
汽车轮毂加工方法.pdf

小代****回来

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂加工方法.pdf
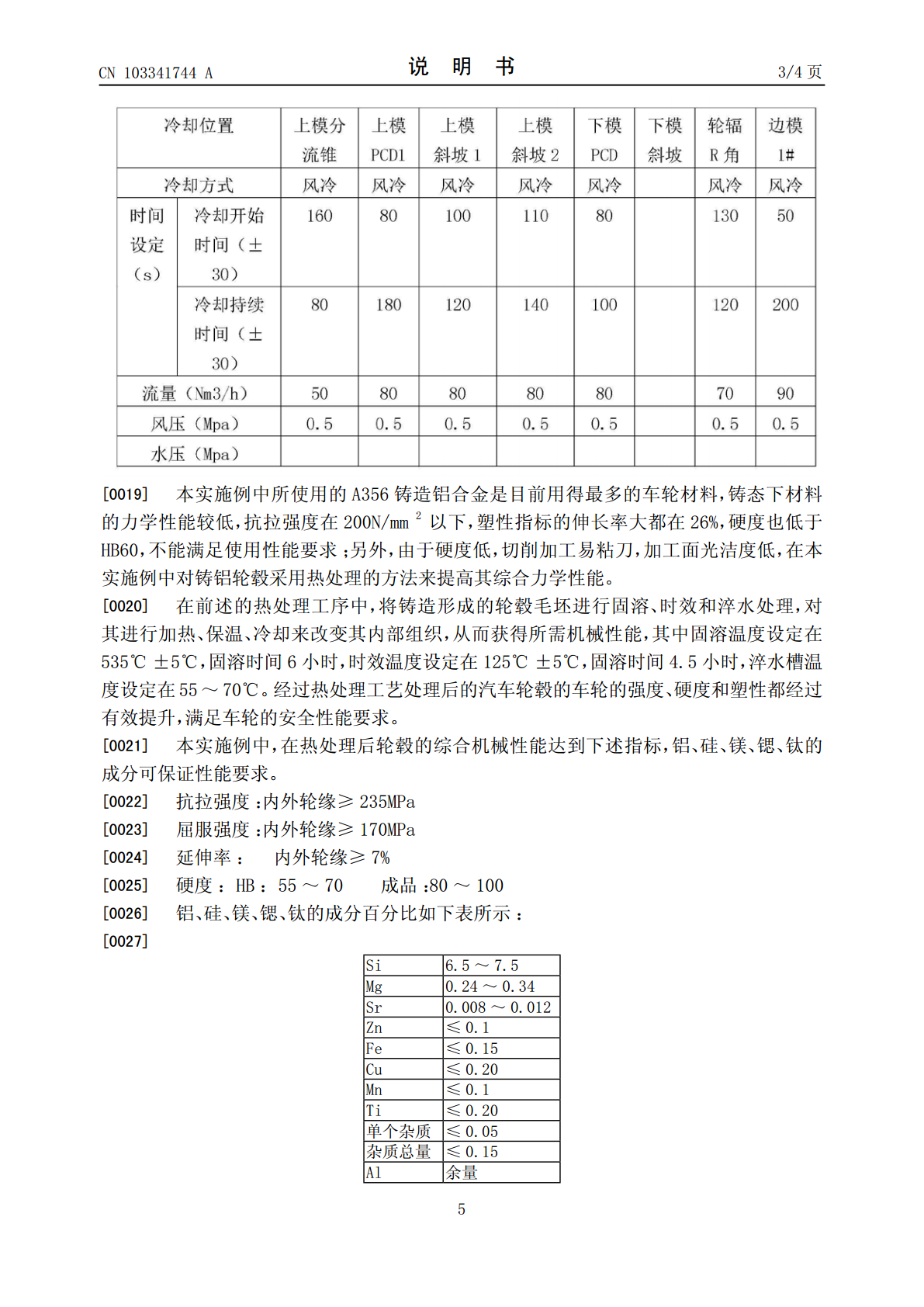
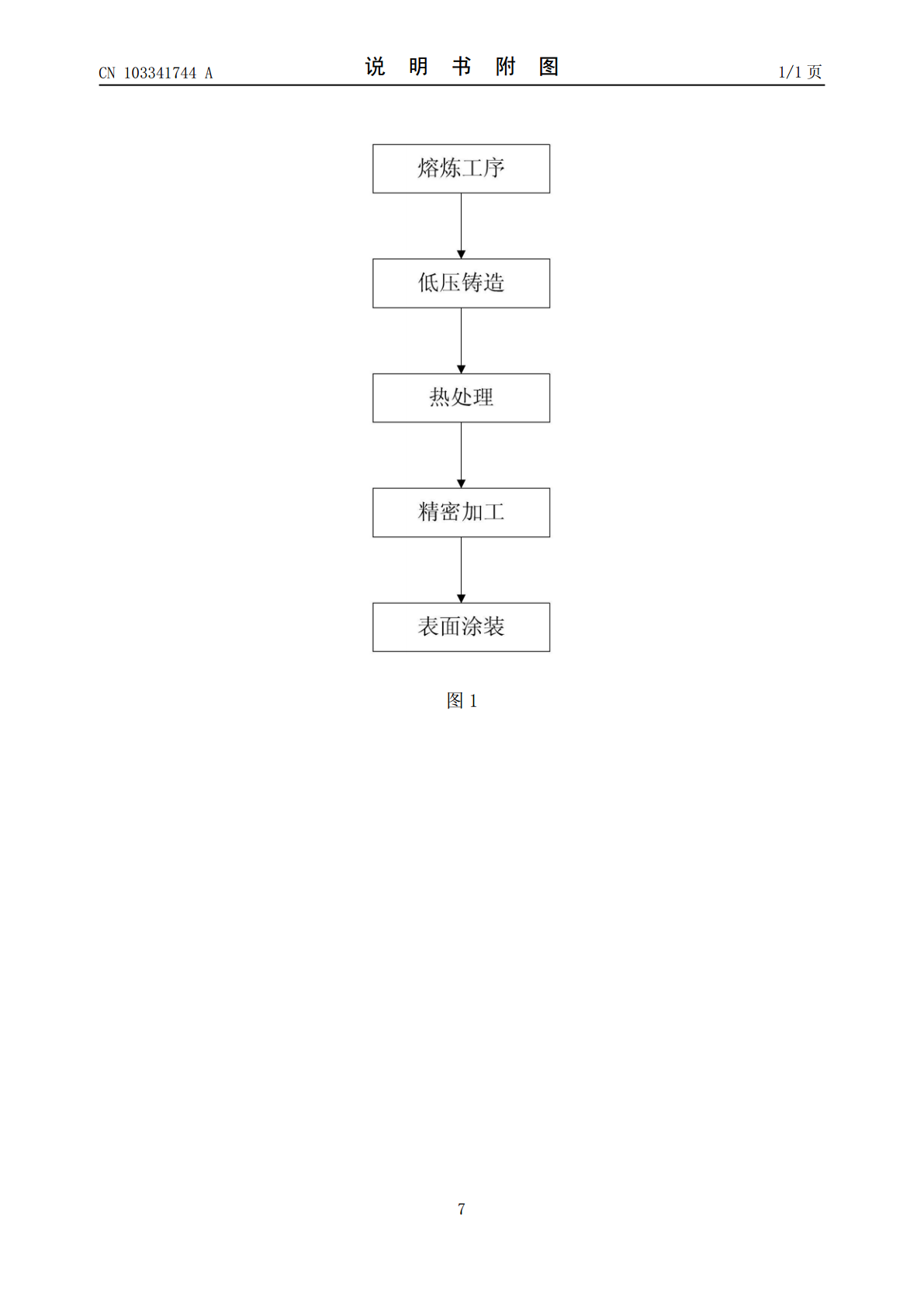
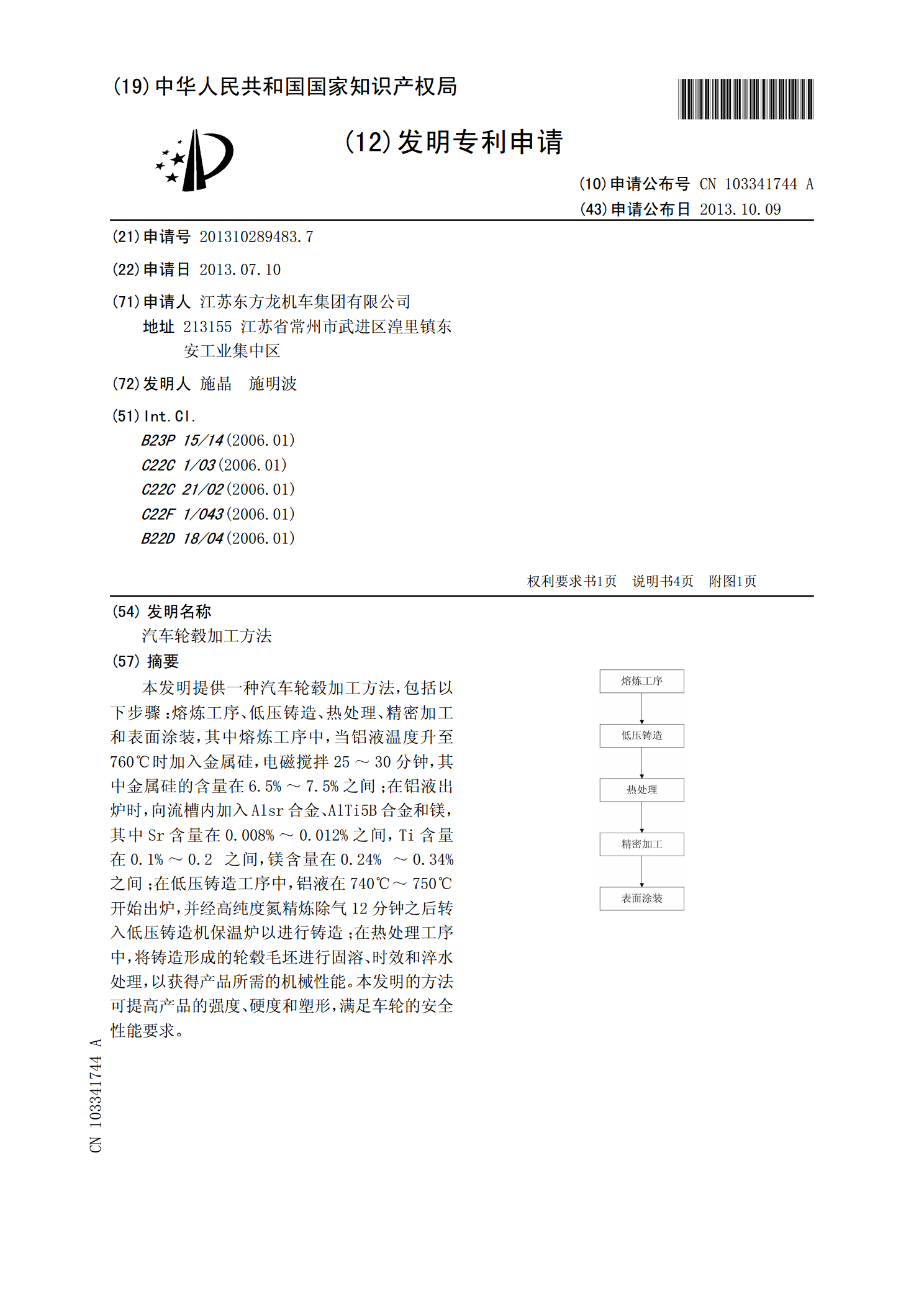
本发明提供一种汽车轮毂加工方法,包括以下步骤:熔炼工序、低压铸造、热处理、精密加工和表面涂装,其中熔炼工序中,当铝液温度升至760℃时加入金属硅,电磁搅拌25~30分钟,其中金属硅的含量在6.5%~7.5%之间;在铝液出炉时,向流槽内加入Alsr合金、AlTi5B合金和镁,其中Sr含量在0.008%~0.012%之间,Ti含量在0.1%~0.2?之间,镁含量在0.24%?~0.34%?之间;在低压铸造工序中,铝液在740℃~750℃开始出炉,并经高纯度氮精炼除气12分钟之后转入低压铸造机保温炉以进行铸造;
汽车轮毂加工方法.pdf
一种汽车轮毂加工方法,包括1)熔炼、2)铸造、3)热处理、4)精加工、5)表面涂装;1)熔炼:1.1)当铝熔液温度在820℃时加入硅,搅拌10~20分钟;硅占整个混合铝液的质量百分比含量为8%;1.2)铝熔液温度维持在760±5℃开始出炉;同时向铝液的流槽内加入合金,并经氮气精炼除气20分钟。本发明的有益效果在于通过熔炼工序、低压铸造、热处理工序中的加工工艺,使得铝合金汽车轮毂中的合金组分得到保证,有效提高产品的拉伸强度、屈服强度、延伸率、硬度和塑形,满足车轮的安全性能要求。
汽车轮毂螺栓加工方法及汽车轮毂螺栓.pdf
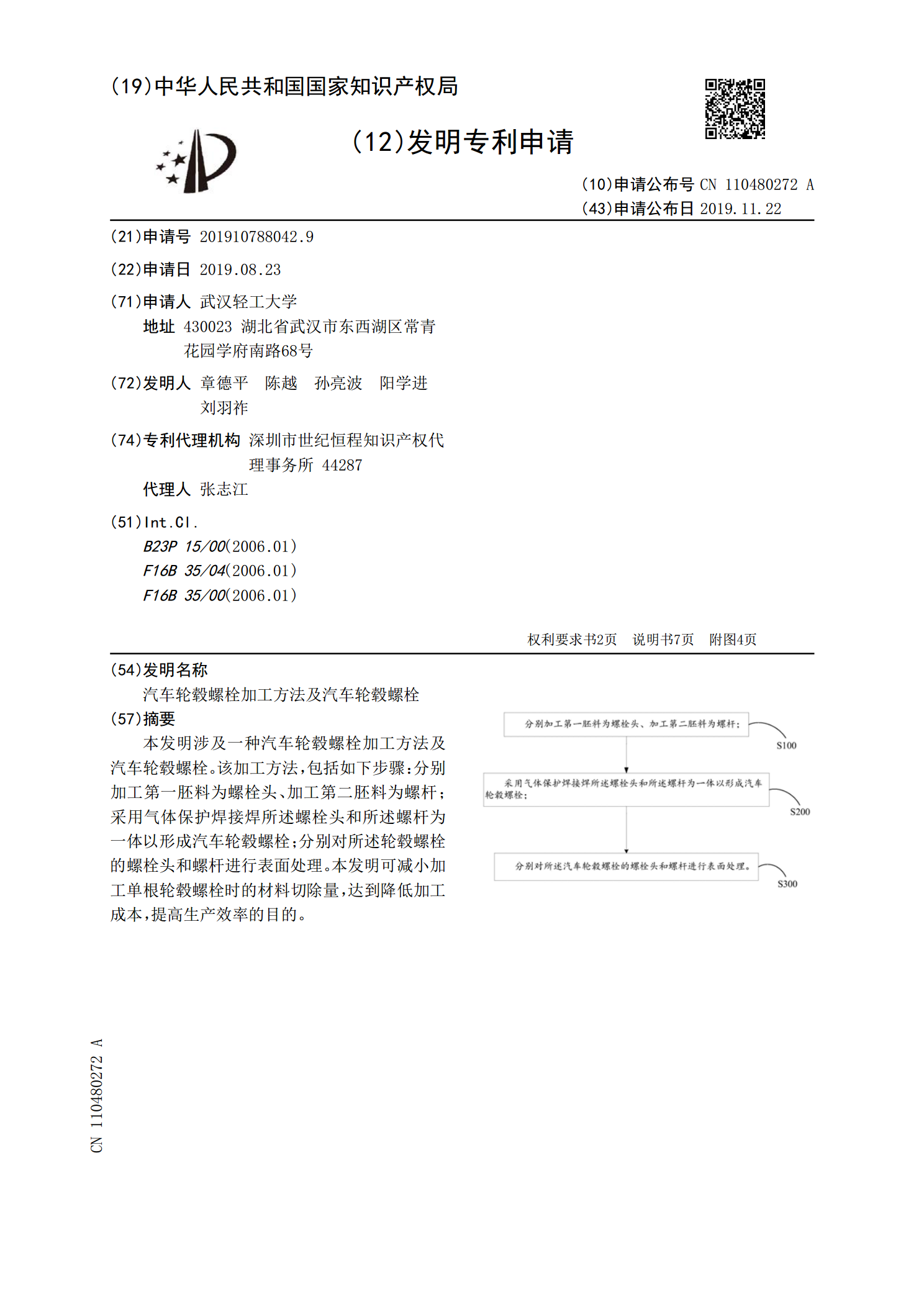
本发明涉及一种汽车轮毂螺栓加工方法及汽车轮毂螺栓。该加工方法,包括如下步骤:分别加工第一胚料为螺栓头、加工第二胚料为螺杆;采用气体保护焊接焊所述螺栓头和所述螺杆为一体以形成汽车轮毂螺栓;分别对所述轮毂螺栓的螺栓头和螺杆进行表面处理。本发明可减小加工单根轮毂螺栓时的材料切除量,达到降低加工成本,提高生产效率的目的。

一种轮毂、车轮、汽车及轮毂加工方法.pdf
本发明涉及汽车及机械设备领域,具体而言,涉及一种轮毂、车轮、汽车及轮毂加工方法。轮毂包括第一单元,第一单元位于远离轮盘的位置;第二单元,第二单元位于靠近轮盘的位置;第一单元和第二单元通过搅拌摩擦焊连接,以形成完整的轮毂;第一单元与第二单元的连接处具有相同的厚度,且第一单元与第二单元的连接处均位于与轮盘轴线平行的方向;第二单元靠近第一单元的部分的厚度逐渐减小。这样的轮毂通过模块化的方式制造,再通过搅拌摩擦焊连接,能够最大程度地优化结构,保障产品的性能。本发明还提供一种包括上述轮毂的车轮、汽车及加工上述轮毂的
汽车轮毂图案加工装置、流水线及汽车轮毂图案加工方法.pdf
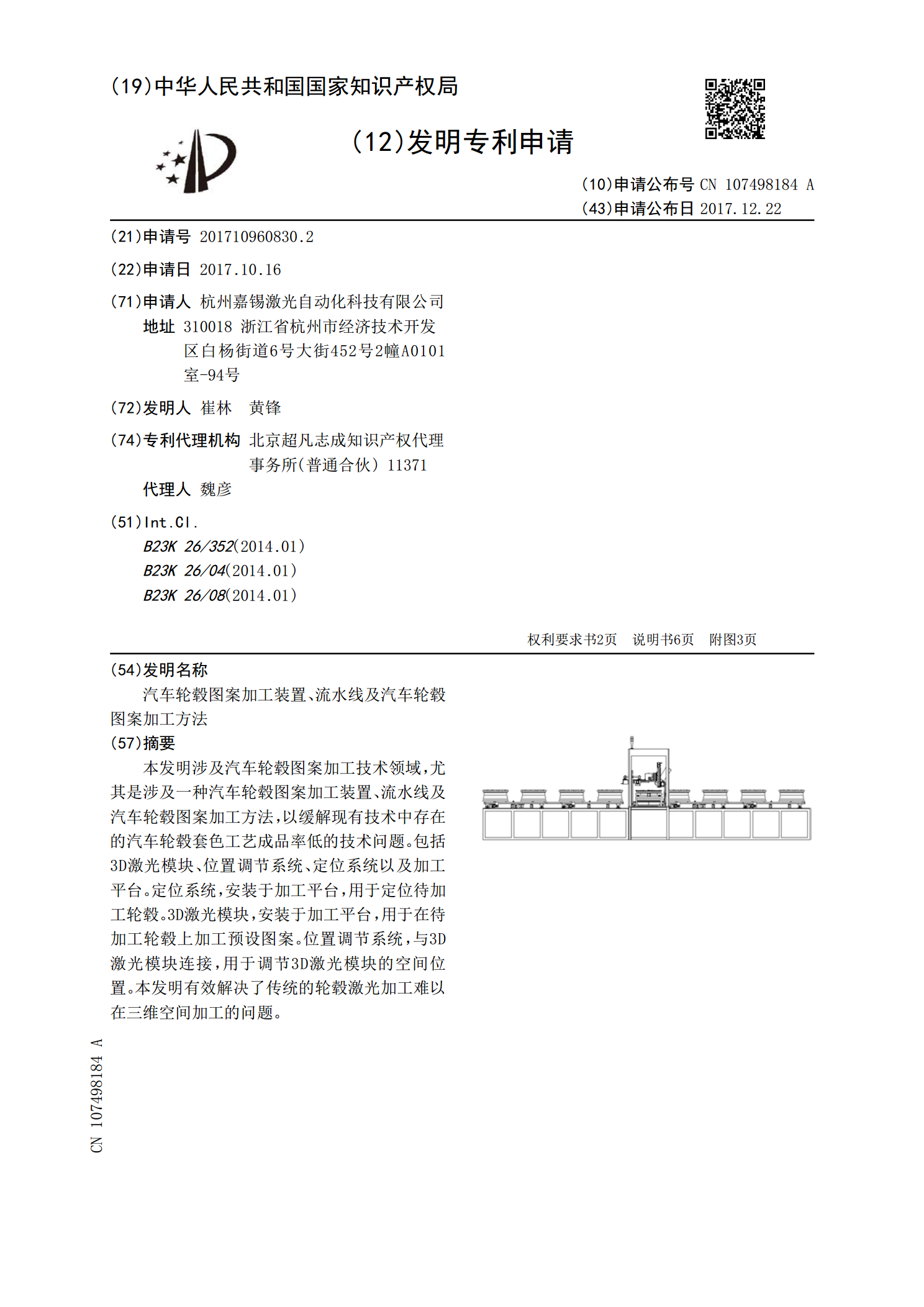
本发明涉及汽车轮毂图案加工技术领域,尤其是涉及一种汽车轮毂图案加工装置、流水线及汽车轮毂图案加工方法,以缓解现有技术中存在的汽车轮毂套色工艺成品率低的技术问题。包括3D激光模块、位置调节系统、定位系统以及加工平台。定位系统,安装于加工平台,用于定位待加工轮毂。3D激光模块,安装于加工平台,用于在待加工轮毂上加工预设图案。位置调节系统,与3D激光模块连接,用于调节3D激光模块的空间位置。本发明有效解决了传统的轮毂激光加工难以在三维空间加工的问题。