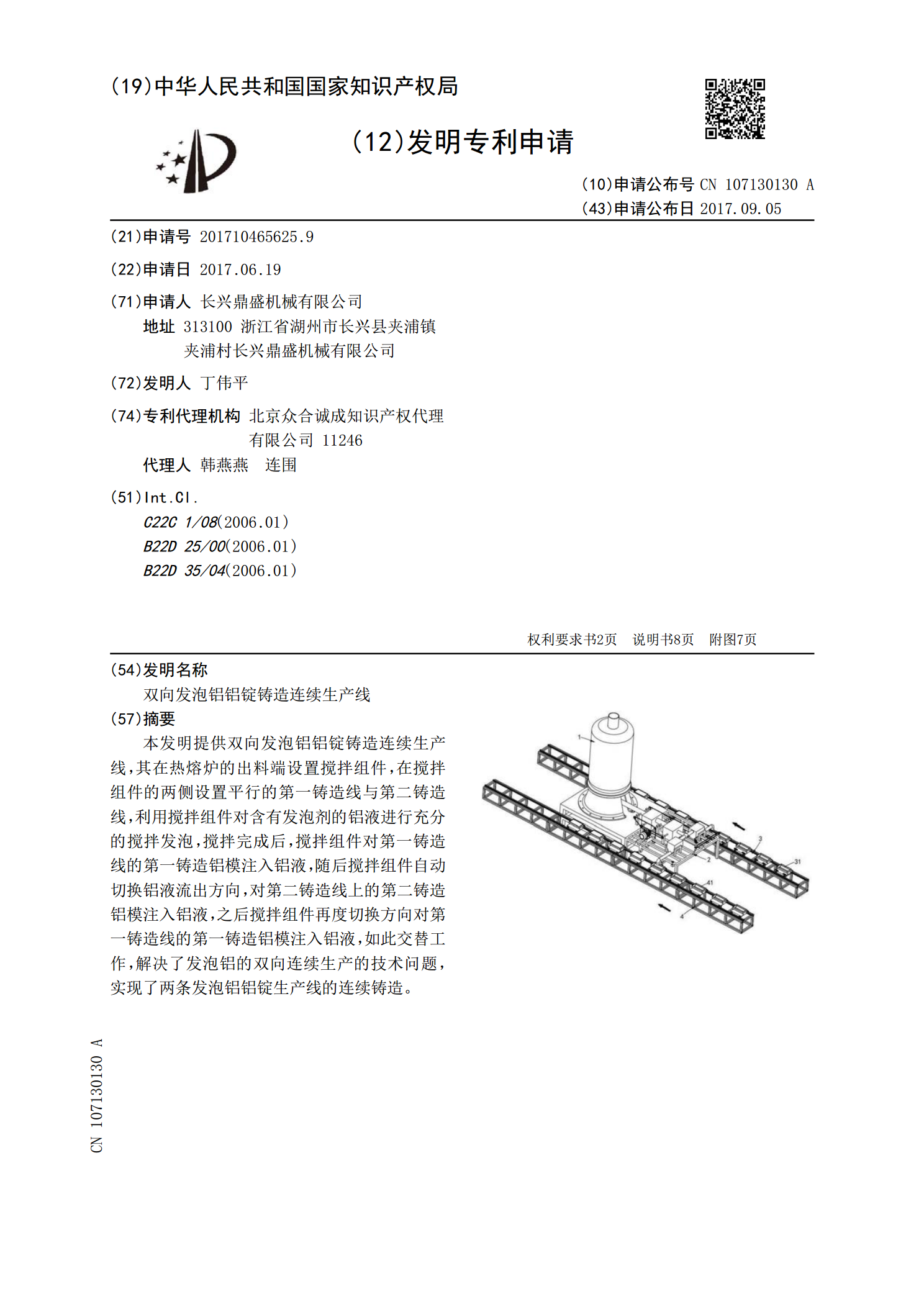
双向发泡铝铝锭铸造连续生产线.pdf
本发明提供双向发泡铝铝锭铸造连续生产线,其在热熔炉的出料端设置搅拌组件,在搅拌组件的两侧设置平行的第一铸造线与第二铸造线,利用搅拌组件对含有发泡剂的铝液进行充分的搅拌发泡,搅拌完成后,搅拌组件对第一铸造线的第一铸造铝模注入铝液,随后搅拌组件自动切换铝液流出方向,对第二铸造线上的第二铸造铝模注入铝液,之后搅拌组件再度切换方向对第一铸造线的第一铸造铝模注入铝液,如此交替工作,解决了发泡铝的双向连续生产的技术问题,实现了两条发泡铝铝锭生产线的连续铸造。