
一种钛合金曲面零件的热成形方法.pdf

一吃****春晓

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金曲面零件的热成形方法.pdf
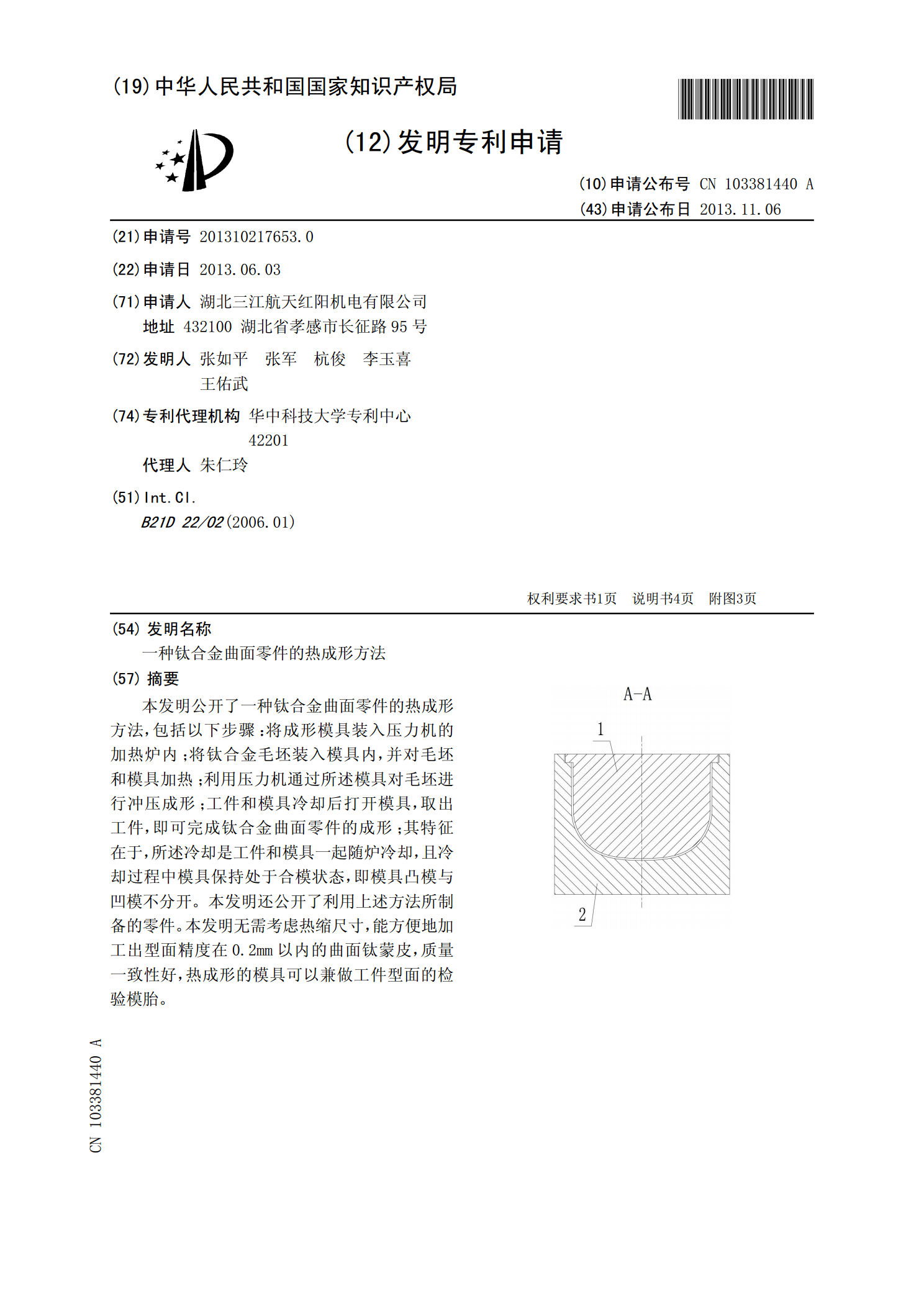
本发明公开了一种钛合金曲面零件的热成形方法,包括以下步骤:将成形模具装入压力机的加热炉内;将钛合金毛坯装入模具内,并对毛坯和模具加热;利用压力机通过所述模具对毛坯进行冲压成形;工件和模具冷却后打开模具,取出工件,即可完成钛合金曲面零件的成形;其特征在于,所述冷却是工件和模具一起随炉冷却,且冷却过程中模具保持处于合模状态,即模具凸模与凹模不分开。本发明还公开了利用上述方法所制备的零件。本发明无需考虑热缩尺寸,能方便地加工出型面精度在0.2mm以内的曲面钛蒙皮,质量一致性好,热成形的模具可以兼做工件型面的检验
一种环形钛合金∏型材零件成形方法.pdf
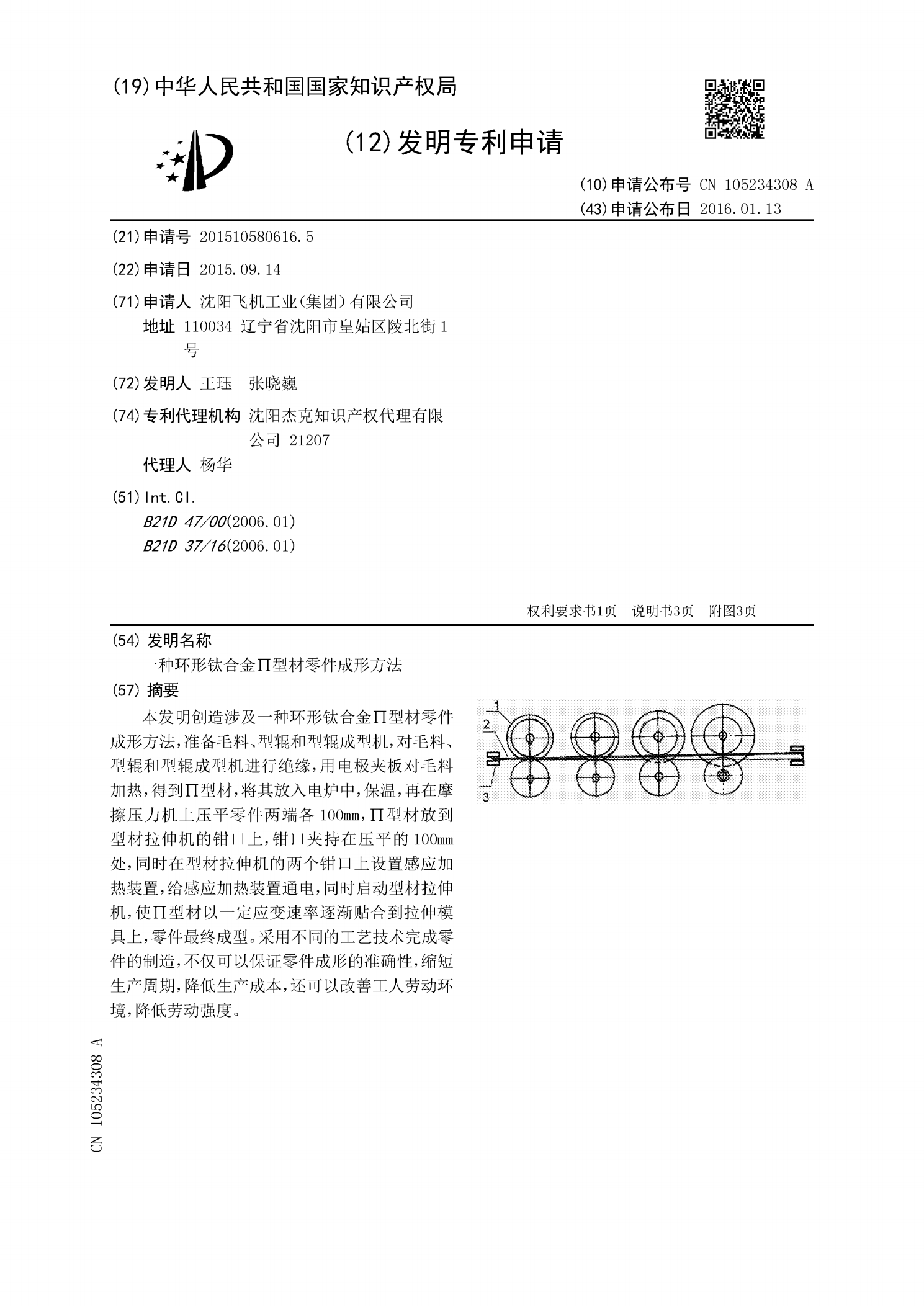
本发明创造涉及一种环形钛合金∏型材零件成形方法,准备毛料、型辊和型辊成型机,对毛料、型辊和型辊成型机进行绝缘,用电极夹板对毛料加热,得到∏型材,将其放入电炉中,保温,再在摩擦压力机上压平零件两端各100mm,∏型材放到型材拉伸机的钳口上,钳口夹持在压平的100mm处,同时在型材拉伸机的两个钳口上设置感应加热装置,给感应加热装置通电,同时启动型材拉伸机,使∏型材以一定应变速率逐渐贴合到拉伸模具上,零件最终成型。采用不同的工艺技术完成零件的制造,不仅可以保证零件成形的准确性,缩短生产周期,降低生产成本,还可以
一种变强度热成形钢零件的加工方法.pdf
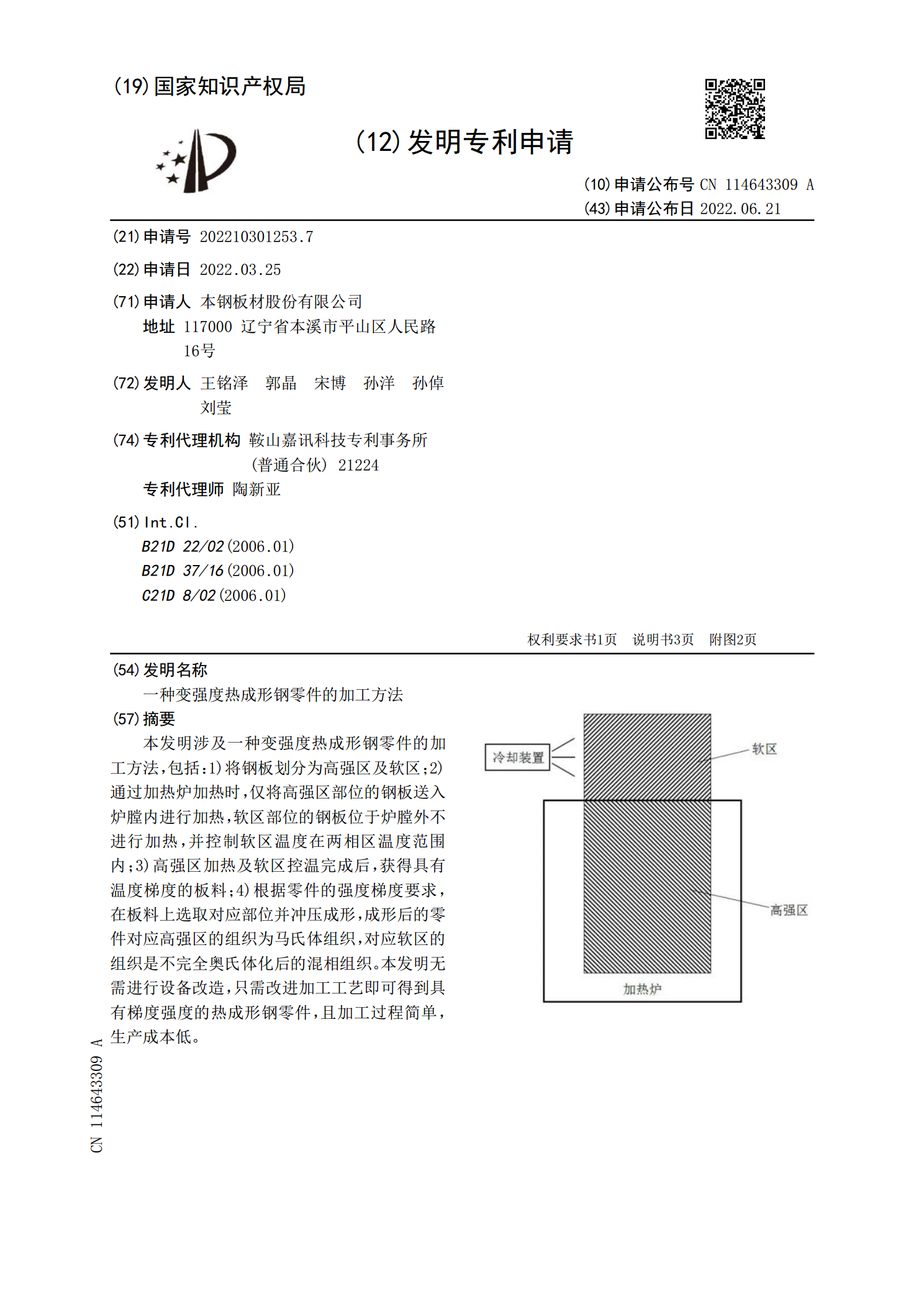
本发明涉及一种变强度热成形钢零件的加工方法,包括:1)将钢板划分为高强区及软区;2)通过加热炉加热时,仅将高强区部位的钢板送入炉膛内进行加热,软区部位的钢板位于炉膛外不进行加热,并控制软区温度在两相区温度范围内;3)高强区加热及软区控温完成后,获得具有温度梯度的板料;4)根据零件的强度梯度要求,在板料上选取对应部位并冲压成形,成形后的零件对应高强区的组织为马氏体组织,对应软区的组织是不完全奥氏体化后的混相组织。本发明无需进行设备改造,只需改进加工工艺即可得到具有梯度强度的热成形钢零件,且加工过程简单,生产
一种新型高强度钛合金双曲面薄壁宽板成形方法.pdf
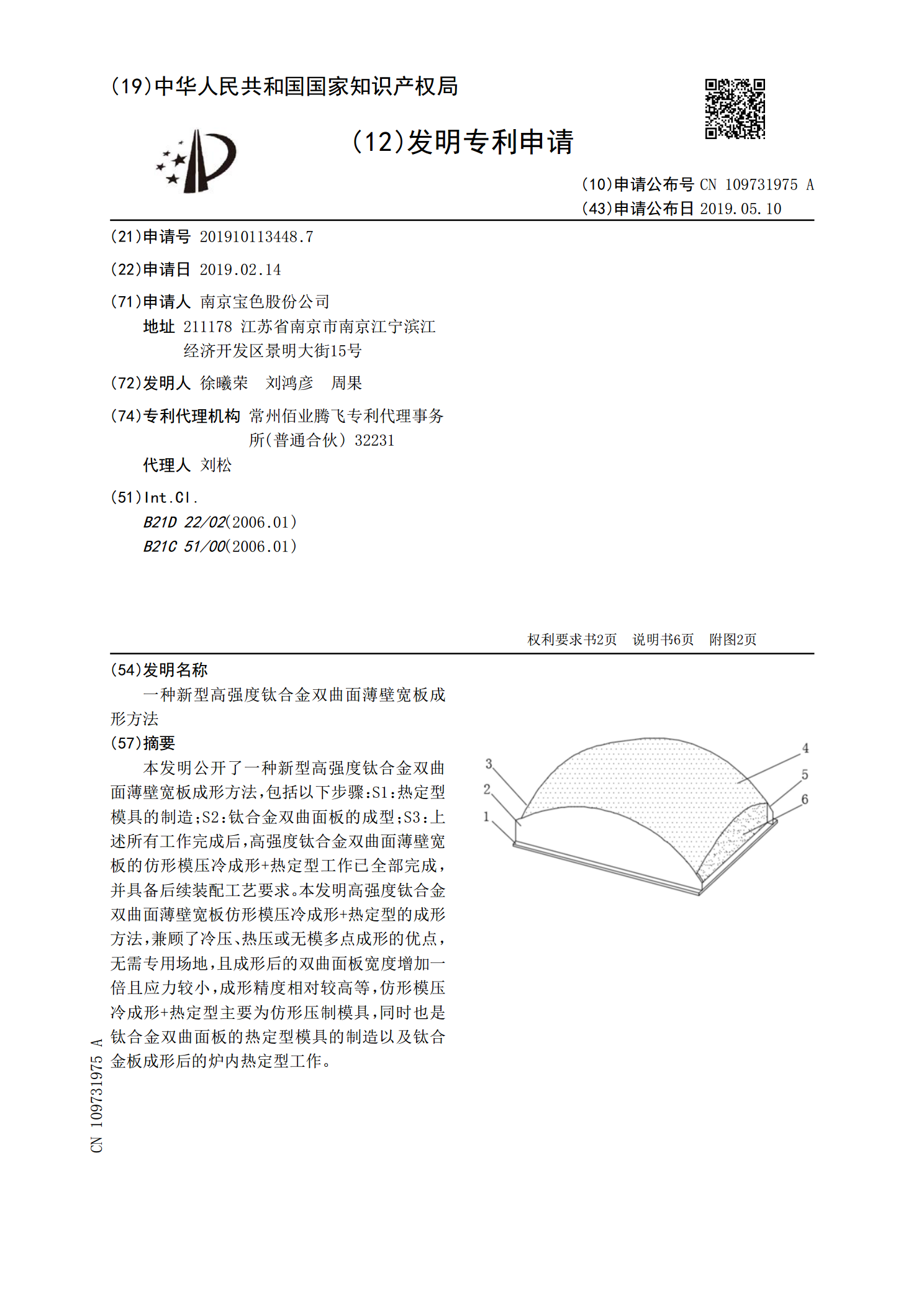
本发明公开了一种新型高强度钛合金双曲面薄壁宽板成形方法,包括以下步骤:S1:热定型模具的制造;S2:钛合金双曲面板的成型;S3:上述所有工作完成后,高强度钛合金双曲面薄壁宽板的仿形模压冷成形+热定型工作已全部完成,并具备后续装配工艺要求。本发明高强度钛合金双曲面薄壁宽板仿形模压冷成形+热定型的成形方法,兼顾了冷压、热压或无模多点成形的优点,无需专用场地,且成形后的双曲面板宽度增加一倍且应力较小,成形精度相对较高等,仿形模压冷成形+热定型主要为仿形压制模具,同时也是钛合金双曲面板的热定型模具的制造以及钛合金

航空发动机钛合金钣金零件热成形.doc
航空发动机钛合金钣金零件热成形尚建勤钛合金钣金零件(简称钛合金零件)在先进航空发动机上占有相当的比重,并且呈现出结构集成度愈来愈高、结构愈来愈复杂的发展趋势,在减轻发动机重量、改善和提高性能等方面发挥着日益重要的作用。然而,新结构产生了新的工艺问题,大高径比的旋转曲面、空心气动型面和焊接结构件的成形等,这些技术问题的解决,对提高我国航空钛合金零件的成形技术和应用水平具有重要的现实意义。本文主要介绍某发动机钛合金新结构零件的热成形技术。零件结构的特点某型航空发动机的钛合金新结构零件包括整流内罩、导向叶片和外