
一种超大径厚比整体箱底等壁厚精密加工方法.pdf

雨巷****轶丽

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超大径厚比整体箱底等壁厚精密加工方法.pdf
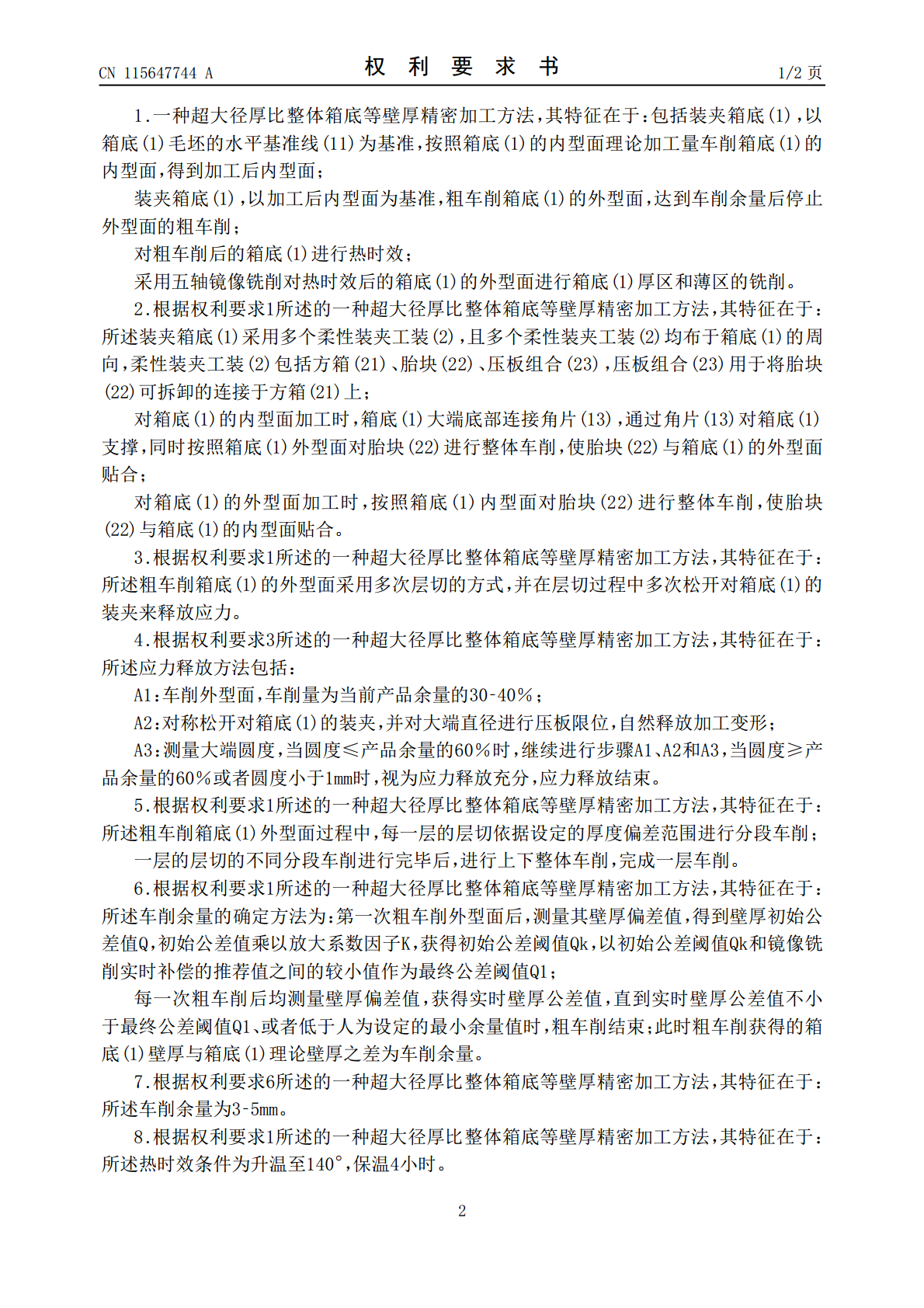
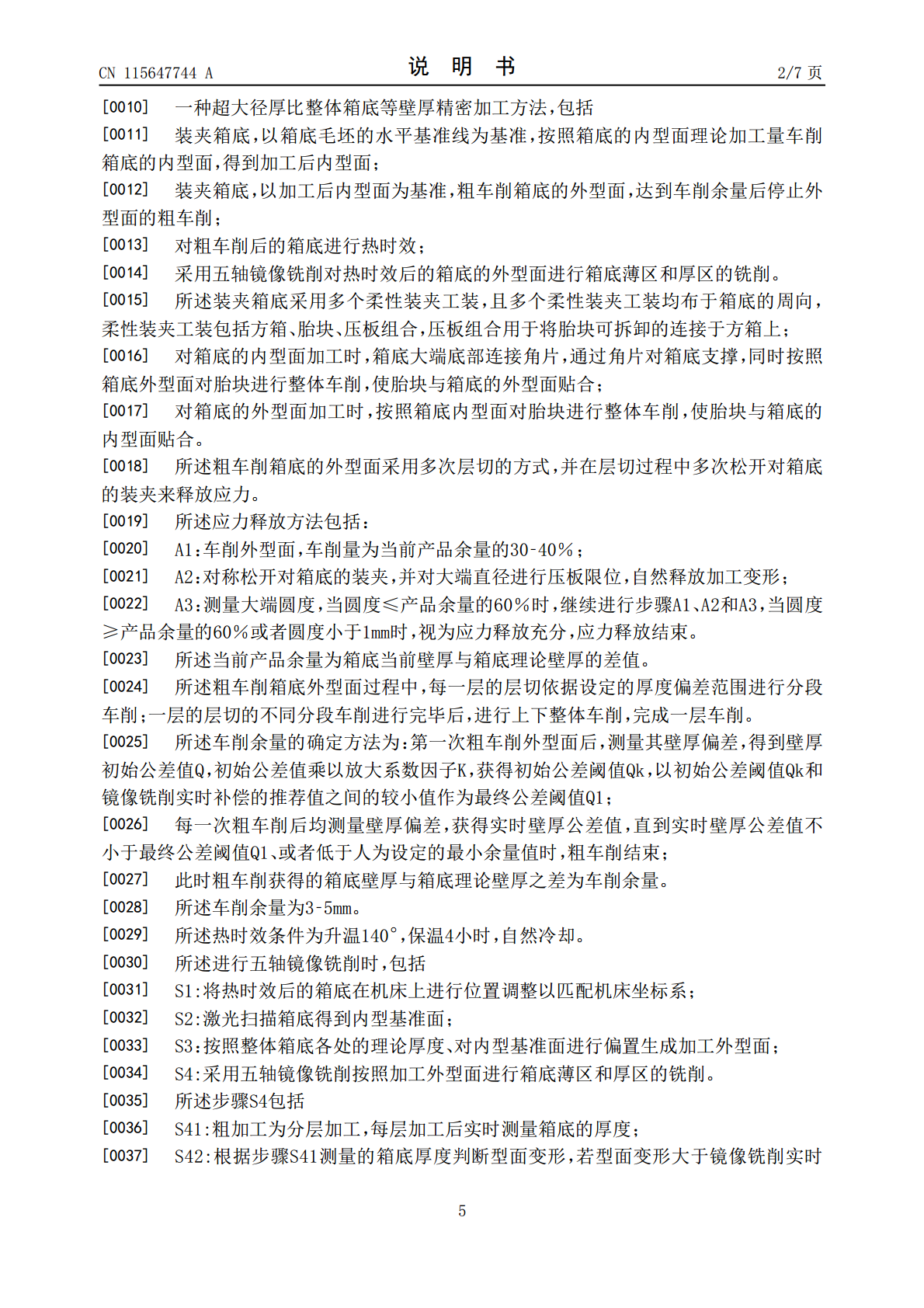
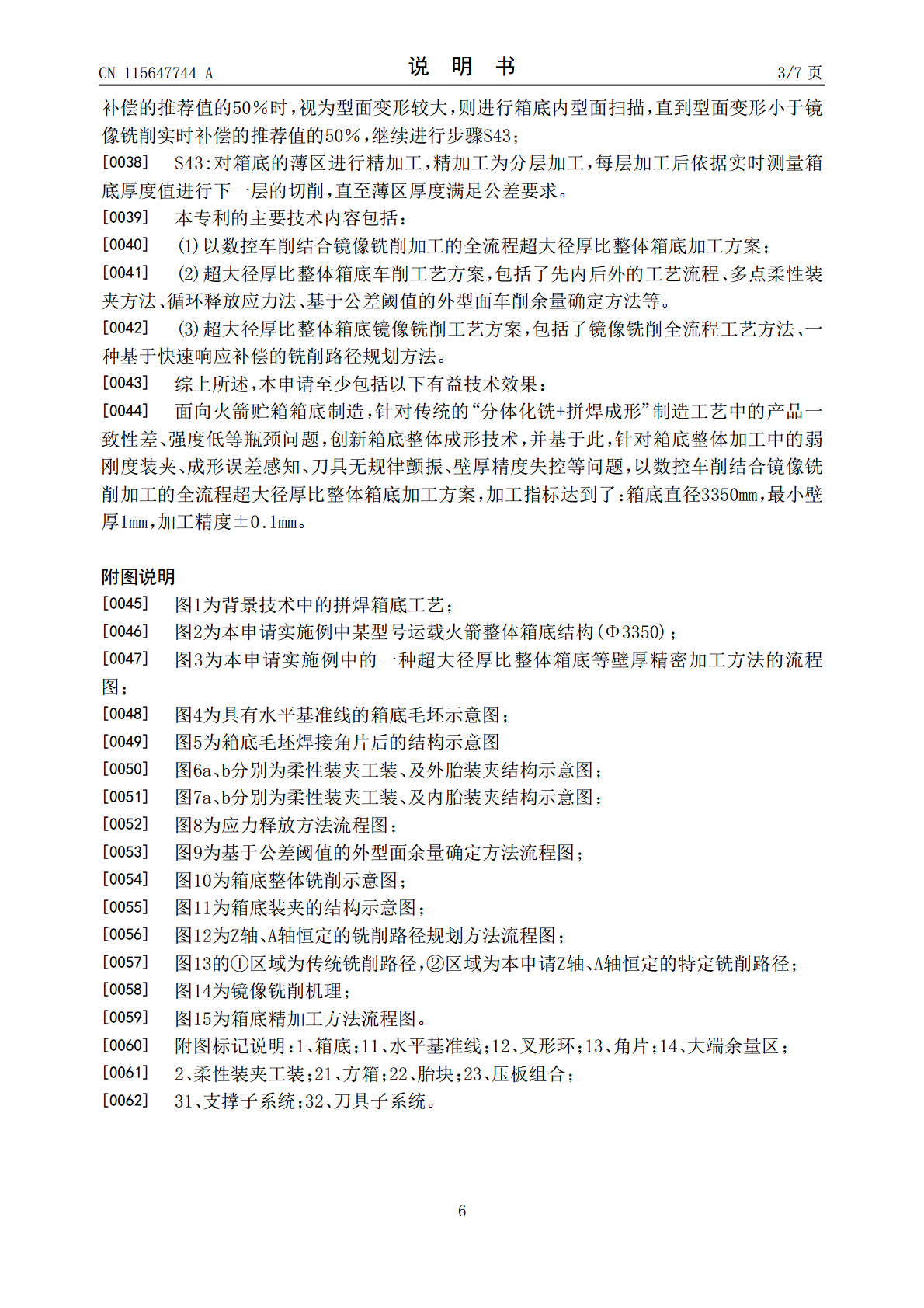
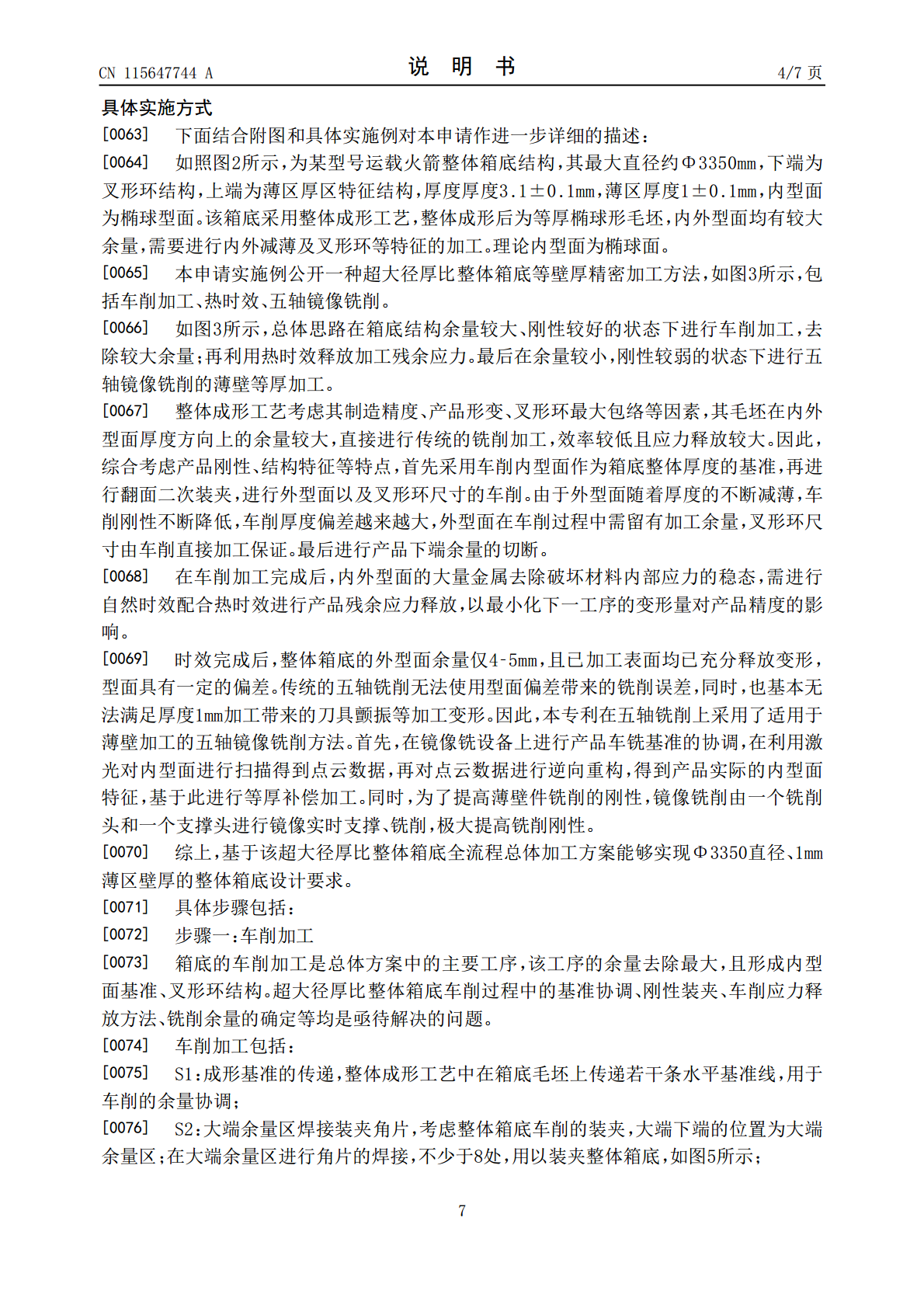
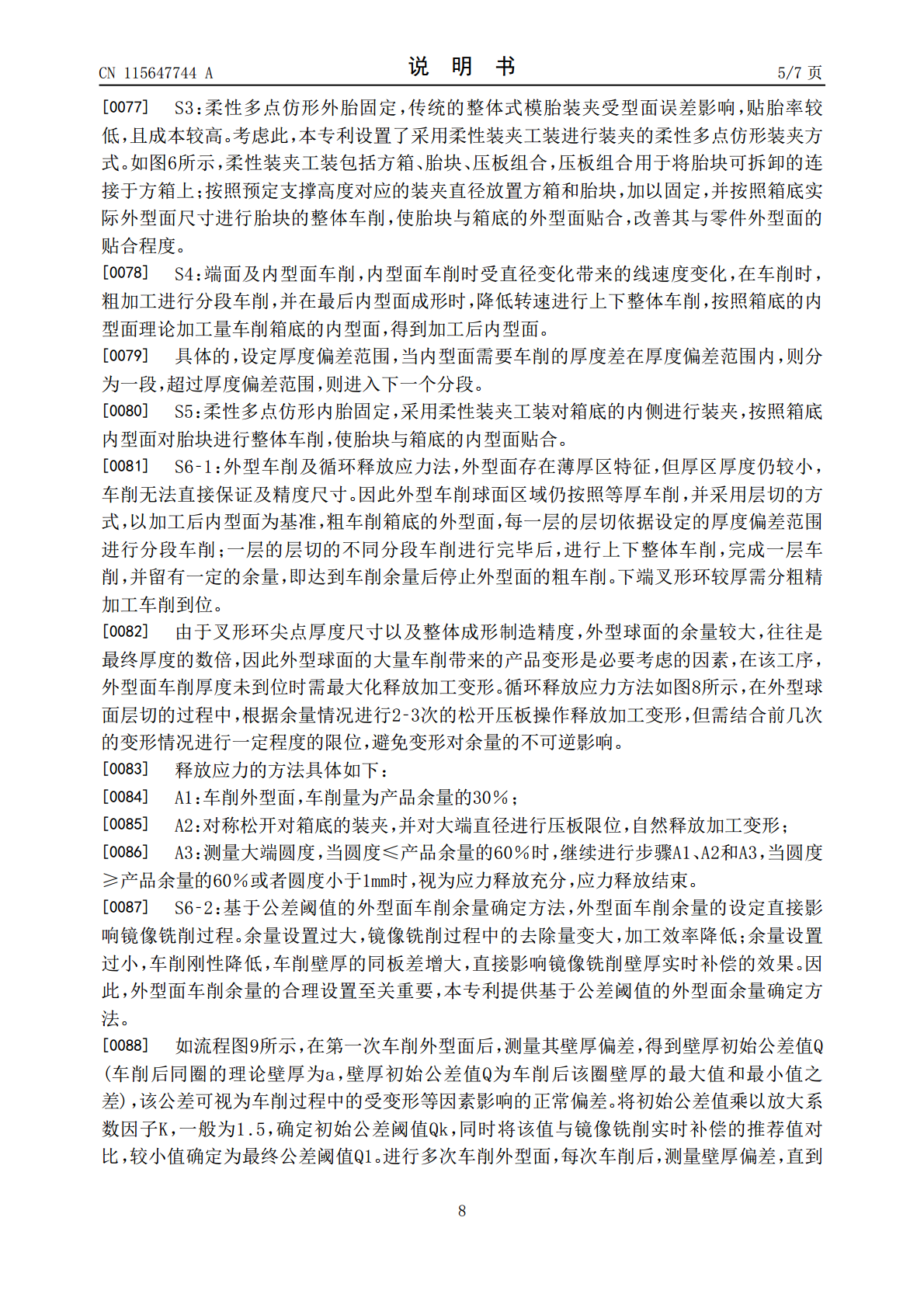
本申请公开了一种超大径厚比整体箱底等壁厚精密加工方法,涉及贮箱加工领域,包括:装夹箱底,以箱底毛坯的水平基准线为基准,按照箱底的内型面理论加工量车削箱底的内型面,得到加工后内型面;装夹箱底,以加工后内型面为基准,粗车削箱底的外型面,达到车削余量后停止外型面的粗车削;对粗车削后的箱底进行热时效;采用五轴镜像铣削对热时效后的箱底的外型面进行箱底薄区和厚区的铣削。通过车削、热时效、五轴镜像铣削的特定顺序的配合,实现了对箱底的高精度加工,实现了最小壁厚1mm,加工精度±0.1mm。
小直径多台阶变壁厚圆筒的精密旋压加工方法.pdf
本发明公开了一种小直径多台阶变壁厚圆筒的精密旋压加工方法,其先将旋压坯料的锻环或钢管退火或球化退火处理,后精车出旋压坯料;正向旋压芯模安装,旋压坯料装模,并用尾顶固定;采用数控三旋轮旋压机,第一道次旋压开坯;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第二道次旋压和第三道次旋压;旋压坯料中间去应力退火;采用数控三旋轮旋压机,第四道次旋压出1~5个台阶和第五道次旋压出6~9个台阶,得到满足工艺要求的多台阶变壁厚圆筒。本发明旋压尺寸精度高,稳定性好,工艺流程简单,操作简单,产品质量稳定可控,材料利用率高,既
等径等壁厚管件的热推弯生产方法.pdf
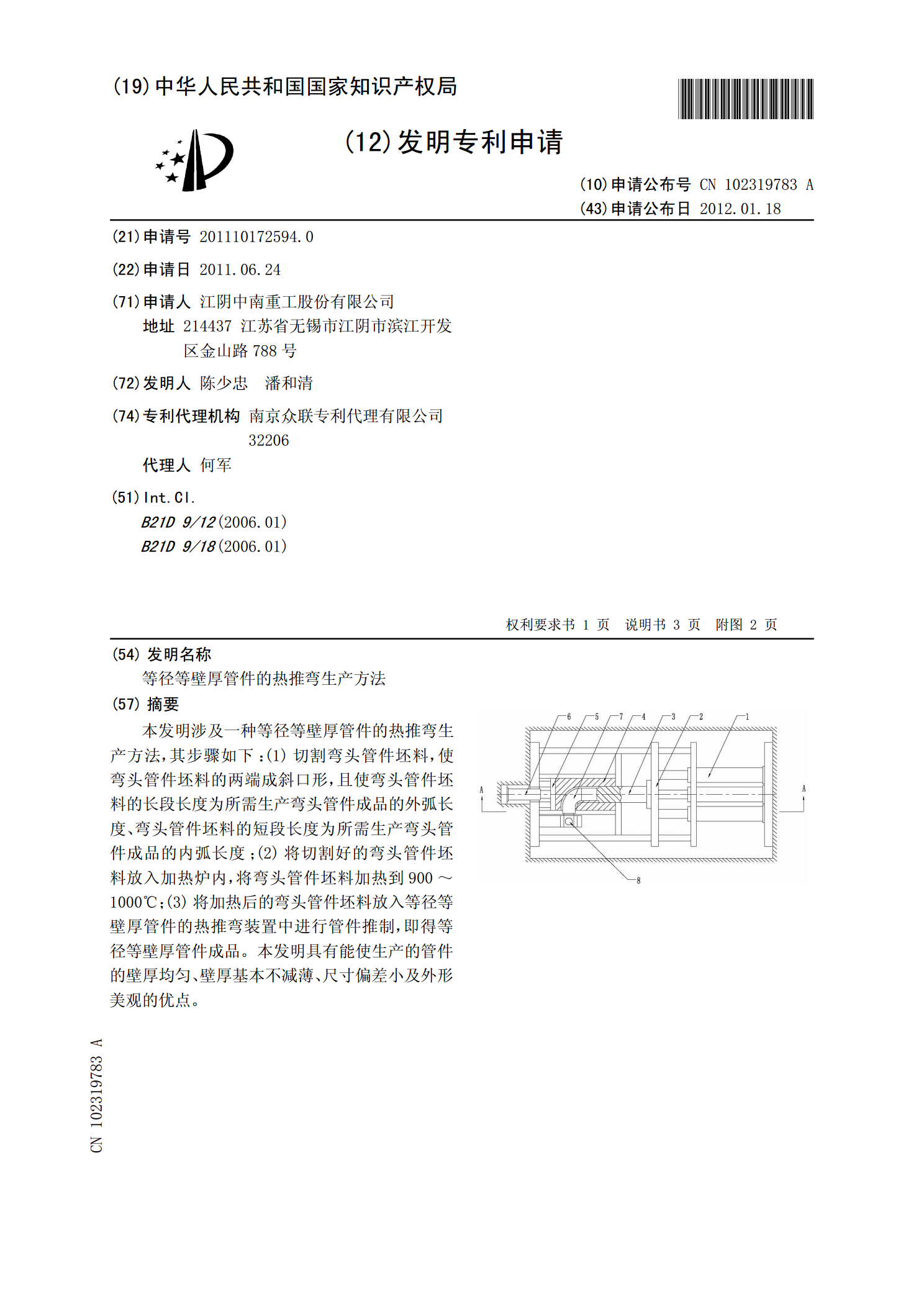
本发明涉及一种等径等壁厚管件的热推弯生产方法,其步骤如下:(1)切割弯头管件坯料,使弯头管件坯料的两端成斜口形,且使弯头管件坯料的长段长度为所需生产弯头管件成品的外弧长度、弯头管件坯料的短段长度为所需生产弯头管件成品的内弧长度;(2)将切割好的弯头管件坯料放入加热炉内,将弯头管件坯料加热到900~1000℃;(3)将加热后的弯头管件坯料放入等径等壁厚管件的热推弯装置中进行管件推制,即得等径等壁厚管件成品。本发明具有能使生产的管件的壁厚均匀、壁厚基本不减薄、尺寸偏差小及外形美观的优点。
大壁厚、小管径管件的焊接方法.pdf
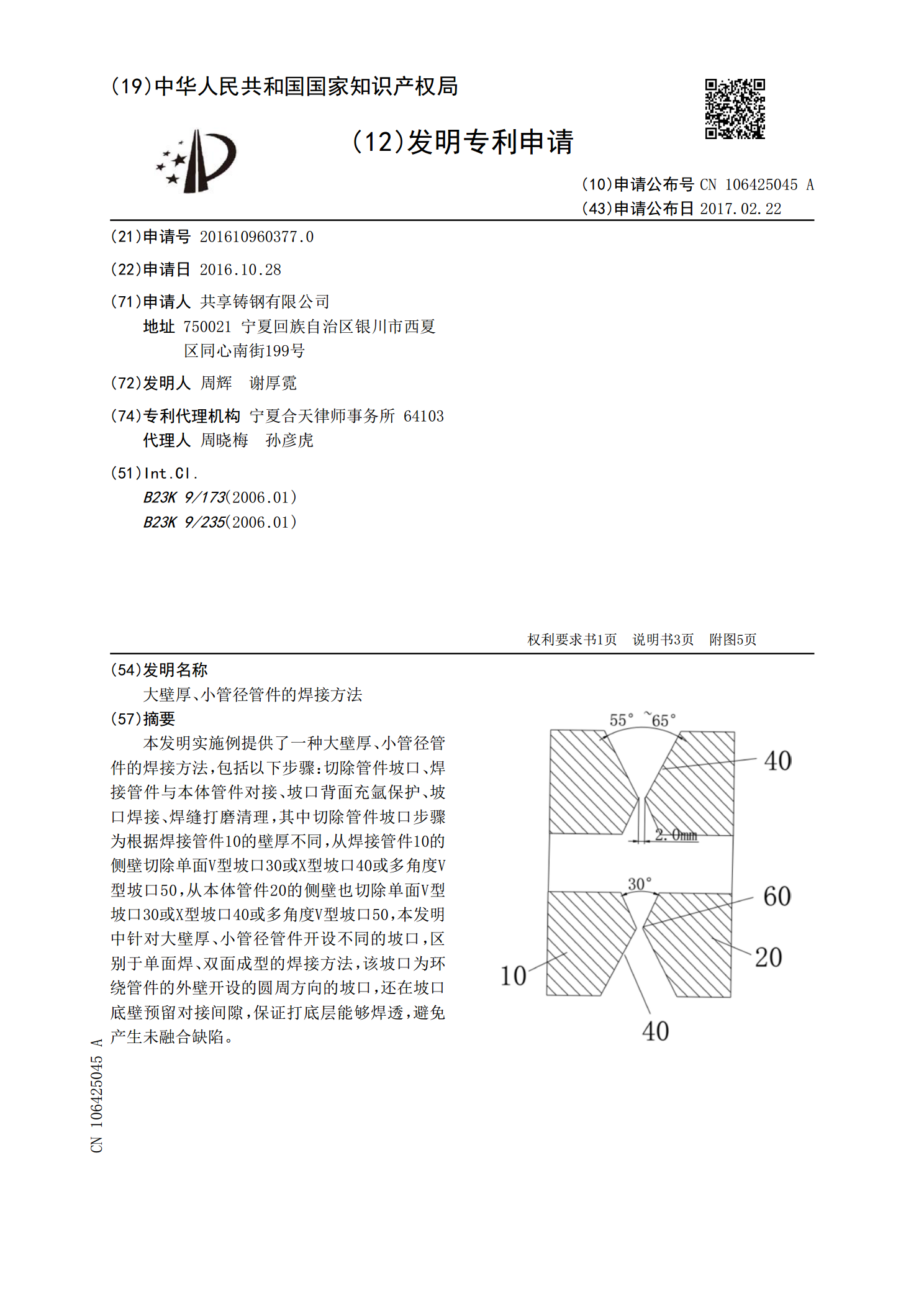
本发明实施例提供了一种大壁厚、小管径管件的焊接方法,包括以下步骤:切除管件坡口、焊接管件与本体管件对接、坡口背面充氩保护、坡口焊接、焊缝打磨清理,其中切除管件坡口步骤为根据焊接管件10的壁厚不同,从焊接管件10的侧壁切除单面V型坡口30或X型坡口40或多角度V型坡口50,从本体管件20的侧壁也切除单面V型坡口30或X型坡口40或多角度V型坡口50,本发明中针对大壁厚、小管径管件开设不同的坡口,区别于单面焊、双面成型的焊接方法,该坡口为环绕管件的外壁开设的圆周方向的坡口,还在坡口底壁预留对接间隙,保证打底层

超大厚壁法兰锻件成形工艺的研发.docx
超大厚壁法兰锻件成形工艺的研发超大厚壁法兰锻件成形工艺的研发摘要:超大厚壁法兰锻件作为一种重要的设备零件,需满足高强度、高耐磨、高可靠性和高经济性等要求。本文首先分析了超大厚壁法兰锻件的特点和应用领域,然后对现有的成形工艺进行了综述,发现了存在的问题和不足之处。针对这些问题,作者通过理论研究和实验探索,提出了一种新的成形工艺,并进行了工艺参数优化以实现最佳成形效果。最后,文章总结了超大厚壁法兰锻件成形工艺研发的意义和未来的研究方向。关键词:超大厚壁法兰锻件;成形工艺;优化;研发;工艺参数一、引言超大厚壁法