
一种新型高强度钛合金双曲面薄壁宽板成形方法.pdf

雨巷****彦峰

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新型高强度钛合金双曲面薄壁宽板成形方法.pdf
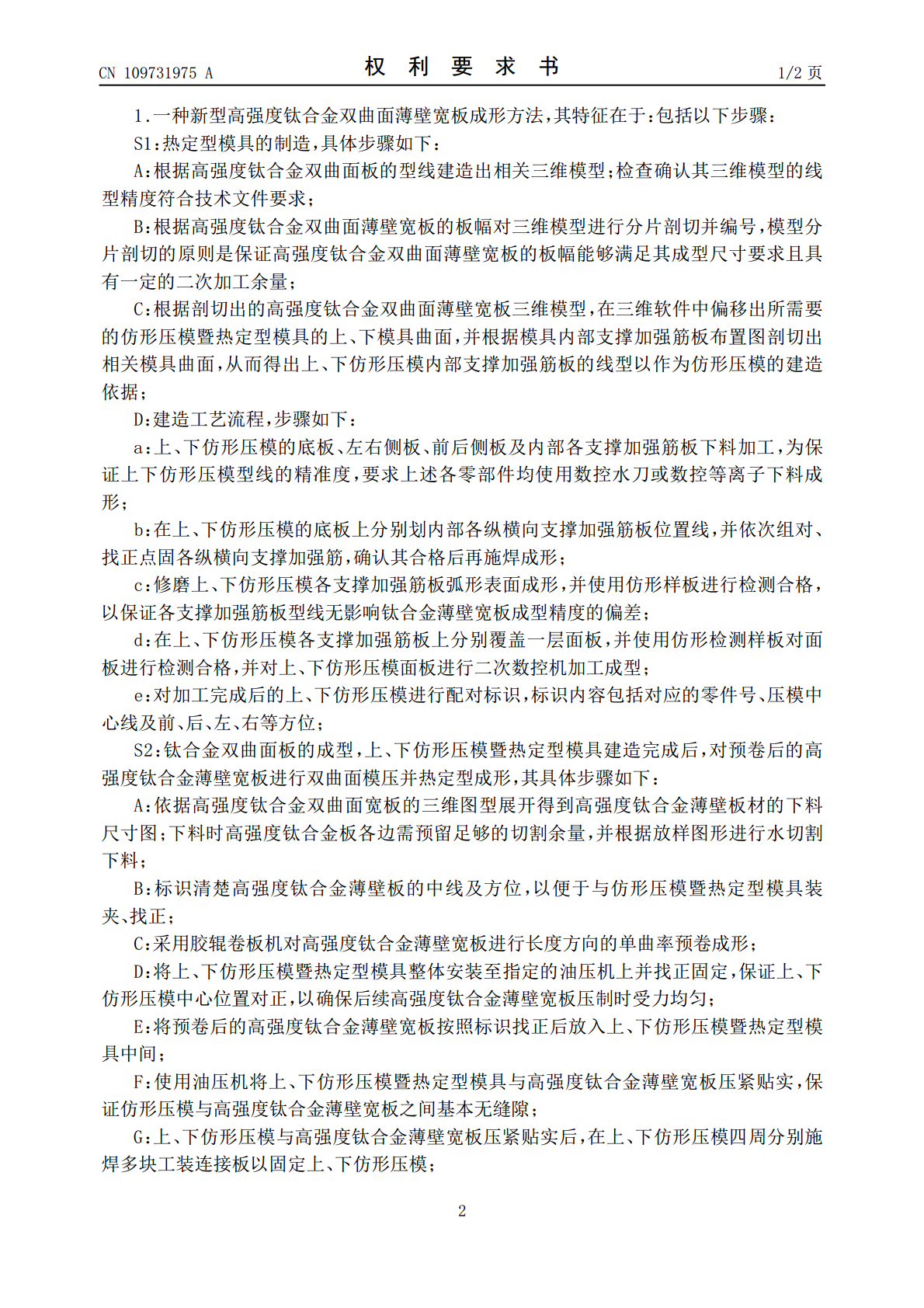
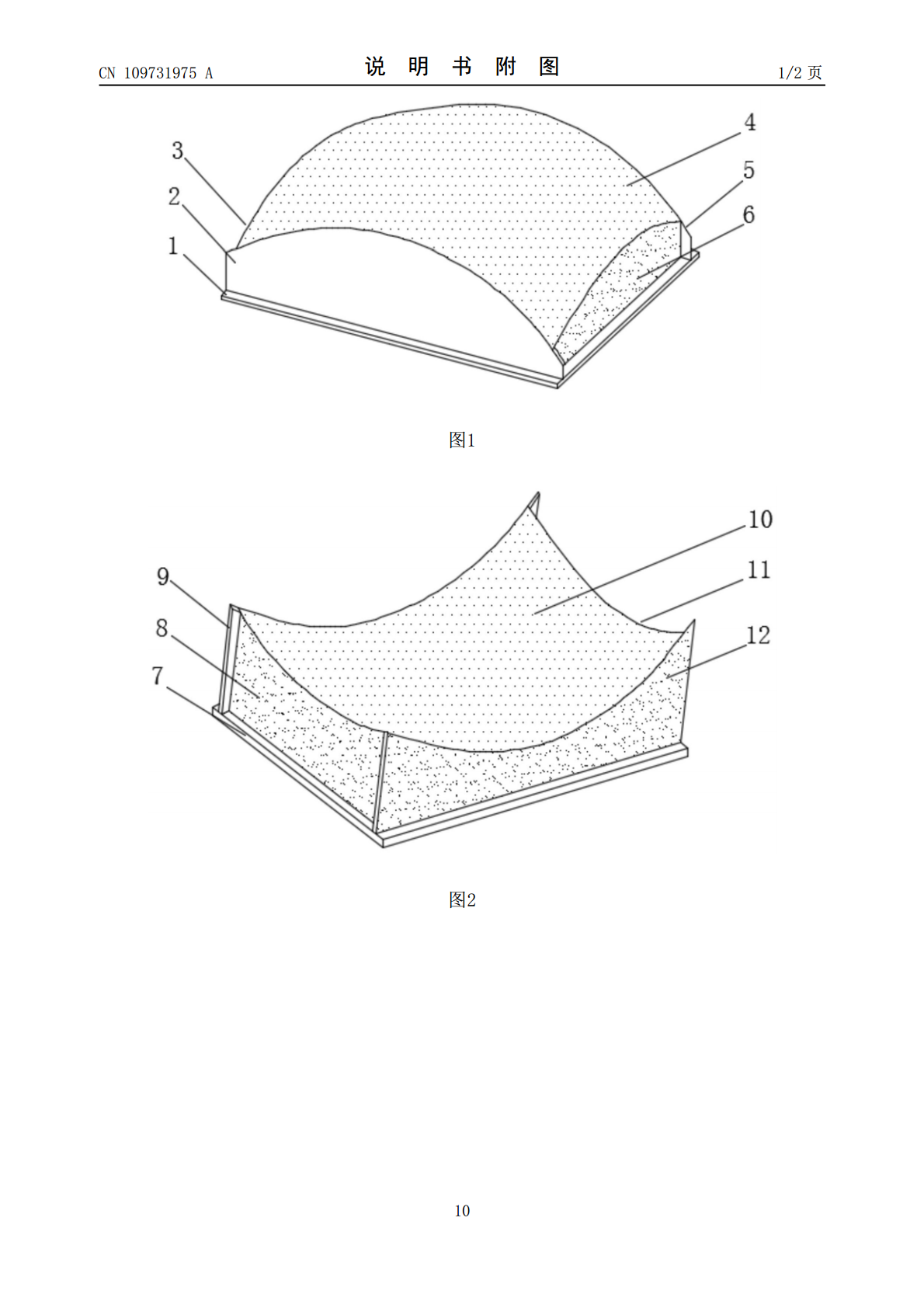
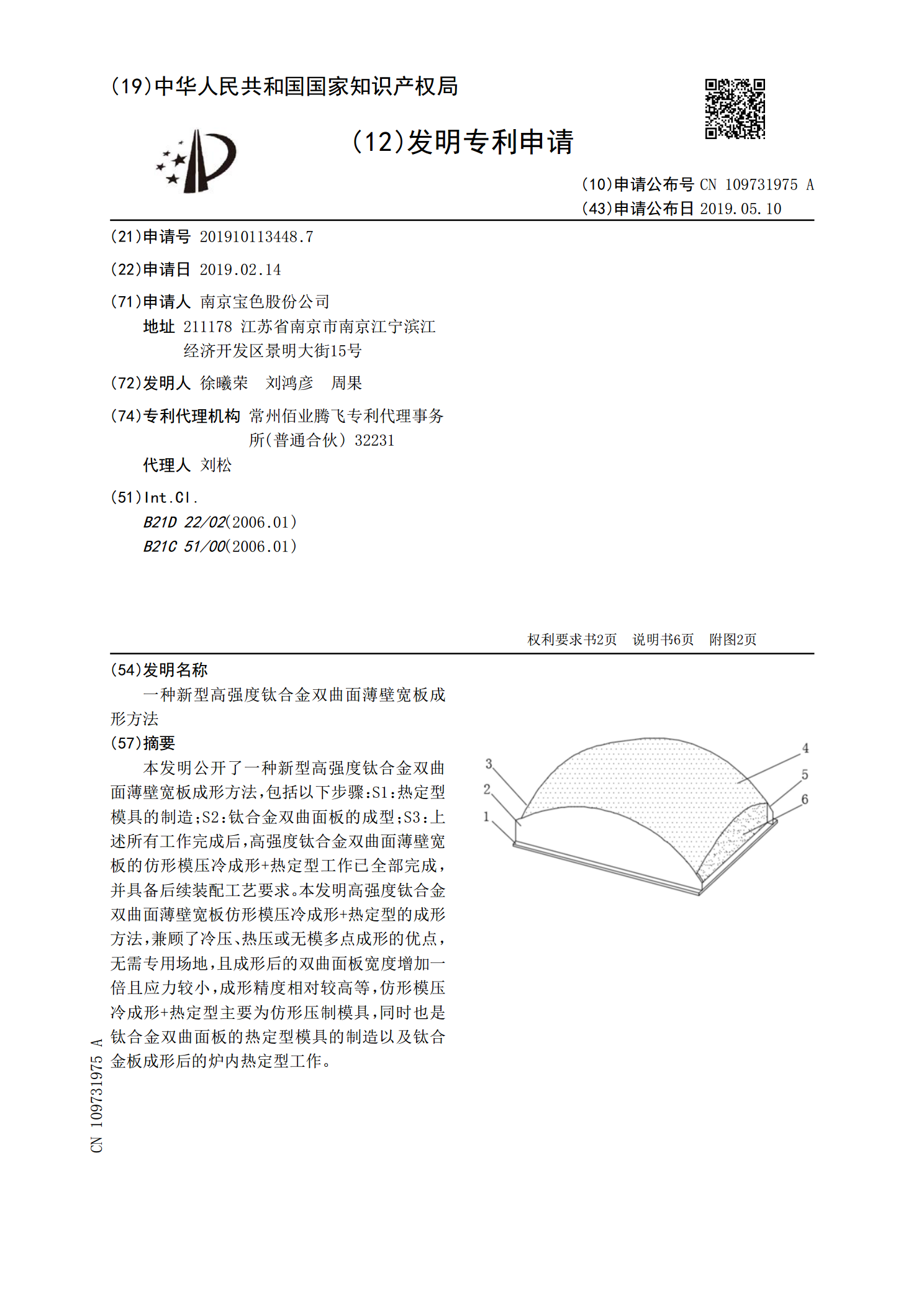
本发明公开了一种新型高强度钛合金双曲面薄壁宽板成形方法,包括以下步骤:S1:热定型模具的制造;S2:钛合金双曲面板的成型;S3:上述所有工作完成后,高强度钛合金双曲面薄壁宽板的仿形模压冷成形+热定型工作已全部完成,并具备后续装配工艺要求。本发明高强度钛合金双曲面薄壁宽板仿形模压冷成形+热定型的成形方法,兼顾了冷压、热压或无模多点成形的优点,无需专用场地,且成形后的双曲面板宽度增加一倍且应力较小,成形精度相对较高等,仿形模压冷成形+热定型主要为仿形压制模具,同时也是钛合金双曲面板的热定型模具的制造以及钛合金
一种钛合金薄壁筒体成形方法.pdf
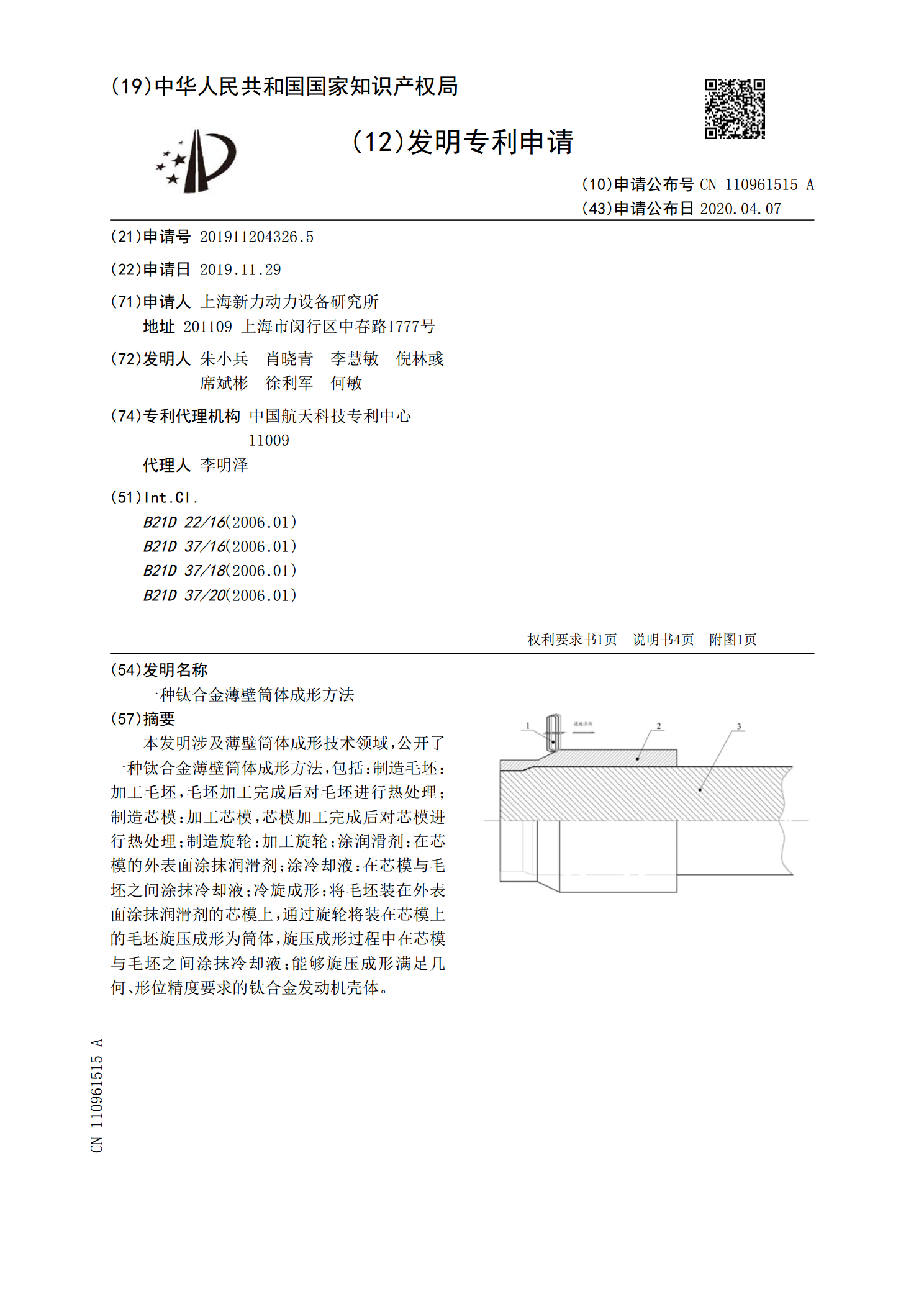
本发明涉及薄壁筒体成形技术领域,公开了一种钛合金薄壁筒体成形方法,包括:制造毛坯:加工毛坯,毛坯加工完成后对毛坯进行热处理;制造芯模:加工芯模,芯模加工完成后对芯模进行热处理;制造旋轮:加工旋轮;涂润滑剂:在芯模的外表面涂抹润滑剂;涂冷却液:在芯模与毛坯之间涂抹冷却液;冷旋成形:将毛坯装在外表面涂抹润滑剂的芯模上,通过旋轮将装在芯模上的毛坯旋压成形为筒体,旋压成形过程中在芯模与毛坯之间涂抹冷却液;能够旋压成形满足几何、形位精度要求的钛合金发动机壳体。

一种新型瓦棱板成形机.pdf
一种新型瓦棱板成形机,是在机座上面安装机架、面板。在机架上面安装压紧手轮、辊轮以及其它相关的部件,两只辊呈相互啮合的关系,两者的啮合间隙由安装在支架上的压紧手轮调节,在机座的上面安装上带减速器的变频电机,两只辊轮的转动动力由安装上带减速器的变频电机所提供。将校正支架安装在支架的上面,并在校正支架上安装上导板,导板与水平面呈适当的角度。
一种钛合金多层板热冲压成形工艺.pdf
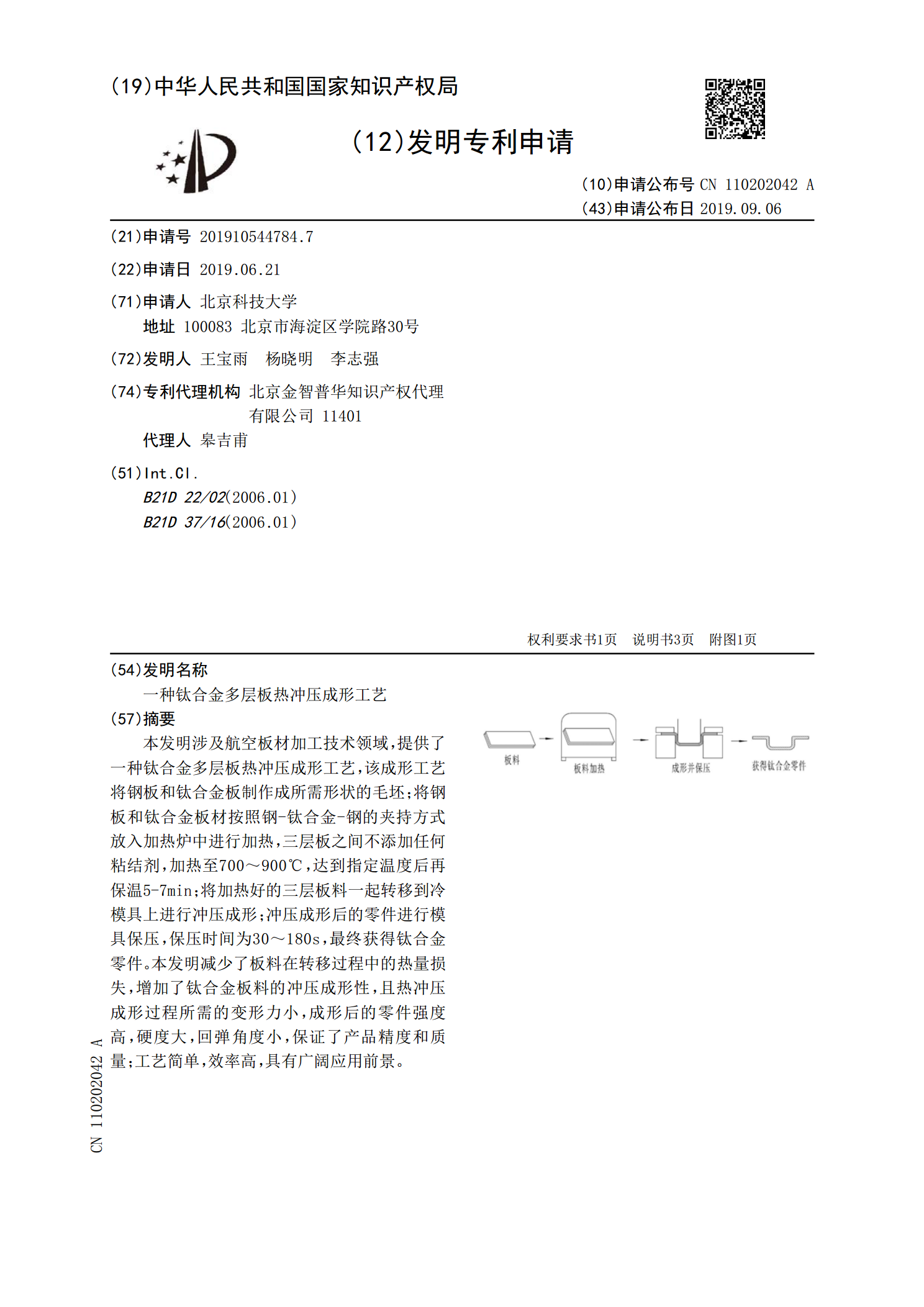
本发明涉及航空板材加工技术领域,提供了一种钛合金多层板热冲压成形工艺,该成形工艺将钢板和钛合金板制作成所需形状的毛坯;将钢板和钛合金板材按照钢‑钛合金‑钢的夹持方式放入加热炉中进行加热,三层板之间不添加任何粘结剂,加热至700~900℃,达到指定温度后再保温5‑7min;将加热好的三层板料一起转移到冷模具上进行冲压成形;冲压成形后的零件进行模具保压,保压时间为30~180s,最终获得钛合金零件。本发明减少了板料在转移过程中的热量损失,增加了钛合金板料的冲压成形性,且热冲压成形过程所需的变形力小,成形后的零

一种双曲面GRG板安装方法.pdf
本申请公开了一种双曲面GRG板安装方法,涉及面板安装技术领域,其包括以下步骤:S1.吊装龙骨,将龙骨通过预埋件竖直吊装在天花板上;S2.组装曲面板,先在龙骨周壁上水平安装多个支杆,多个支杆沿龙骨周向均匀布设,然后将曲面板的一端铰接在支杆上,且多个曲面板与对应支杆的铰接点到龙骨的水平距离均相同;S3.调节曲面板角度,驱使多个曲面板同步朝靠近/远离龙骨的方向转动,然后将多个曲面板锁止固定在龙骨上;S4.定型连接,将相邻两个曲面板进行稳定连接。本申请具有将多个曲面板快速且对称安装在龙骨上的效果。