
航空发动机钛合金钣金零件热成形.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

航空发动机钛合金钣金零件热成形.doc
航空发动机钛合金钣金零件热成形尚建勤钛合金钣金零件(简称钛合金零件)在先进航空发动机上占有相当的比重,并且呈现出结构集成度愈来愈高、结构愈来愈复杂的发展趋势,在减轻发动机重量、改善和提高性能等方面发挥着日益重要的作用。然而,新结构产生了新的工艺问题,大高径比的旋转曲面、空心气动型面和焊接结构件的成形等,这些技术问题的解决,对提高我国航空钛合金零件的成形技术和应用水平具有重要的现实意义。本文主要介绍某发动机钛合金新结构零件的热成形技术。零件结构的特点某型航空发动机的钛合金新结构零件包括整流内罩、导向叶片和外
一种钛合金曲面零件的热成形方法.pdf
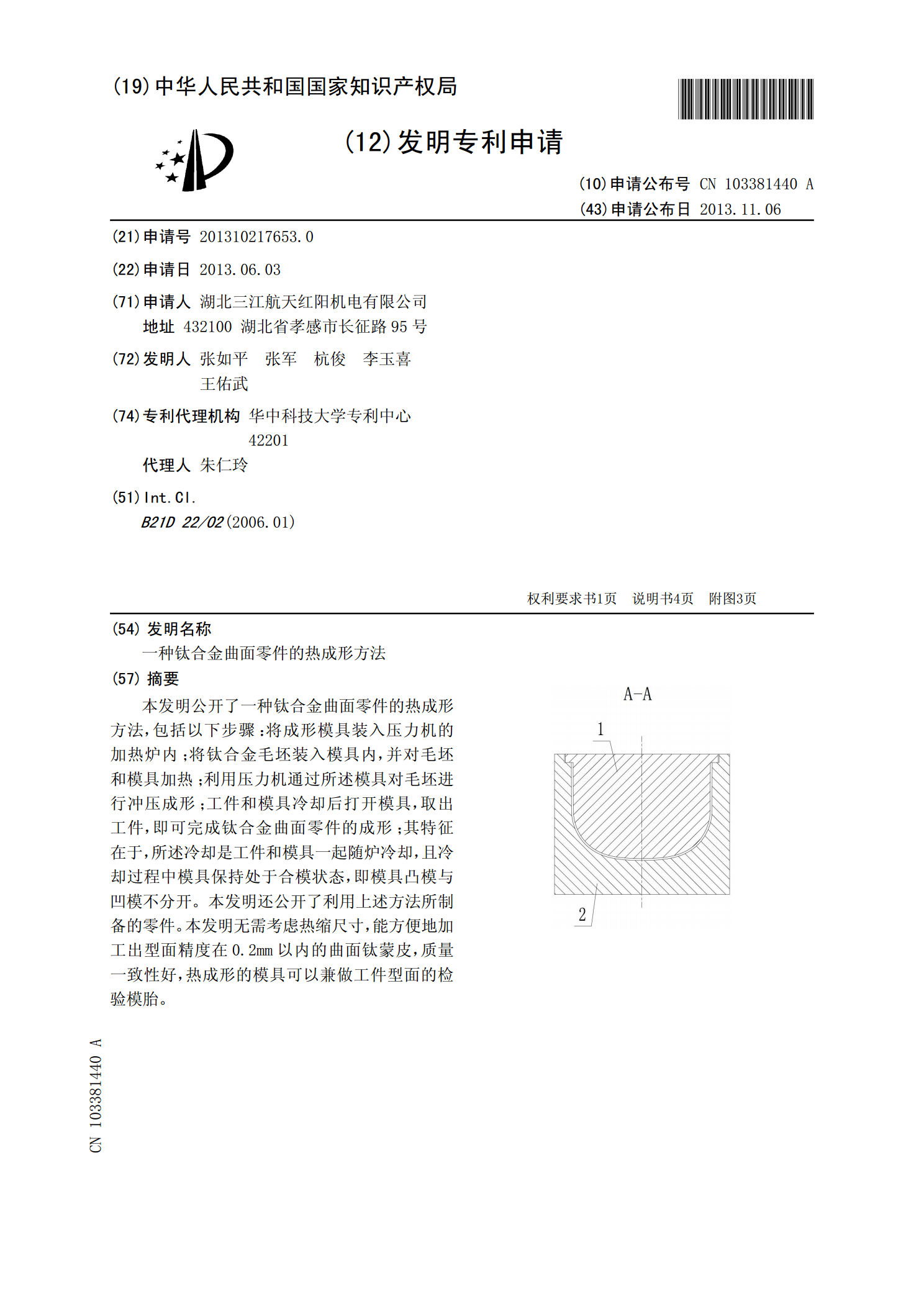
本发明公开了一种钛合金曲面零件的热成形方法,包括以下步骤:将成形模具装入压力机的加热炉内;将钛合金毛坯装入模具内,并对毛坯和模具加热;利用压力机通过所述模具对毛坯进行冲压成形;工件和模具冷却后打开模具,取出工件,即可完成钛合金曲面零件的成形;其特征在于,所述冷却是工件和模具一起随炉冷却,且冷却过程中模具保持处于合模状态,即模具凸模与凹模不分开。本发明还公开了利用上述方法所制备的零件。本发明无需考虑热缩尺寸,能方便地加工出型面精度在0.2mm以内的曲面钛蒙皮,质量一致性好,热成形的模具可以兼做工件型面的检验

热处理及热成形策略对钛合金渐进成形性能的影响研究的开题报告.docx
热处理及热成形策略对钛合金渐进成形性能的影响研究的开题报告一、选题背景钛合金具有优异的力学性能和良好的抗腐蚀性能,在高端制造领域有着广泛的应用。然而,钛合金的加工难度较大,对材料的热处理及热成形策略要求严格,其中热处理和热成形是影响钛合金渐进成形性能的主要因素之一。因此,对热处理及热成形策略对钛合金渐进成形性能的影响进行研究,对于优化钛合金渐进成形工艺,提高钛合金加工效率和增加生产效益具有重要的意义。二、研究意义近年来,钛合金的应用领域不断扩大,特别是在航空、航天、汽车等领域中的广泛应用,对钛合金加工工艺
一种环形钛合金∏型材零件成形方法.pdf
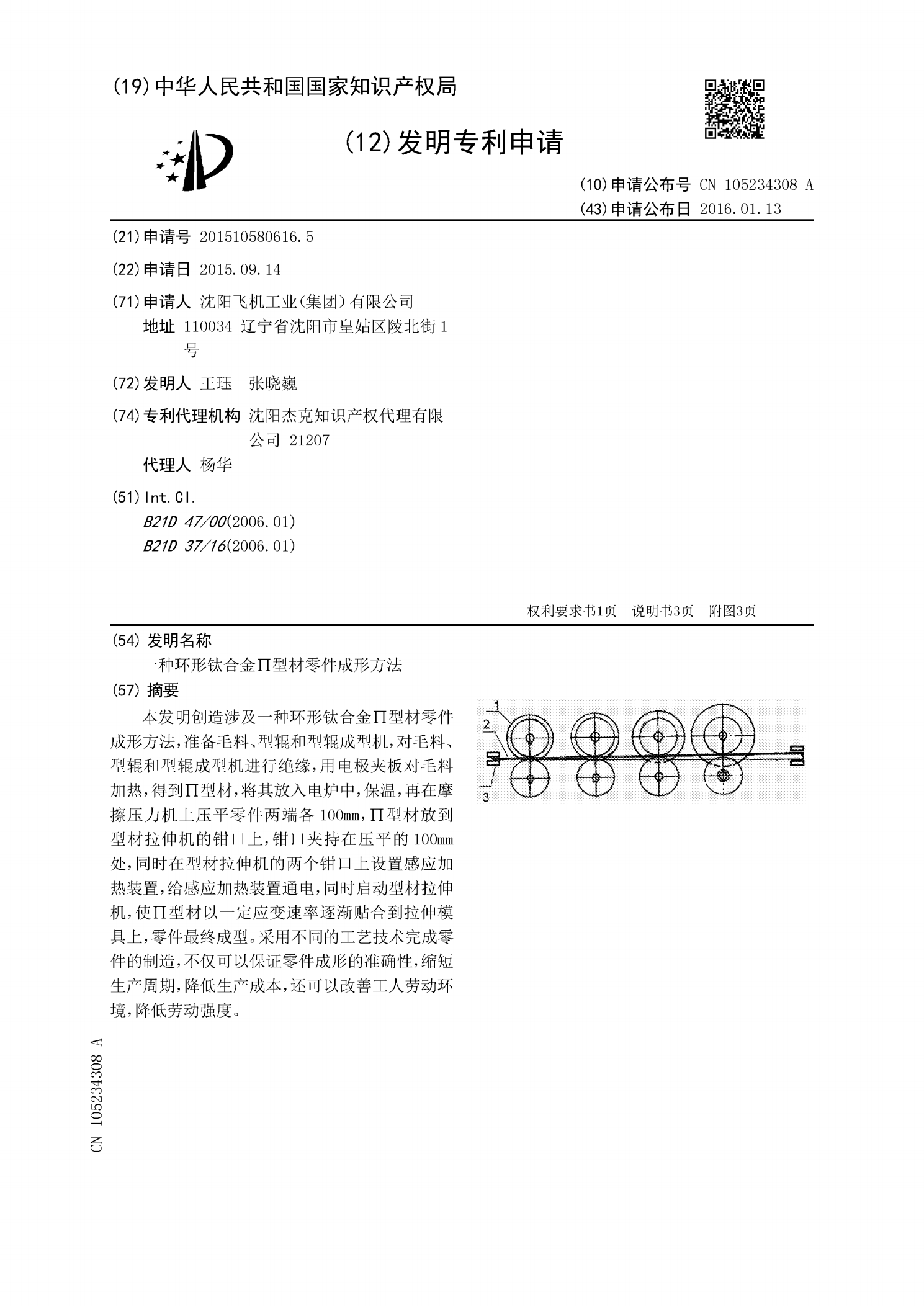
本发明创造涉及一种环形钛合金∏型材零件成形方法,准备毛料、型辊和型辊成型机,对毛料、型辊和型辊成型机进行绝缘,用电极夹板对毛料加热,得到∏型材,将其放入电炉中,保温,再在摩擦压力机上压平零件两端各100mm,∏型材放到型材拉伸机的钳口上,钳口夹持在压平的100mm处,同时在型材拉伸机的两个钳口上设置感应加热装置,给感应加热装置通电,同时启动型材拉伸机,使∏型材以一定应变速率逐渐贴合到拉伸模具上,零件最终成型。采用不同的工艺技术完成零件的制造,不仅可以保证零件成形的准确性,缩短生产周期,降低生产成本,还可以
钣金成形技术题库.pdf