
超薄热强化玻璃的制造方法.pdf

靖烟****魔王

1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超薄热强化玻璃的制造方法.pdf
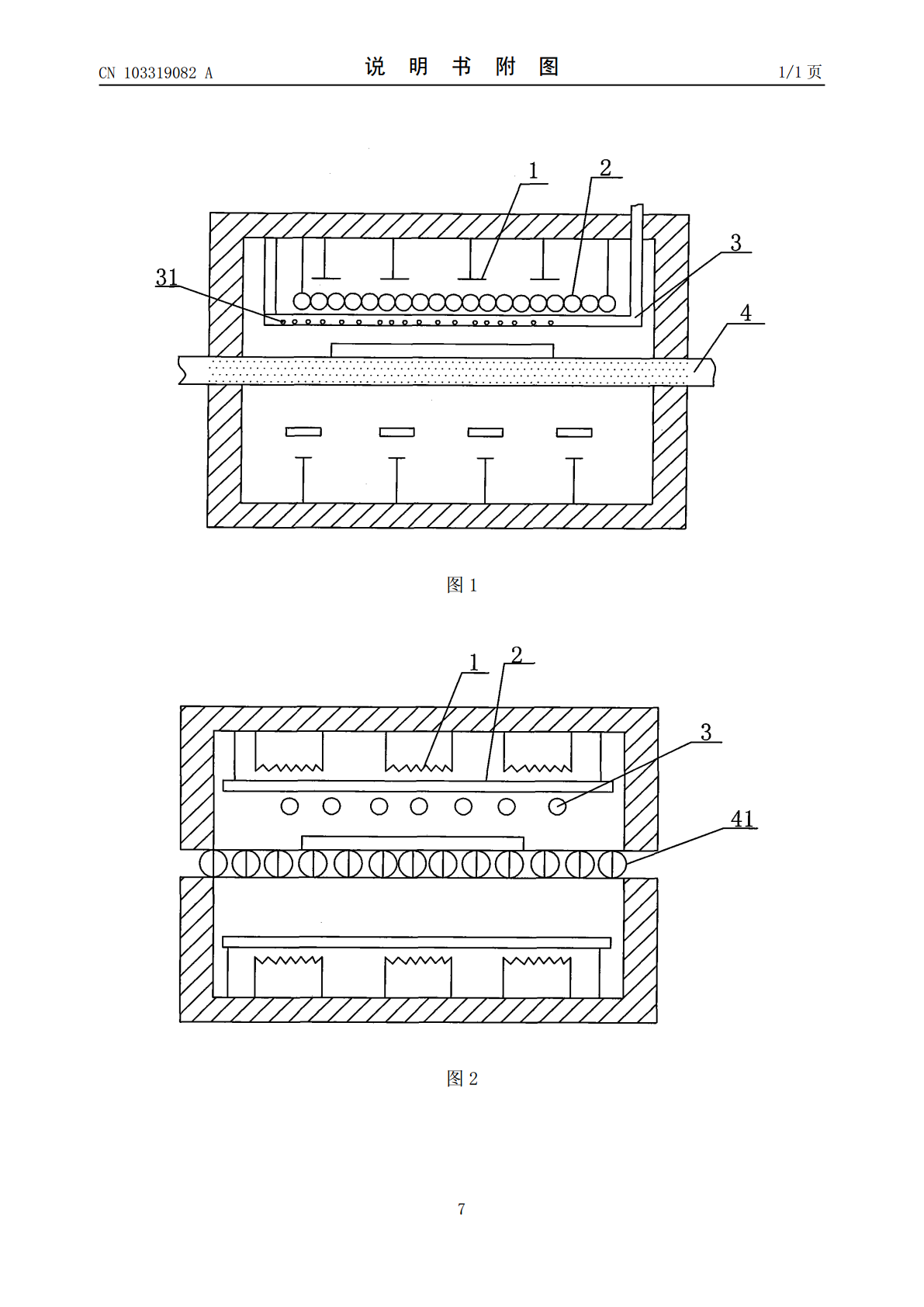
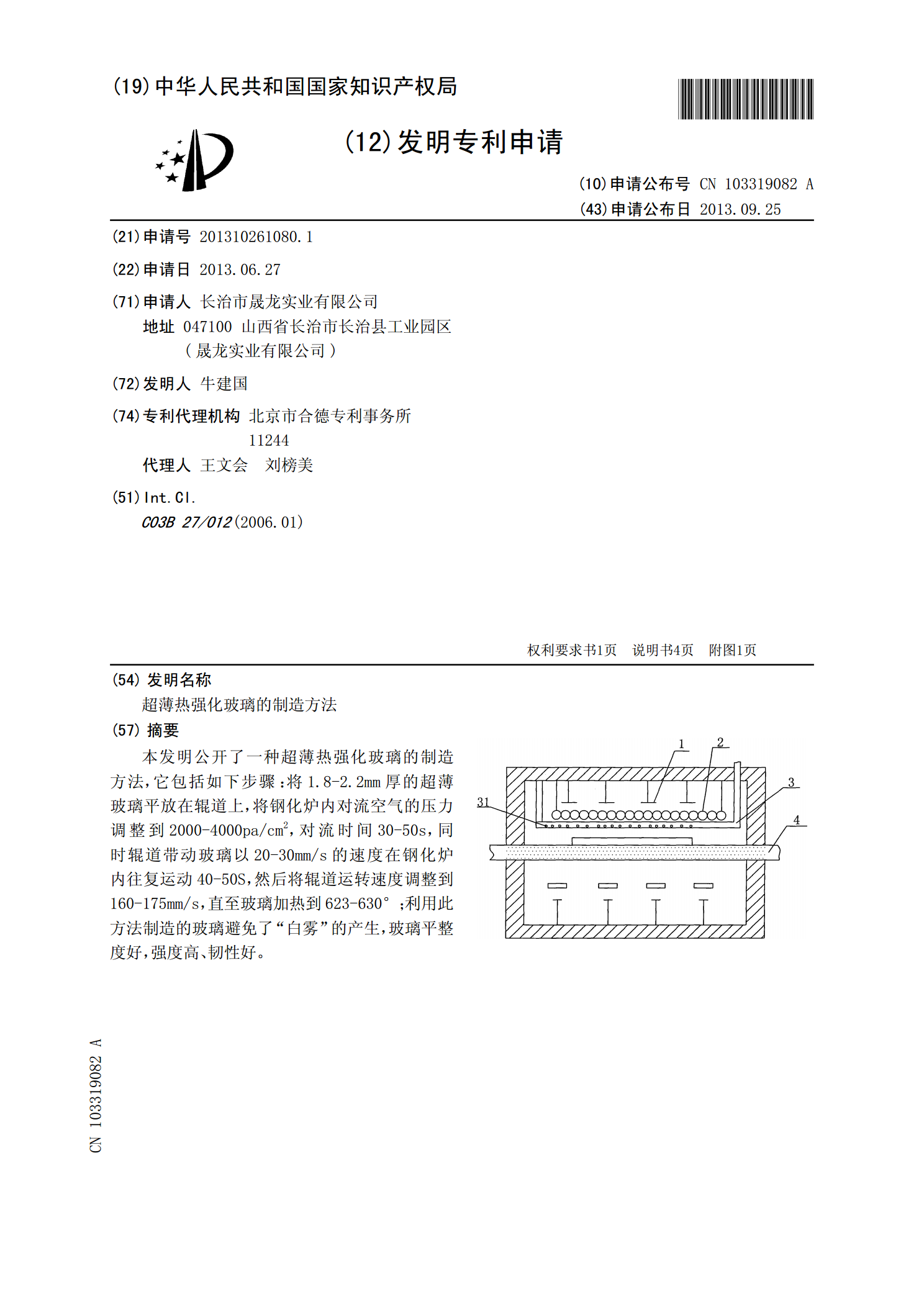
本发明公开了一种超薄热强化玻璃的制造方法,它包括如下步骤:将1.8-2.2mm厚的超薄玻璃平放在辊道上,将钢化炉内对流空气的压力调整到2000-4000pa/cm2,对流时间30-50s,同时辊道带动玻璃以20-30mm/s的速度在钢化炉内往复运动40-50S,然后将辊道运转速度调整到160-175mm/s,直至玻璃加热到623-630°;利用此方法制造的玻璃避免了“白雾”的产生,玻璃平整度好,强度高、韧性好。

单面蚀刻制造超薄玻璃的方法及超薄玻璃.pdf
本发明提供一种单面蚀刻制造超薄玻璃的方法,属于玻璃蚀刻技术领域。包括:1)在玻璃基板的一面,形成可实现玻璃图案的耐酸性保护层,并在耐酸性保护层上粘贴耐酸性薄膜Ⅰ,单面蚀刻,使玻璃基板减薄;2)将耐酸性薄膜Ⅰ从玻璃基板上剥离,并在另一面粘贴补偿性厚度的耐酸性薄膜Ⅱ;3)将玻璃基板进行单面蚀刻,只保留已形成图案的部分;4)将耐酸性保护层和耐酸性薄膜Ⅱ从玻璃基板上剥离,即可得到超薄玻璃。本发明可以降低光刻胶的成本;通过蚀刻液对玻璃基板进行减薄,并蚀刻成截面,实现对图案的形状进行高精度切割,无需修复加工;粘贴补偿
超薄柔性玻璃的制造设备及制造方法.pdf
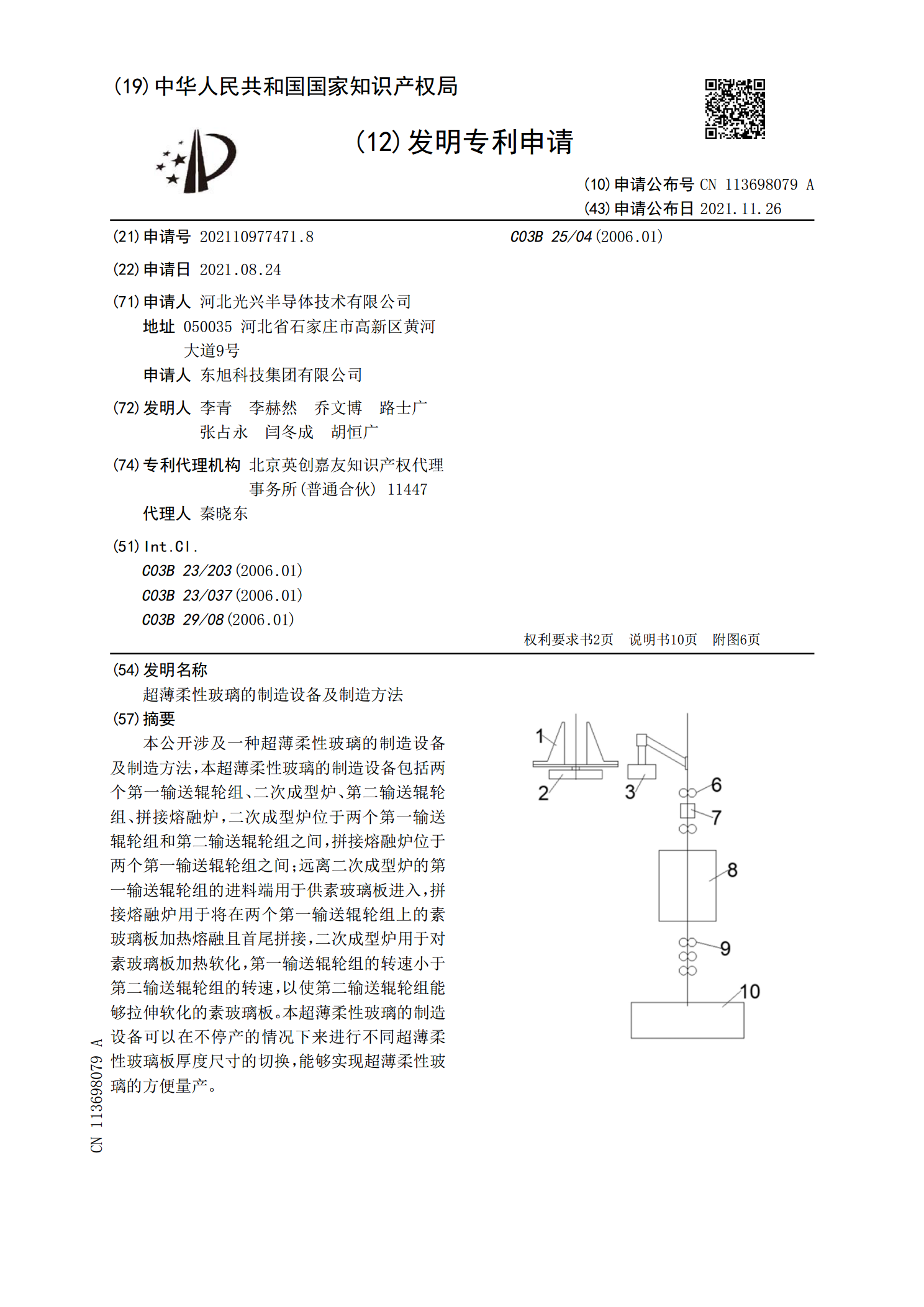
本公开涉及一种超薄柔性玻璃的制造设备及制造方法,本超薄柔性玻璃的制造设备包括两个第一输送辊轮组、二次成型炉、第二输送辊轮组、拼接熔融炉,二次成型炉位于两个第一输送辊轮组和第二输送辊轮组之间,拼接熔融炉位于两个第一输送辊轮组之间;远离二次成型炉的第一输送辊轮组的进料端用于供素玻璃板进入,拼接熔融炉用于将在两个第一输送辊轮组上的素玻璃板加热熔融且首尾拼接,二次成型炉用于对素玻璃板加热软化,第一输送辊轮组的转速小于第二输送辊轮组的转速,以使第二输送辊轮组能够拉伸软化的素玻璃板。本超薄柔性玻璃的制造设备可以在不停
一种超薄玻璃的强化方法.pdf
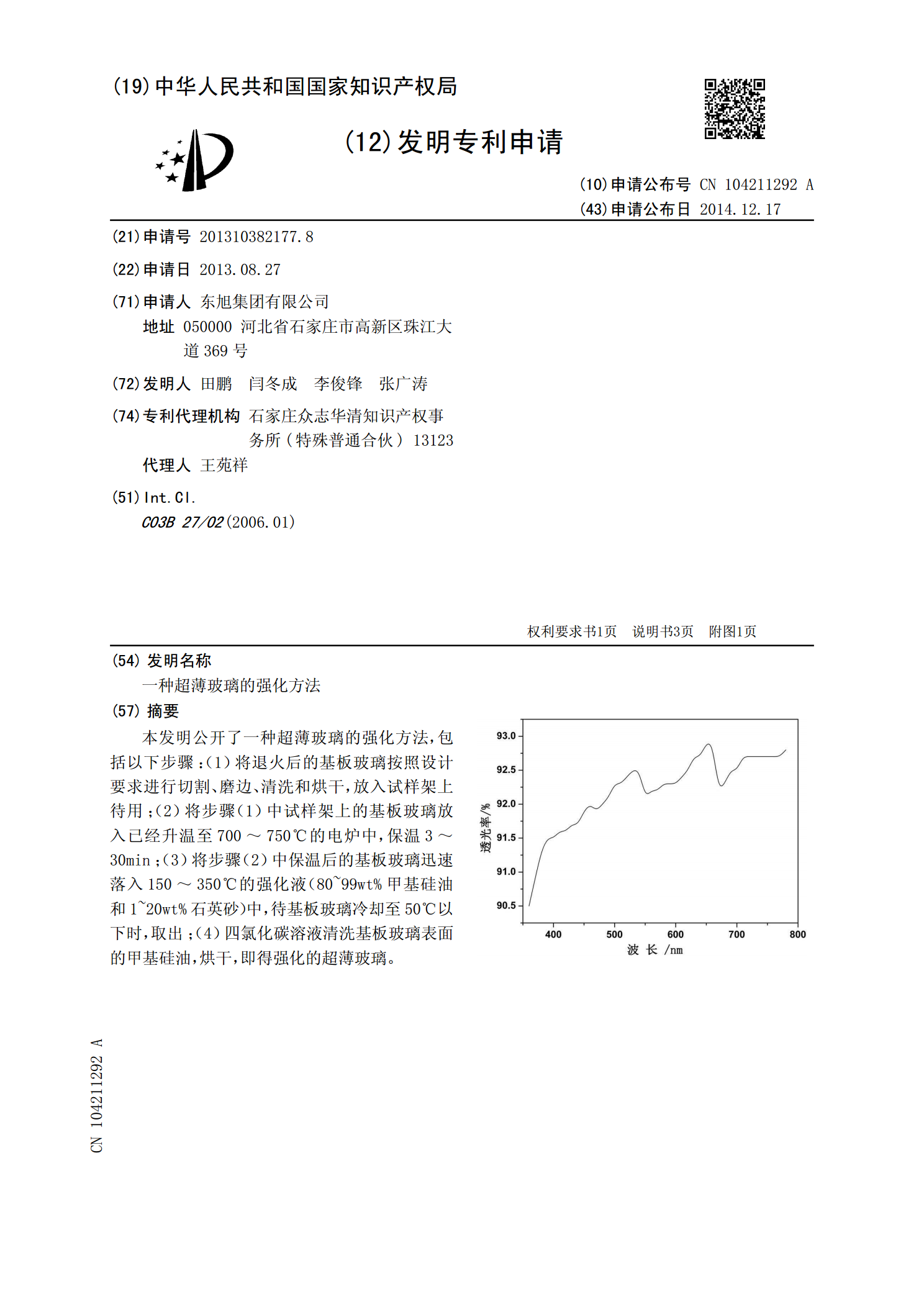
本发明公开了一种超薄玻璃的强化方法,包括以下步骤:(1)将退火后的基板玻璃按照设计要求进行切割、磨边、清洗和烘干,放入试样架上待用;(2)将步骤(1)中试样架上的基板玻璃放入已经升温至700~750℃的电炉中,保温3~30min;(3)将步骤(2)中保温后的基板玻璃迅速落入150~350℃的强化液(80~99wt%甲基硅油和1~20wt%石英砂)中,待基板玻璃冷却至50℃以下时,取出;(4)四氯化碳溶液清洗基板玻璃表面的甲基硅油,烘干,即得强化的超薄玻璃。

玻璃、强化玻璃和强化玻璃的制造方法.pdf
本发明的玻璃的特征在于,作为玻璃组成,以质量%计含有SiO<base:Sub>2</base:Sub>50~75%、Al<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>1~30%、B<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>0~25%、Li<base:Sub>2</base:Sub>O0~10%、Na<base:Sub>2</base:Sub>O0.01~20%、K<base:Sub>2</base:Sub>O0~1