
一种环形钛合金∏型材零件成形方法.pdf

努力****凌芹

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环形钛合金∏型材零件成形方法.pdf
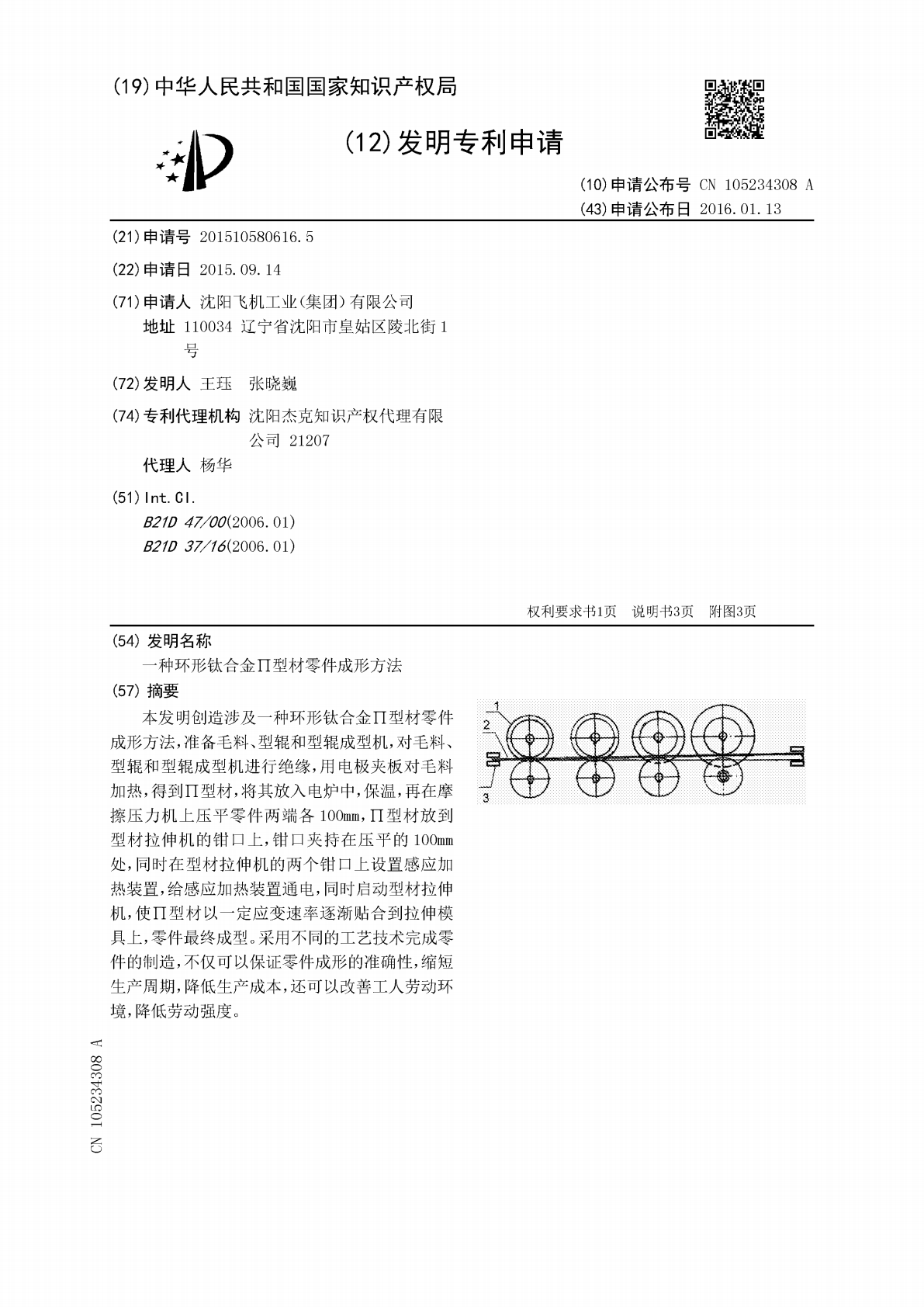
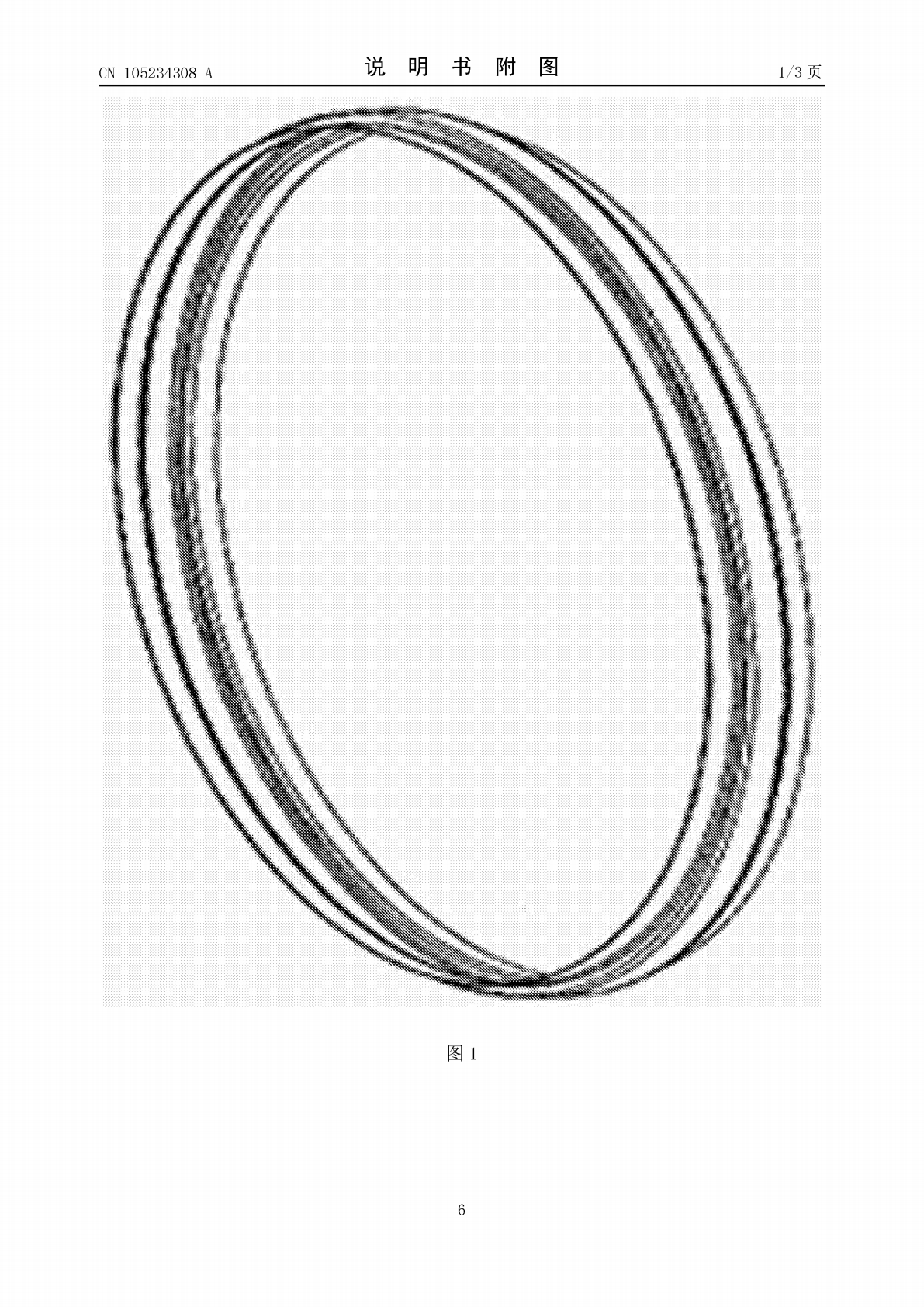
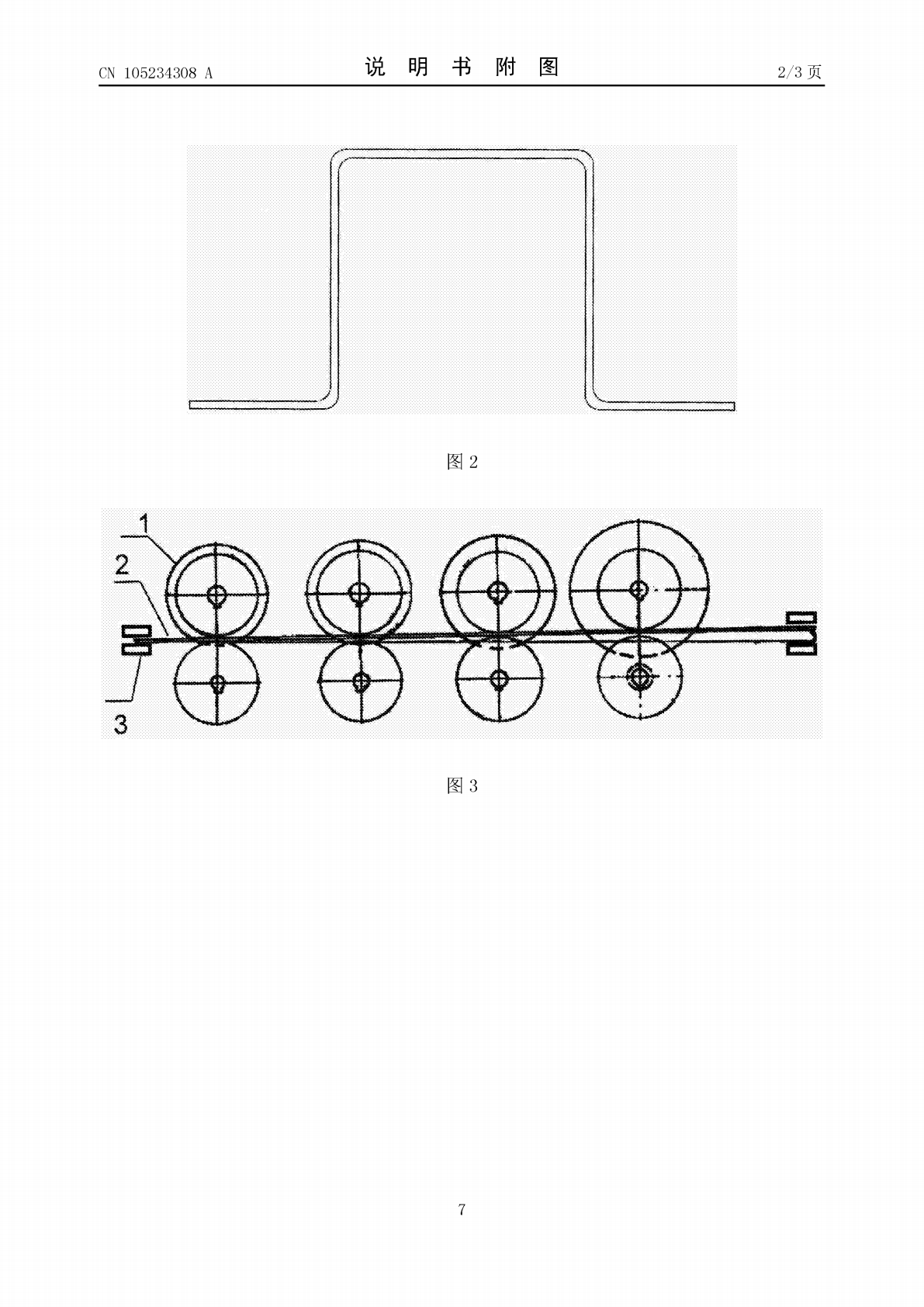
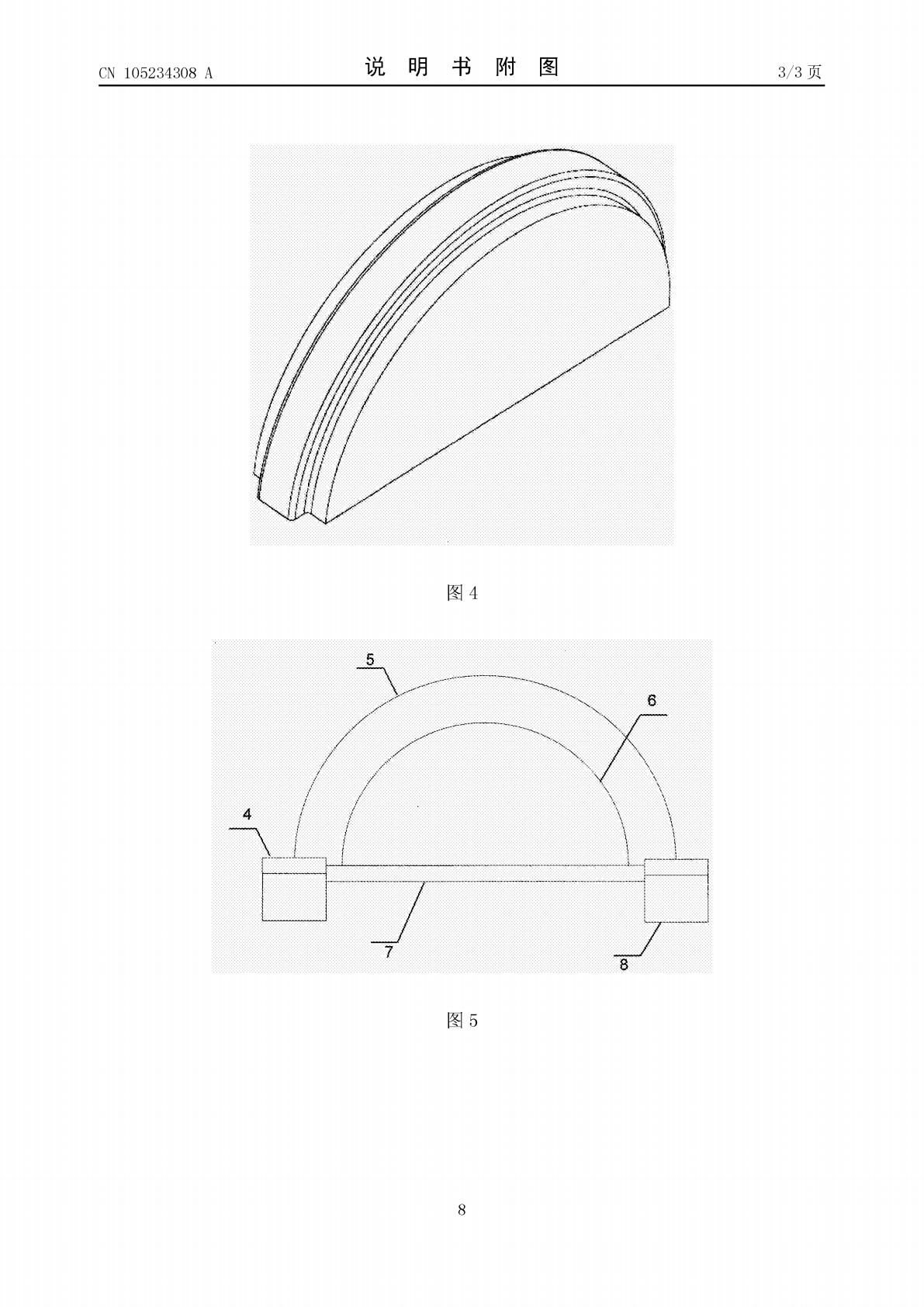
本发明创造涉及一种环形钛合金∏型材零件成形方法,准备毛料、型辊和型辊成型机,对毛料、型辊和型辊成型机进行绝缘,用电极夹板对毛料加热,得到∏型材,将其放入电炉中,保温,再在摩擦压力机上压平零件两端各100mm,∏型材放到型材拉伸机的钳口上,钳口夹持在压平的100mm处,同时在型材拉伸机的两个钳口上设置感应加热装置,给感应加热装置通电,同时启动型材拉伸机,使∏型材以一定应变速率逐渐贴合到拉伸模具上,零件最终成型。采用不同的工艺技术完成零件的制造,不仅可以保证零件成形的准确性,缩短生产周期,降低生产成本,还可以
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf
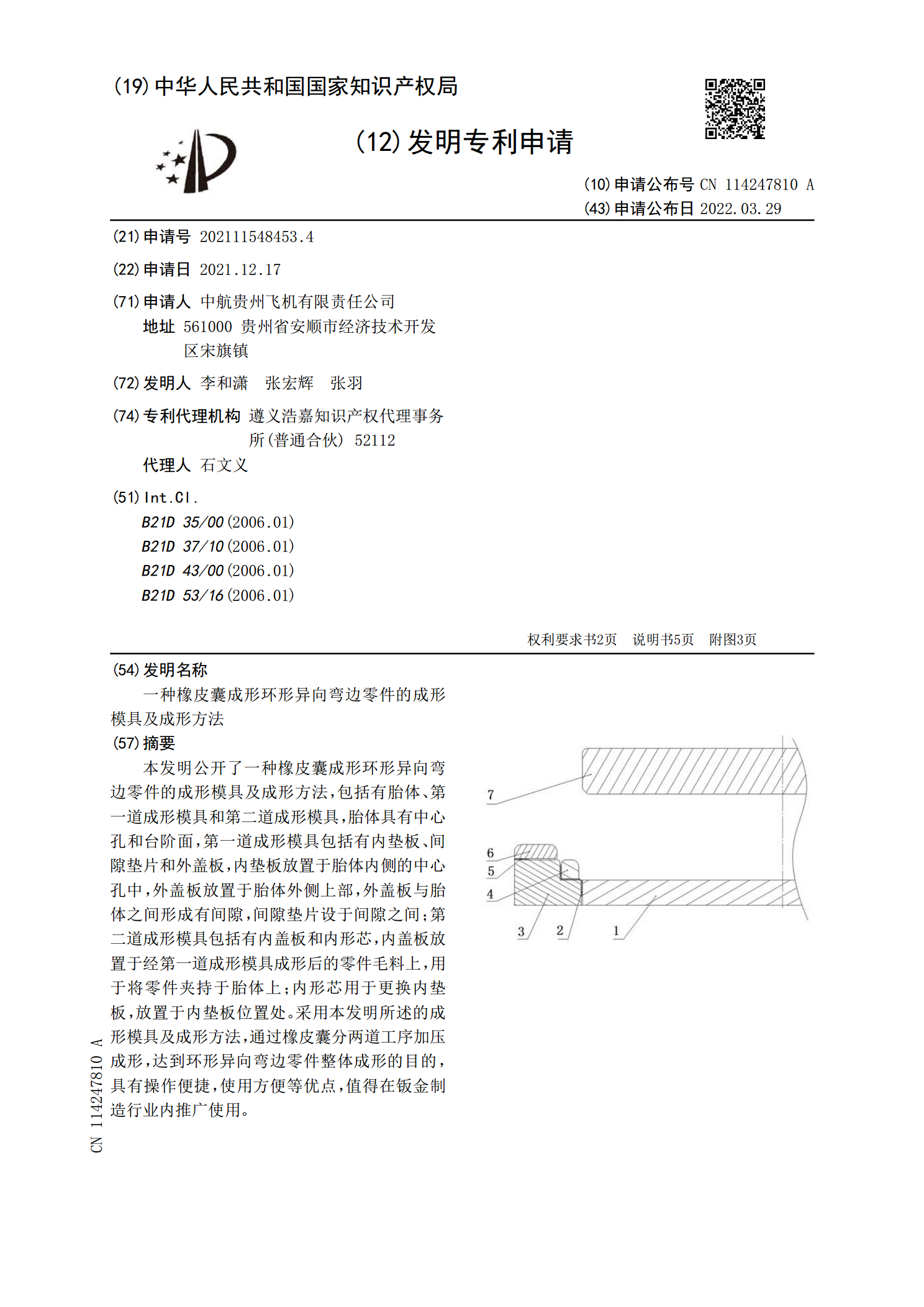
本发明公开了一种橡皮囊成形环形异向弯边零件的成形模具及成形方法,包括有胎体、第一道成形模具和第二道成形模具,胎体具有中心孔和台阶面,第一道成形模具包括有内垫板、间隙垫片和外盖板,内垫板放置于胎体内侧的中心孔中,外盖板放置于胎体外侧上部,外盖板与胎体之间形成有间隙,间隙垫片设于间隙之间;第二道成形模具包括有内盖板和内形芯,内盖板放置于经第一道成形模具成形后的零件毛料上,用于将零件夹持于胎体上;内形芯用于更换内垫板,放置于内垫板位置处。采用本发明所述的成形模具及成形方法,通过橡皮囊分两道工序加压成形,达到环形
一种钛合金曲面零件的热成形方法.pdf
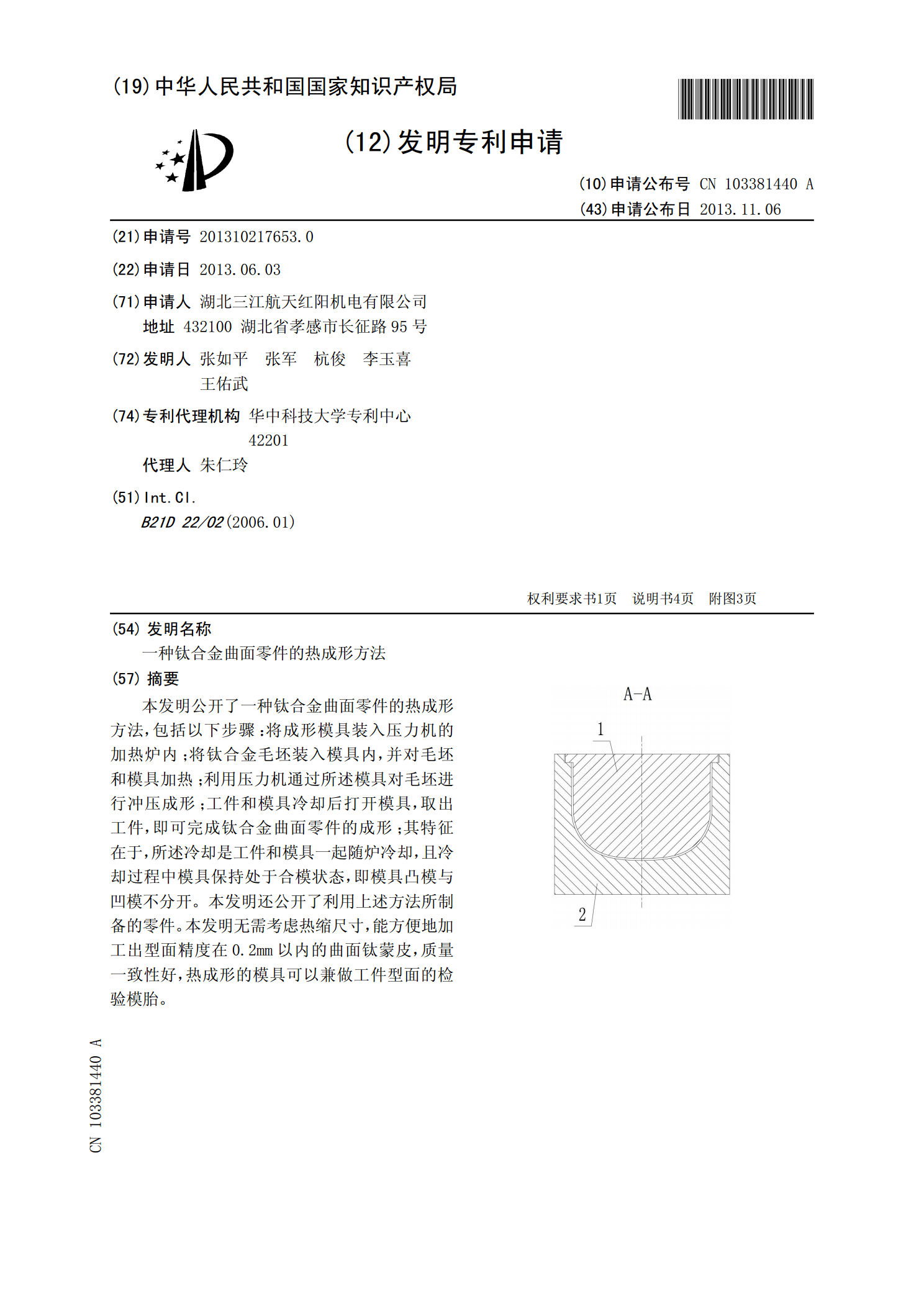
本发明公开了一种钛合金曲面零件的热成形方法,包括以下步骤:将成形模具装入压力机的加热炉内;将钛合金毛坯装入模具内,并对毛坯和模具加热;利用压力机通过所述模具对毛坯进行冲压成形;工件和模具冷却后打开模具,取出工件,即可完成钛合金曲面零件的成形;其特征在于,所述冷却是工件和模具一起随炉冷却,且冷却过程中模具保持处于合模状态,即模具凸模与凹模不分开。本发明还公开了利用上述方法所制备的零件。本发明无需考虑热缩尺寸,能方便地加工出型面精度在0.2mm以内的曲面钛蒙皮,质量一致性好,热成形的模具可以兼做工件型面的检验

一种钛合金油箱壳体成形方法.pdf
本发明属于精密钣金加工领域,公开了一种钛合金油箱壳体成形方法,包括以下步骤:步骤一:按钛合金油箱壳体中性层理论直径尺寸计算零件展开料形状,并沿轧制坯料的纤维方向下料,得到平板板料;步骤二:根据冷滚机的结构参数确定油箱壳体冷滚弯直径;步骤三:利用冷滚机按照油箱壳体冷滚弯直径对平板板料进行滚弯成形;步骤四:对滚弯成形的板料进行对接焊接;步骤五:对焊接形成的圆筒件进行热校形和稳定化处理。本发明通过展开料计算、主动轮下压位移补偿计算、电子束对接焊和热校形稳定化处理的复合工艺,大大节省了热成形工艺所需要的工艺余量和
一种复杂钛合金异形零件扩散连接成形设备.pdf
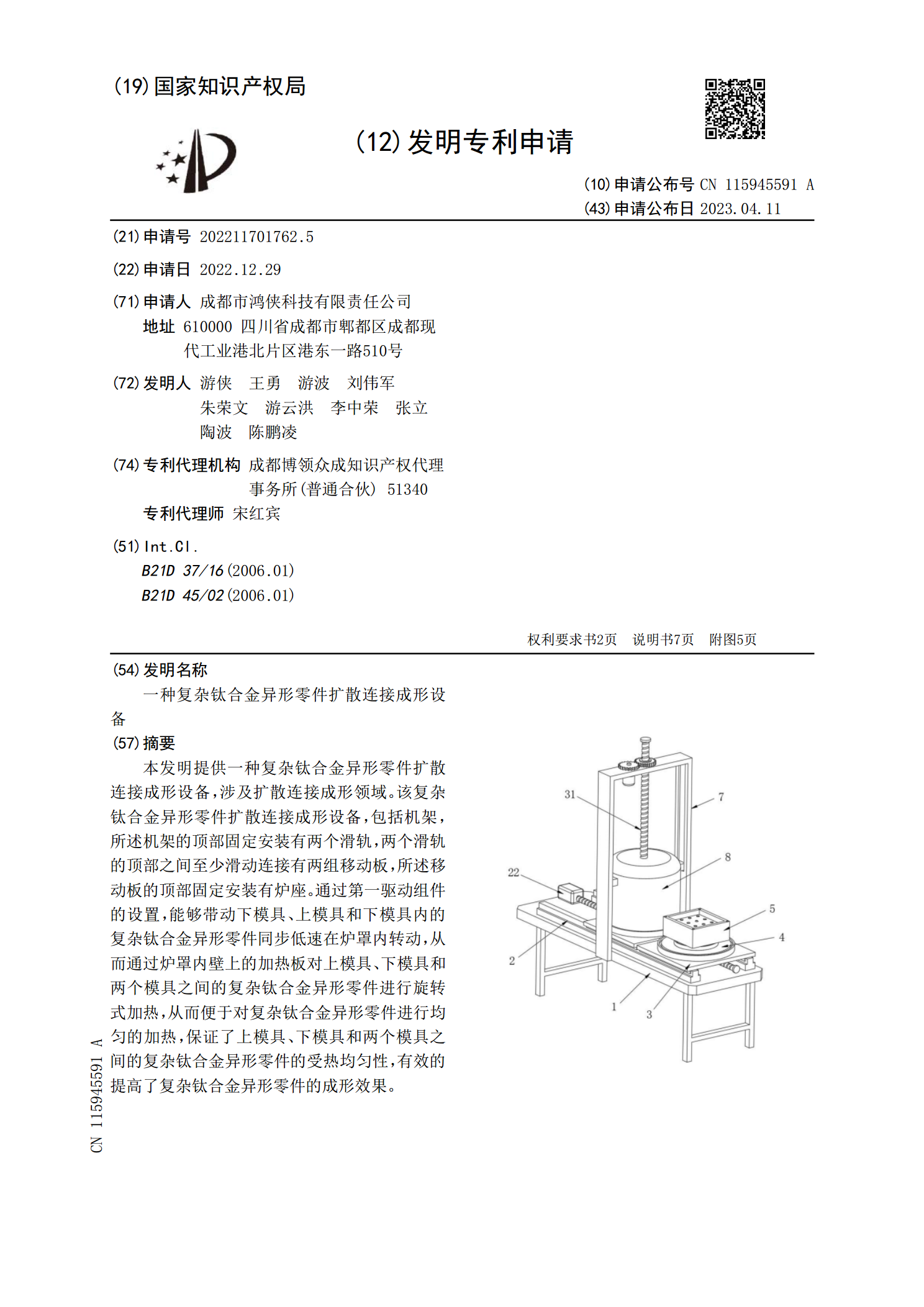
本发明提供一种复杂钛合金异形零件扩散连接成形设备,涉及扩散连接成形领域。该复杂钛合金异形零件扩散连接成形设备,包括机架,所述机架的顶部固定安装有两个滑轨,两个滑轨的顶部之间至少滑动连接有两组移动板,所述移动板的顶部固定安装有炉座。通过第一驱动组件的设置,能够带动下模具、上模具和下模具内的复杂钛合金异形零件同步低速在炉罩内转动,从而通过炉罩内壁上的加热板对上模具、下模具和两个模具之间的复杂钛合金异形零件进行旋转式加热,从而便于对复杂钛合金异形零件进行均匀的加热,保证了上模具、下模具和两个模具之间的复杂钛合金