
辊压辊的制造方法.pdf

是你****松呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
辊压辊的制造方法.pdf
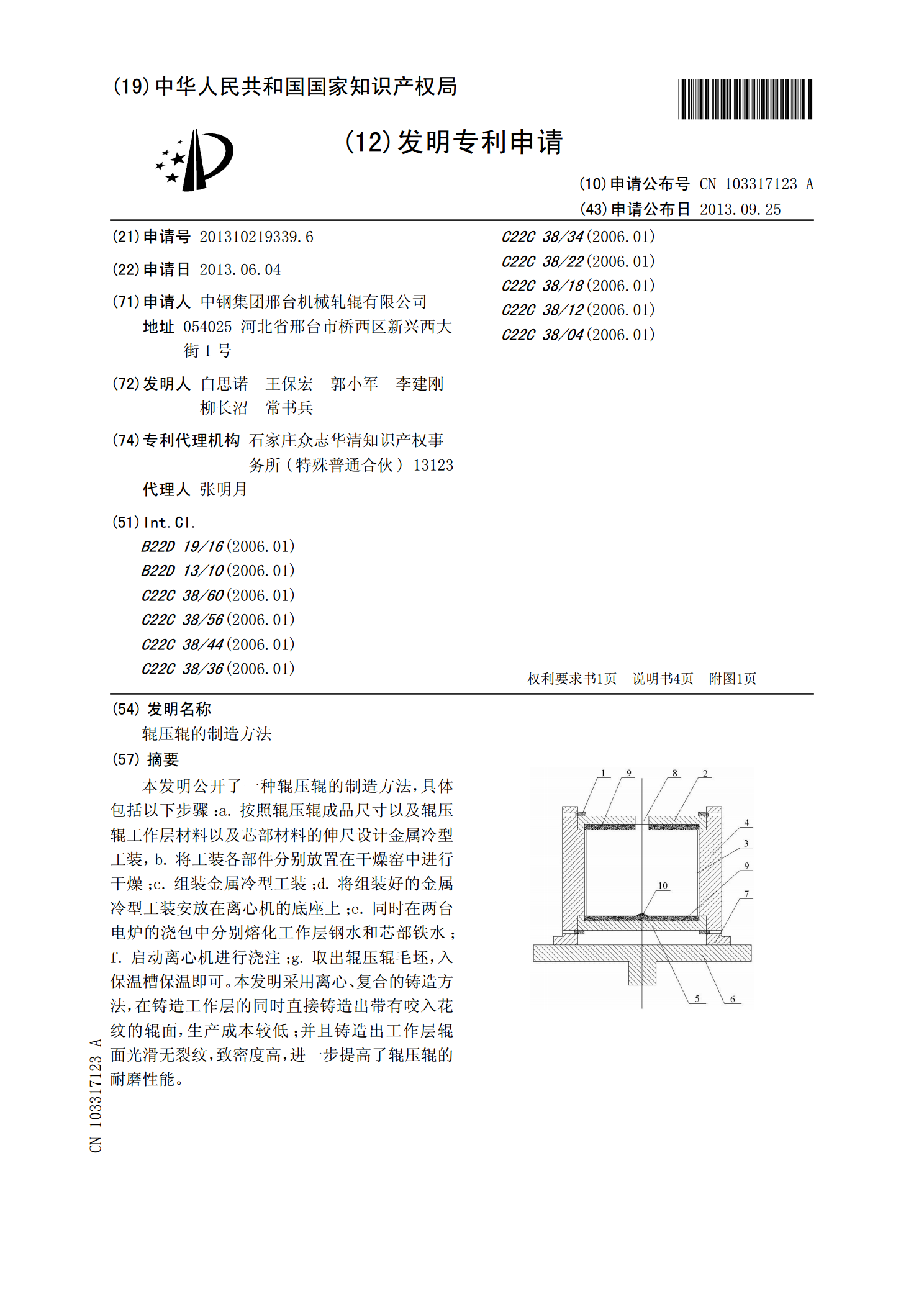
本发明公开了一种辊压辊的制造方法,具体包括以下步骤:a.按照辊压辊成品尺寸以及辊压辊工作层材料以及芯部材料的伸尺设计金属冷型工装,b.将工装各部件分别放置在干燥窑中进行干燥;c.组装金属冷型工装;d.将组装好的金属冷型工装安放在离心机的底座上;e.同时在两台电炉的浇包中分别熔化工作层钢水和芯部铁水;f.启动离心机进行浇注;g.取出辊压辊毛坯,入保温槽保温即可。本发明采用离心、复合的铸造方法,在铸造工作层的同时直接铸造出带有咬入花纹的辊面,生产成本较低;并且铸造出工作层辊面光滑无裂纹,致密度高,进一步提高了
辊压机和辊压机的辊压方法.pdf
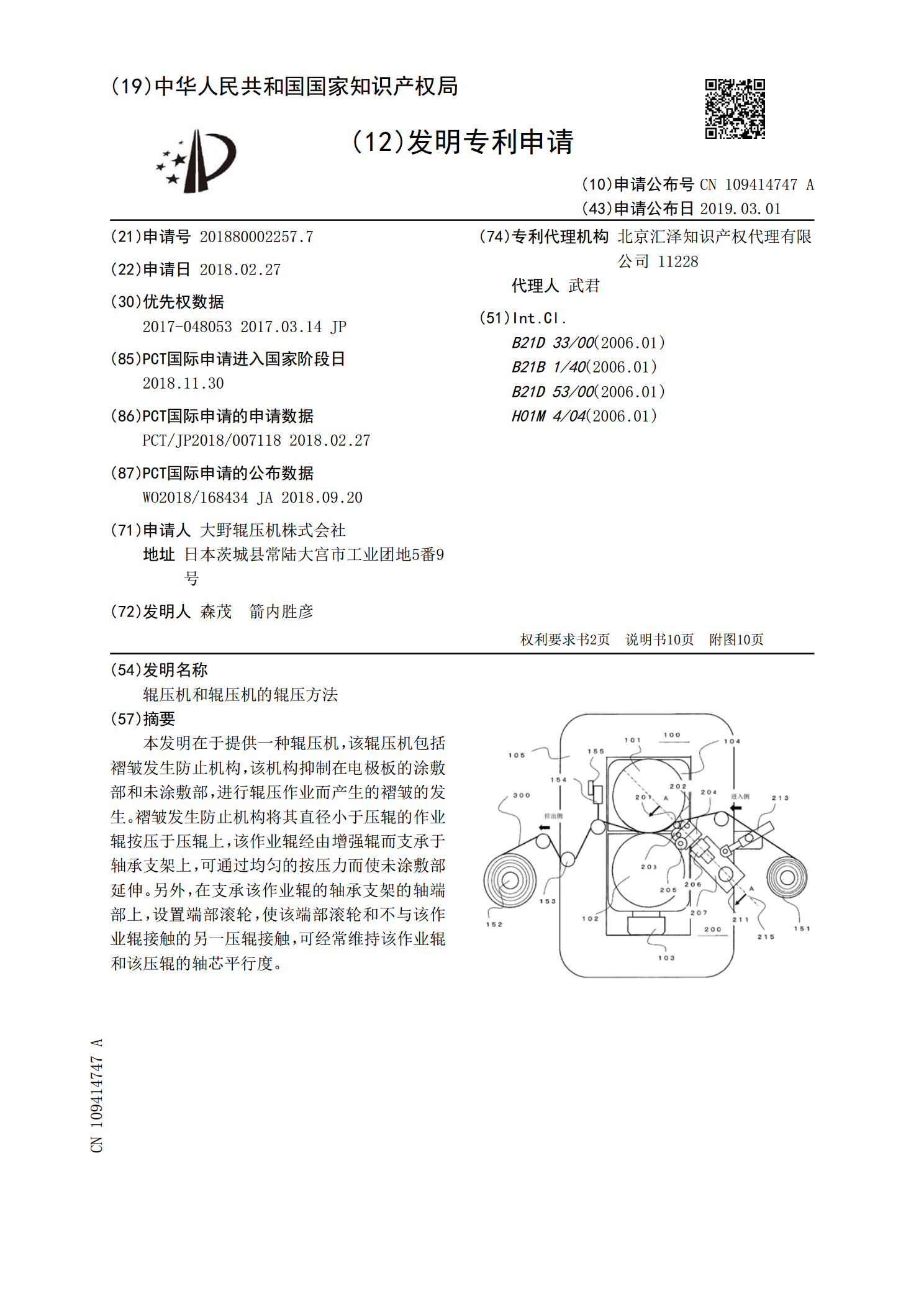
本发明在于提供一种辊压机,该辊压机包括褶皱发生防止机构,该机构抑制在电极板的涂敷部和未涂敷部,进行辊压作业而产生的褶皱的发生。褶皱发生防止机构将其直径小于压辊的作业辊按压于压辊上,该作业辊经由增强辊而支承于轴承支架上,可通过均匀的按压力而使未涂敷部延伸。另外,在支承该作业辊的轴承支架的轴端部上,设置端部滚轮,使该端部滚轮和不与该作业辊接触的另一压辊接触,可经常维持该作业辊和该压辊的轴芯平行度。

辊压装置及锂电池的制造方法.pdf
本发明涉及材料加工技术领域,提出了一种辊压装置及锂电池的制造方法,辊压装置包括:第一压辊,第一压辊包括多个凹槽和辊压部,凹槽沿第一压辊的周向方向延伸,多个凹槽沿第一压辊的轴向方向间隔设置,以在相邻两个凹槽之间形成辊压部;其中,第一压辊为一体结构。本发明的辊压装置通过在第一压辊上设置有用于与带材的留白区相对设置的凹槽,可以避免第一压辊压到带材的留白区,从而防止了带材在受辊压过程中出现断带的问题。
辊涂层辊及其制造方法.pdf
本发明涉及辊涂层及其制造方法,所述辊涂层包括纤维和由芳香族异氰酸酯制成的聚氨酯。该辊涂层在其制造过程中刚制备出来时具有改善的强度,因此涂层能够以简易、高效和廉价的方式制造。本发明还涉及纤维幅材机的辊,其中该辊的辊体上包含聚合物材料的涂层。
双辊连续辊压装置、锂电池及其正极片的制造方法.pdf
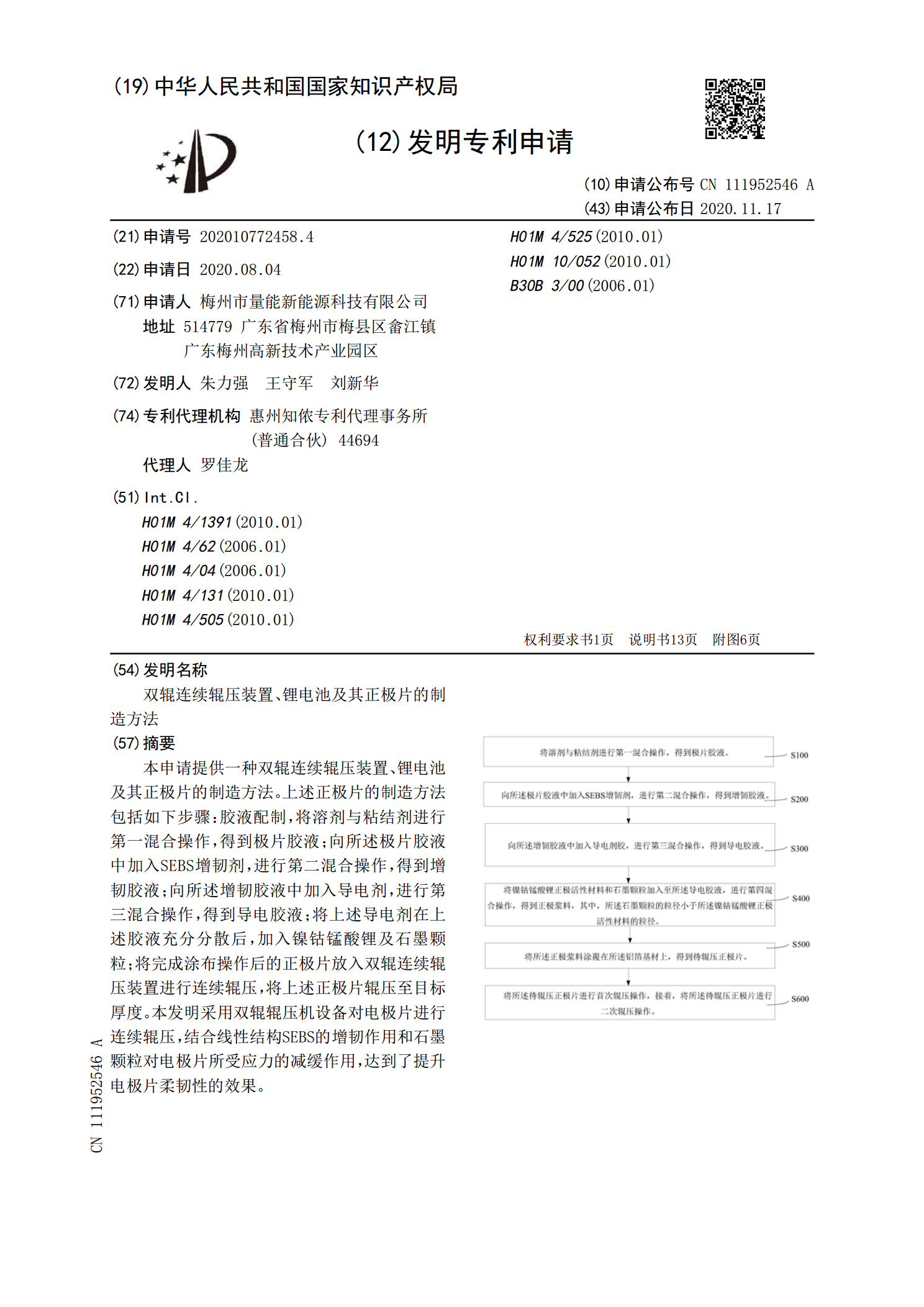
本申请提供一种双辊连续辊压装置、锂电池及其正极片的制造方法。上述正极片的制造方法包括如下步骤:胶液配制,将溶剂与粘结剂进行第一混合操作,得到极片胶液;向所述极片胶液中加入SEBS增韧剂,进行第二混合操作,得到增韧胶液;向所述增韧胶液中加入导电剂,进行第三混合操作,得到导电胶液;将上述导电剂在上述胶液充分分散后,加入镍钴锰酸锂及石墨颗粒;将完成涂布操作后的正极片放入双辊连续辊压装置进行连续辊压,将上述正极片辊压至目标厚度。本发明采用双辊辊压机设备对电极片进行连续辊压,结合线性结构SEBS的增韧作用和石墨颗粒