
一种大直径厚壁冶炼炉焊接加工装置及加工工艺.pdf

小宏****aa


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大直径厚壁冶炼炉焊接加工装置及加工工艺.pdf
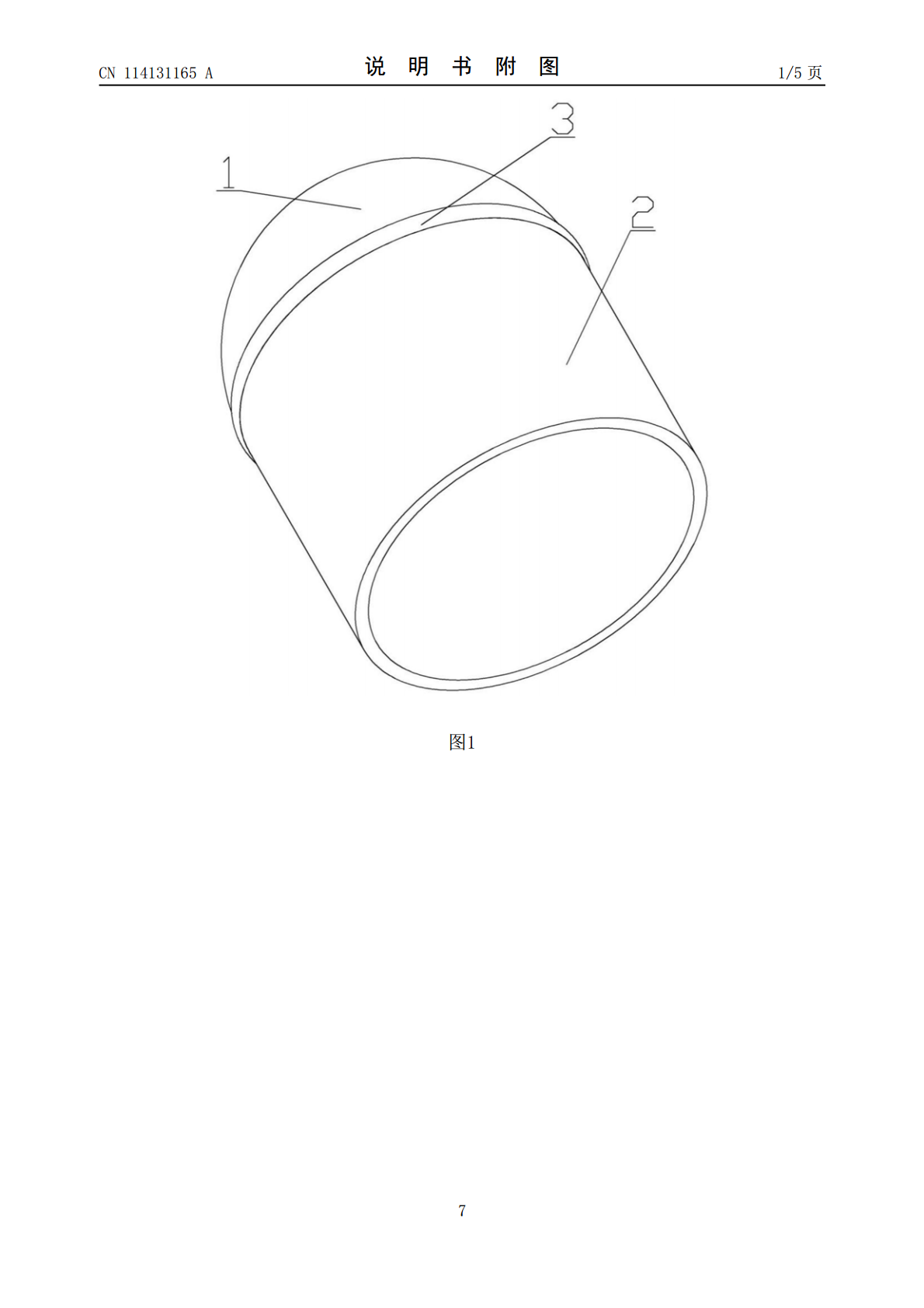
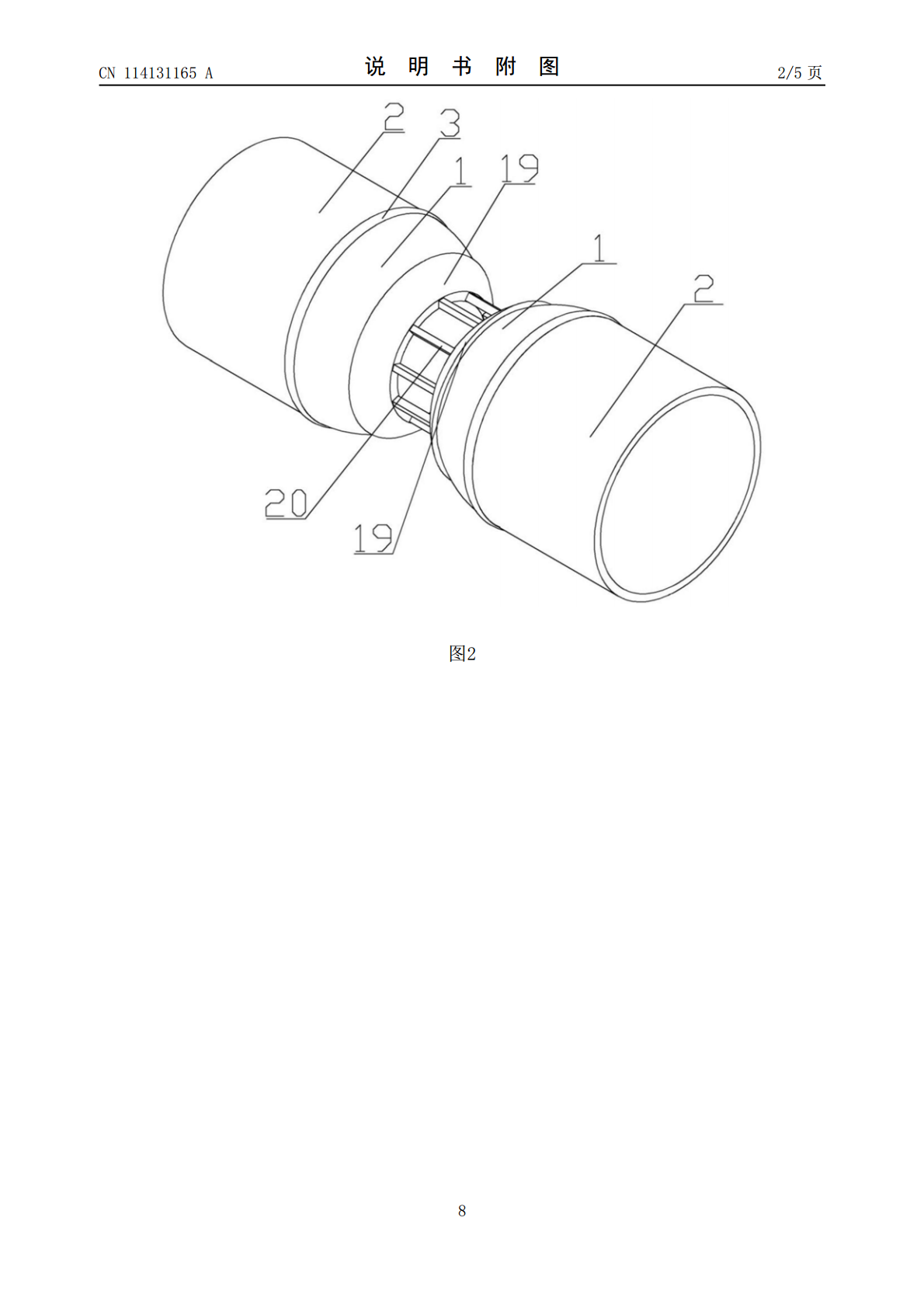
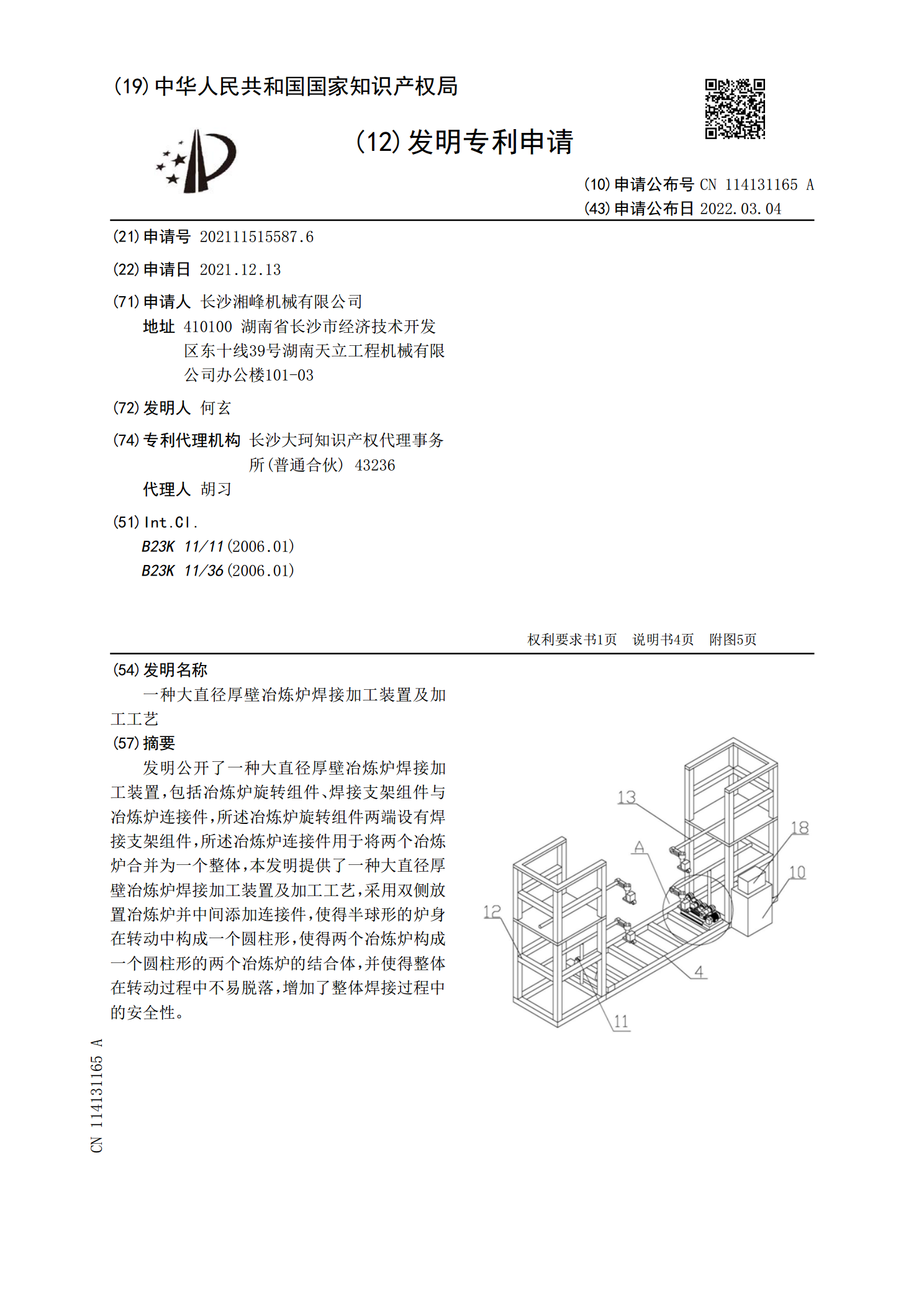
发明公开了一种大直径厚壁冶炼炉焊接加工装置,包括冶炼炉旋转组件、焊接支架组件与冶炼炉连接件,所述冶炼炉旋转组件两端设有焊接支架组件,所述冶炼炉连接件用于将两个冶炼炉合并为一个整体,本发明提供了一种大直径厚壁冶炼炉焊接加工装置及加工工艺,采用双侧放置冶炼炉并中间添加连接件,使得半球形的炉身在转动中构成一个圆柱形,使得两个冶炼炉构成一个圆柱形的两个冶炼炉的结合体,并使得整体在转动过程中不易脱落,增加了整体焊接过程中的安全性。
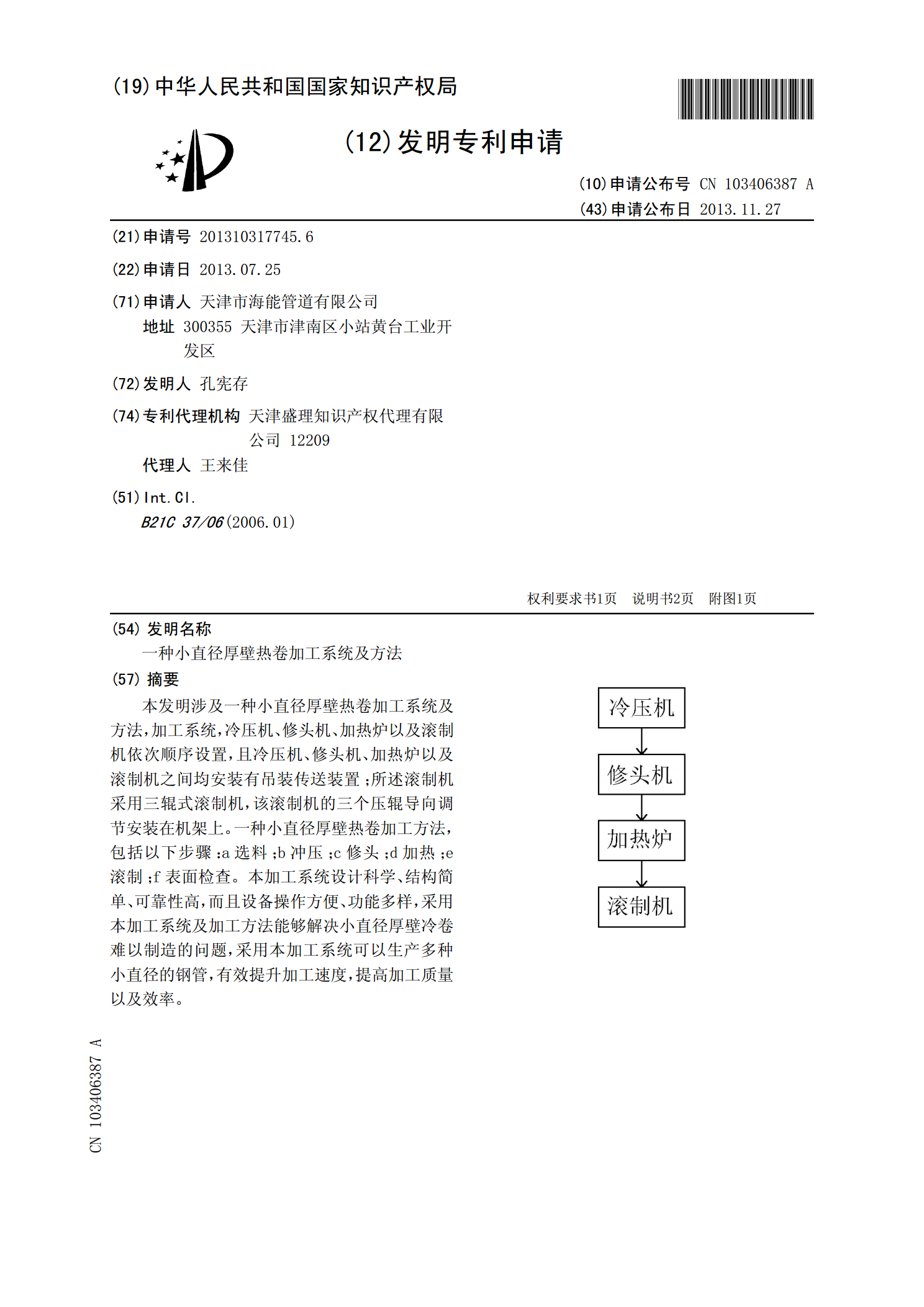
一种小直径厚壁热卷加工系统及方法.pdf
本发明涉及一种小直径厚壁热卷加工系统及方法,加工系统,冷压机、修头机、加热炉以及滚制机依次顺序设置,且冷压机、修头机、加热炉以及滚制机之间均安装有吊装传送装置;所述滚制机采用三辊式滚制机,该滚制机的三个压辊导向调节安装在机架上。一种小直径厚壁热卷加工方法,包括以下步骤:a选料;b冲压;c修头;d加热;e滚制;f表面检查。本加工系统设计科学、结构简单、可靠性高,而且设备操作方便、功能多样,采用本加工系统及加工方法能够解决小直径厚壁冷卷难以制造的问题,采用本加工系统可以生产多种小直径的钢管,有效提升加工速度,

大直径法兰的焊接加工工艺.docx
大直径法兰的焊接加工工艺大直径法兰的焊接加工工艺摘要:大直径法兰作为工业设备中常见的连接部件,其焊接加工工艺对于连接质量和设备安全具有重要影响。本文通过对大直径法兰焊接加工工艺的研究,分析了焊接前的准备工作、焊接过程中的参数控制以及焊后的质量检验等关键环节,以期为大直径法兰焊接加工提供参考。关键词:大直径法兰;焊接加工工艺;焊接参数;质量检验第一章引言随着工业领域的不断发展,大直径法兰在管道、设备和容器等领域中应用广泛。大直径法兰的连接质量直接影响着设备的安全性和可靠性,所以在焊接加工工艺中的参数控制和工

蛇腹套壁厚加工工艺.docx
蛇腹套壁厚加工工艺蛇腹套壁厚加工工艺随着工程机械、汽车、航空等行业的不断发展,高性能、高质量的液压系统需求越来越高。而蛇腹套作为液压系统中不可或缺的一部分,在液压传动中承担着非常重要的作用。为了满足不同工作条件下的液压系统需求,蛇腹套壁厚加工工艺愈发显得尤为重要。一、蛇腹套的定义及作用蛇腹套通常指的是一种波纹管套,是液压系统中重要局部的密闭管路部件。蛇腹套通常为单向流路,由于其特殊的成型结构可以增强其弹性和空间性,提高了其应力展宽能力。蛇腹套在液压系统中的主要作用是对液力缸、油箱、阀组等进行密封。二、蛇腹
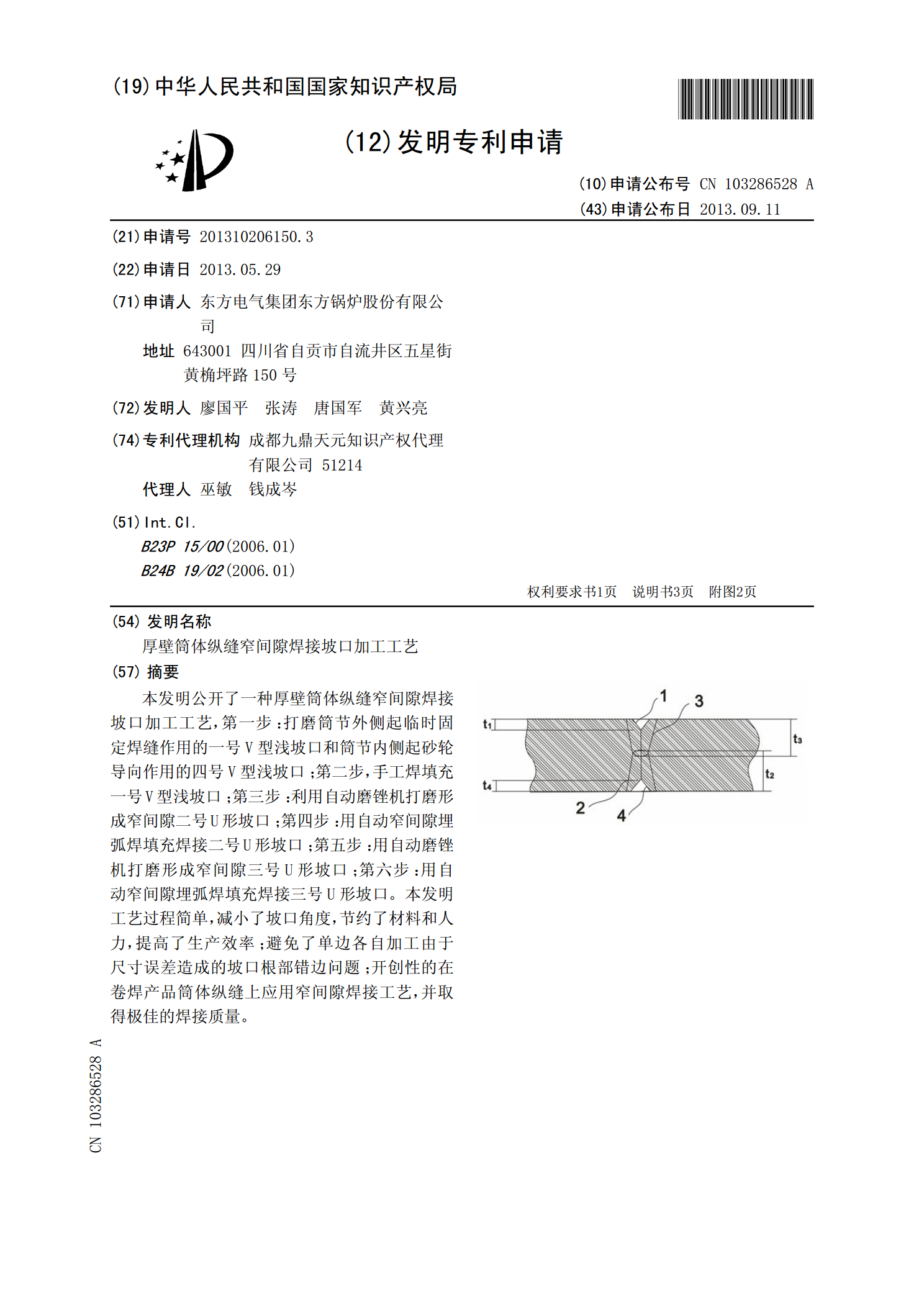
厚壁筒体纵缝窄间隙焊接坡口加工工艺.pdf
本发明公开了一种厚壁筒体纵缝窄间隙焊接坡口加工工艺,第一步:打磨筒节外侧起临时固定焊缝作用的一号V型浅坡口和筒节内侧起砂轮导向作用的四号V型浅坡口;第二步,手工焊填充一号V型浅坡口;第三步:利用自动磨锉机打磨形成窄间隙二号U形坡口;第四步:用自动窄间隙埋弧焊填充焊接二号U形坡口;第五步:用自动磨锉机打磨形成窄间隙三号U形坡口;第六步:用自动窄间隙埋弧焊填充焊接三号U形坡口。本发明工艺过程简单,减小了坡口角度,节约了材料和人力,提高了生产效率;避免了单边各自加工由于尺寸误差造成的坡口根部错边问题;开创性的在