
一种小直径厚壁热卷加工系统及方法.pdf

羽沫****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小直径厚壁热卷加工系统及方法.pdf
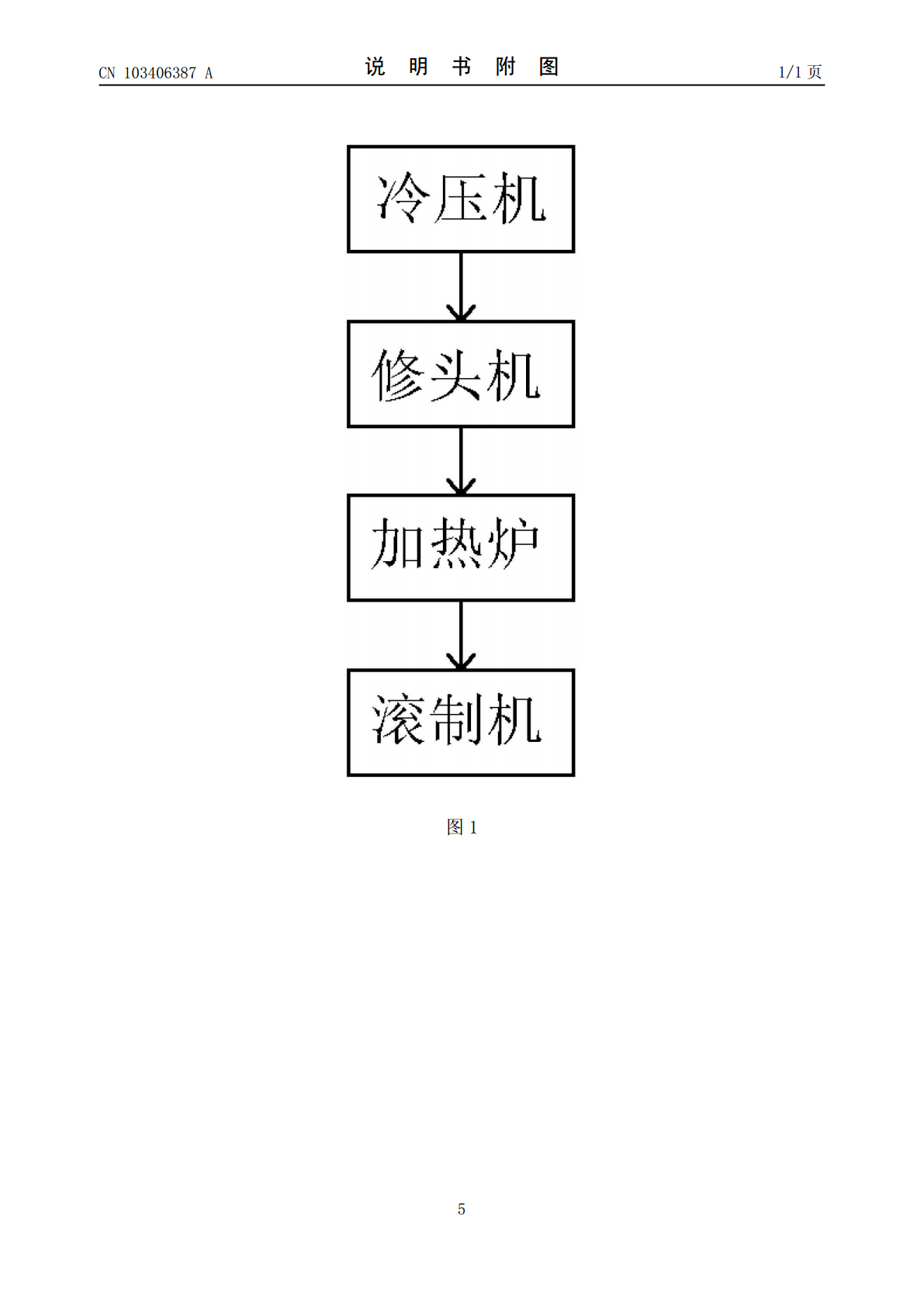
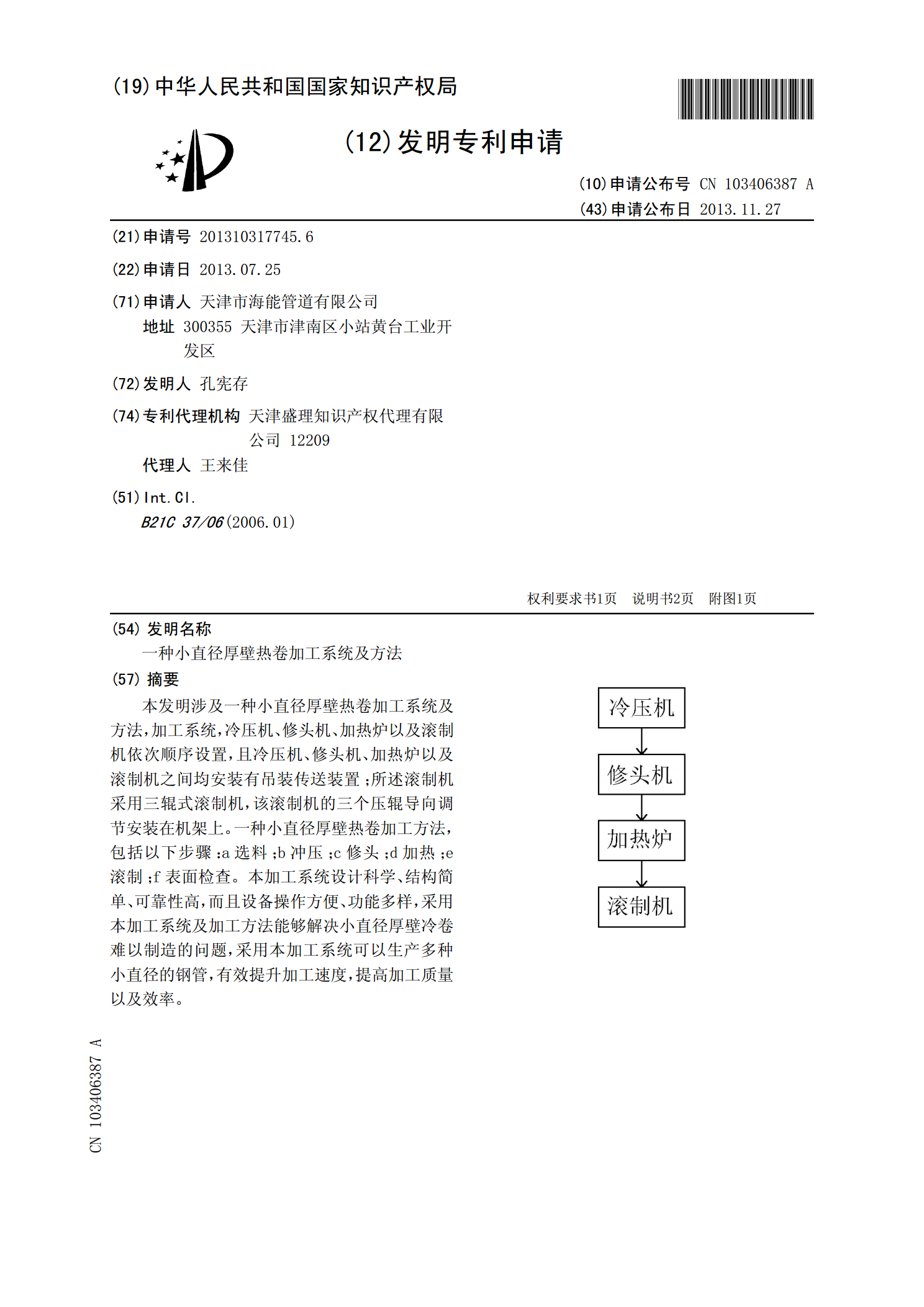
本发明涉及一种小直径厚壁热卷加工系统及方法,加工系统,冷压机、修头机、加热炉以及滚制机依次顺序设置,且冷压机、修头机、加热炉以及滚制机之间均安装有吊装传送装置;所述滚制机采用三辊式滚制机,该滚制机的三个压辊导向调节安装在机架上。一种小直径厚壁热卷加工方法,包括以下步骤:a选料;b冲压;c修头;d加热;e滚制;f表面检查。本加工系统设计科学、结构简单、可靠性高,而且设备操作方便、功能多样,采用本加工系统及加工方法能够解决小直径厚壁冷卷难以制造的问题,采用本加工系统可以生产多种小直径的钢管,有效提升加工速度,

一种小直径大壁厚圆管压制方法.pdf
一种小直径大壁厚圆管压制方法,根据圆管直径展开计算原材料钢板的尺寸,确定好下料的理论计算尺寸后在两端分别加一定长度的预留边;对下料完成的钢板沿直径展开方向按照计算压力等数据进行N等分,将长度放线的划分点连成直线,作为裁压时的基准线;对预热完成的钢板按照之前划的等分线一次进行裁压,当一边已压成半圆形状后压制另一半直到圆管直径方向展开的长度均压成圆弧状态为止;对圆管纵缝及周边地方以一定温度进行加热,消除焊接及圆管合拢口两端挤压产生的内应力;对热处理完成后的圆管焊按规范要求进行无损检测。本发明可达到保证圆管的性
小直径多台阶变壁厚圆筒的精密旋压加工方法.pdf
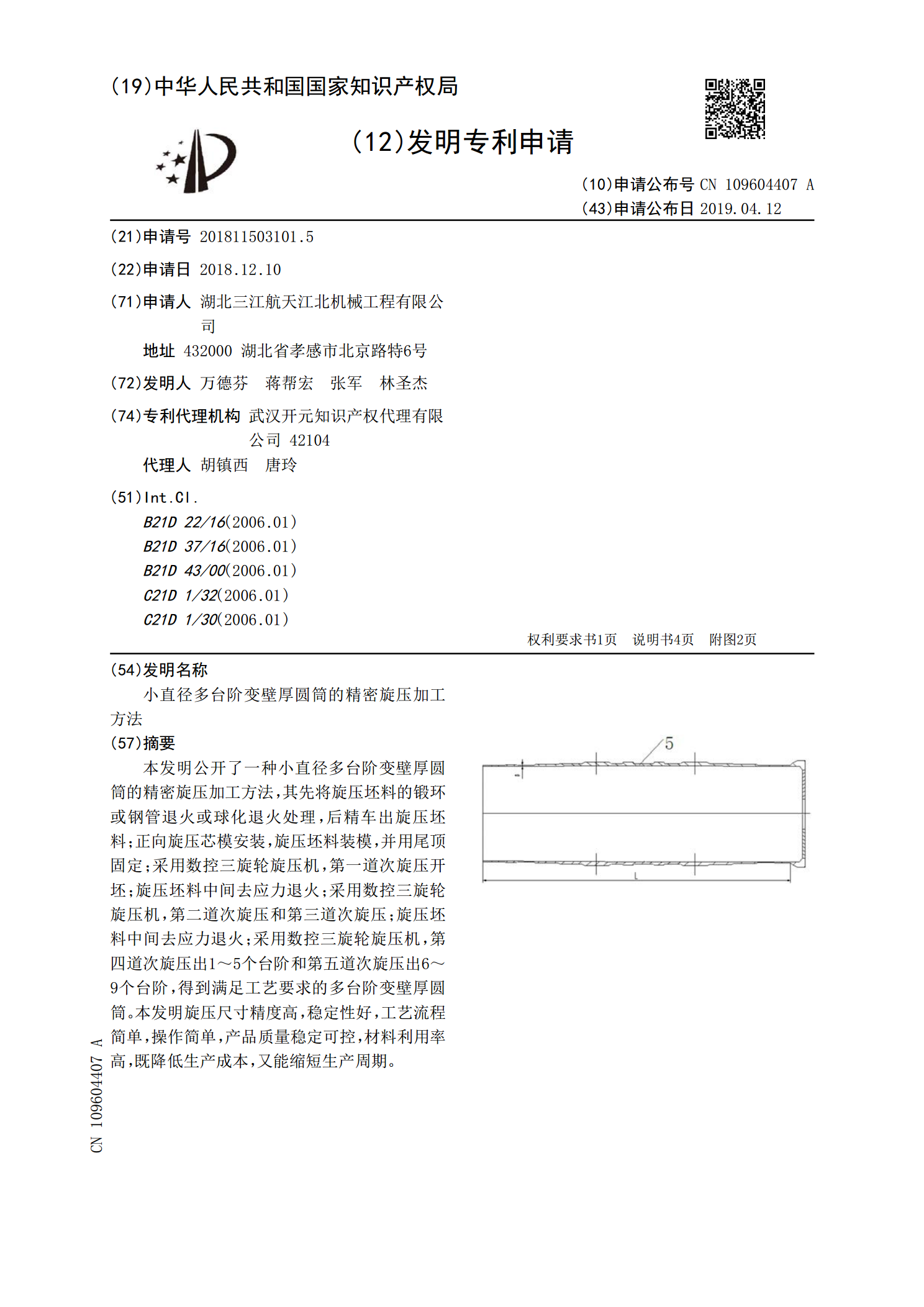
本发明公开了一种小直径多台阶变壁厚圆筒的精密旋压加工方法,其先将旋压坯料的锻环或钢管退火或球化退火处理,后精车出旋压坯料;正向旋压芯模安装,旋压坯料装模,并用尾顶固定;采用数控三旋轮旋压机,第一道次旋压开坯;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第二道次旋压和第三道次旋压;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第四道次旋压出1~5个台阶和第五道次旋压出6~9个台阶,得到满足工艺要求的多台阶变壁厚圆筒。本发明旋压尺寸精度高,稳定性好,工艺流程简单,操作简单,产品质量稳定可控,材料利用率高,既
一种大直径厚壁冶炼炉焊接加工装置及加工工艺.pdf
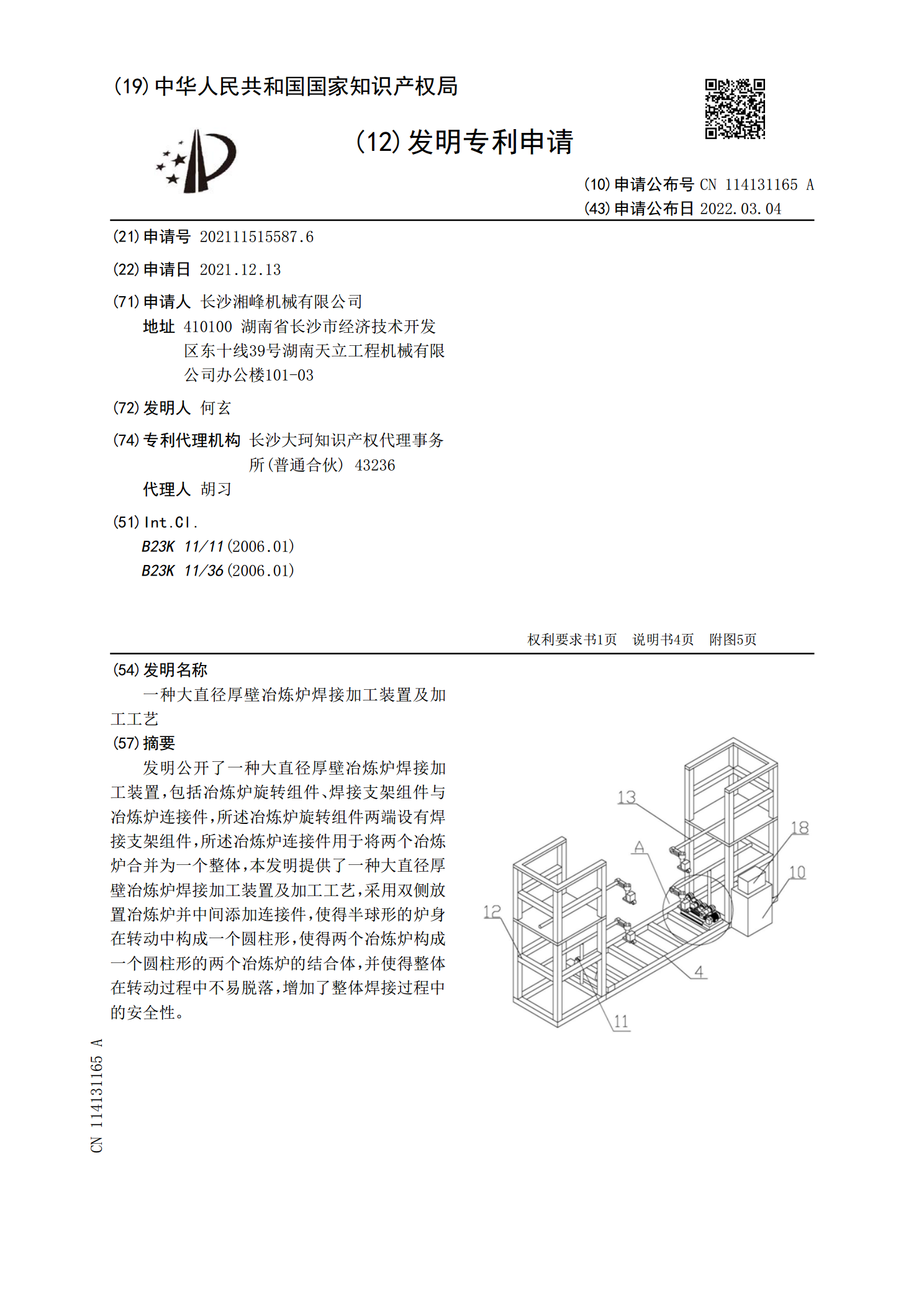
发明公开了一种大直径厚壁冶炼炉焊接加工装置,包括冶炼炉旋转组件、焊接支架组件与冶炼炉连接件,所述冶炼炉旋转组件两端设有焊接支架组件,所述冶炼炉连接件用于将两个冶炼炉合并为一个整体,本发明提供了一种大直径厚壁冶炼炉焊接加工装置及加工工艺,采用双侧放置冶炼炉并中间添加连接件,使得半球形的炉身在转动中构成一个圆柱形,使得两个冶炼炉构成一个圆柱形的两个冶炼炉的结合体,并使得整体在转动过程中不易脱落,增加了整体焊接过程中的安全性。
一种超大径厚比整体箱底等壁厚精密加工方法.pdf
本申请公开了一种超大径厚比整体箱底等壁厚精密加工方法,涉及贮箱加工领域,包括:装夹箱底,以箱底毛坯的水平基准线为基准,按照箱底的内型面理论加工量车削箱底的内型面,得到加工后内型面;装夹箱底,以加工后内型面为基准,粗车削箱底的外型面,达到车削余量后停止外型面的粗车削;对粗车削后的箱底进行热时效;采用五轴镜像铣削对热时效后的箱底的外型面进行箱底薄区和厚区的铣削。通过车削、热时效、五轴镜像铣削的特定顺序的配合,实现了对箱底的高精度加工,实现了最小壁厚1mm,加工精度±0.1mm。