
一种高性能农具及作业工具用扁钢及其加工方法.pdf

羽沫****魔王

1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高性能农具及作业工具用扁钢及其加工方法.pdf
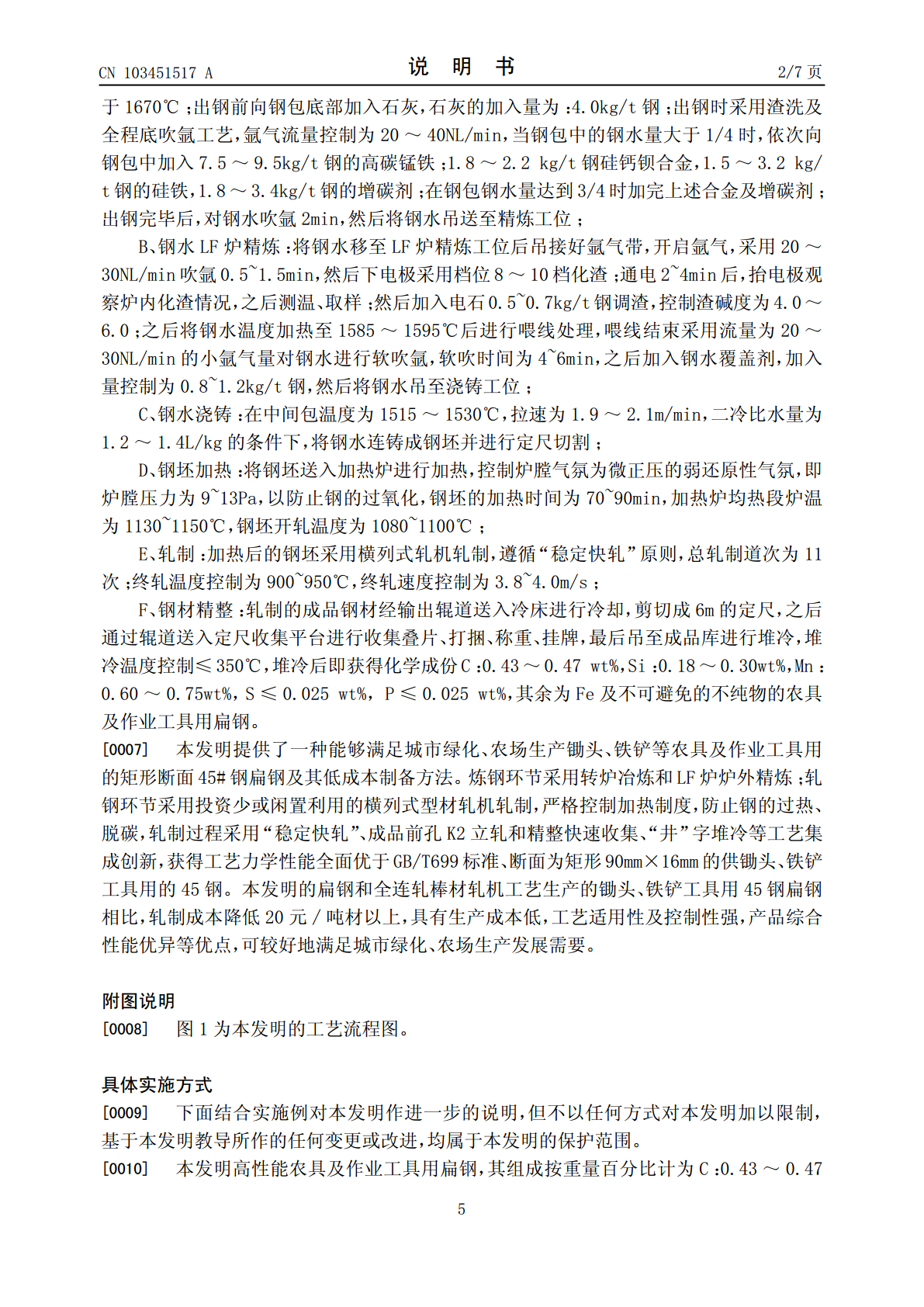
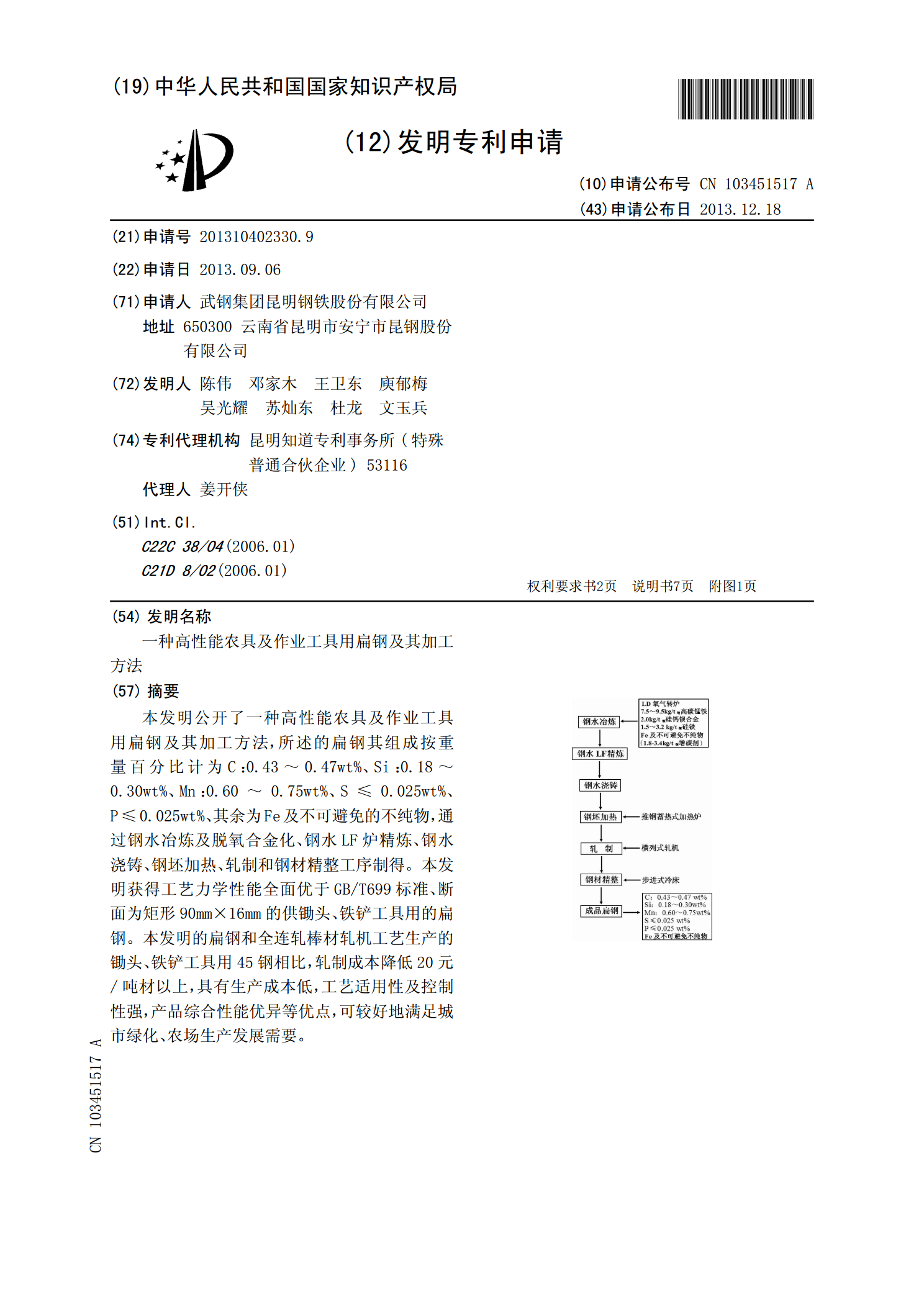
本发明公开了一种高性能农具及作业工具用扁钢及其加工方法,所述的扁钢其组成按重量百分比计为C:0.43~0.47wt%、Si:0.18~0.30wt%、Mn:0.60~0.75wt%、S≤0.025wt%、P≤0.025wt%、其余为Fe及不可避免的不纯物,通过钢水冶炼及脱氧合金化、钢水LF炉精炼、钢水浇铸、钢坯加热、轧制和钢材精整工序制得。本发明获得工艺力学性能全面优于GB/T699标准、断面为矩形90mm×16mm的供锄头、铁铲工具用的扁钢。本发明的扁钢和全连轧棒材轧机工艺生产的锄头、铁铲工具用45钢相

一种加工工具及其制造方法.pdf
本发明公开了一种包含碳纳米结构的加工工具及其制造方法,以及一种在磨粒和/或结合剂中包含碳纳米结构的磨削工具。利用碳纳米管超常的机械性能,将碳纳米管作为加工工具如砂轮中的磨粒或加工元素。碳纳米管的成本对比金刚石较低。这种方法产生一类新型加工工具。实验研究结果表明证实此种新型加工工具的能力和效果更好。利用碳纳米管良好的热导能力,将碳纳米管作为填充或结合材料加入加工工具的结合剂中。碳纳米管成本较低,传热效果比金刚石还要好。这样可增强加工工具加工时散发热量能力,而得到更好的加工结果。这种方法产生一类新型加工工具结

一种加工工具及其制造方法.pdf
本发明公开了一种包含碳纳米结构的加工工具及其制造方法,以及一种在磨粒和/或结合剂中包含碳纳米结构的磨削工具。利用碳纳米管超常的机械性能,将碳纳米管作为加工工具如砂轮中的磨粒或加工元素。碳纳米管的成本对比金刚石较低。这种方法产生一类新型加工工具。实验研究结果表明证实此种新型加工工具的能力和效果更好。利用碳纳米管良好的热导能力,将碳纳米管作为填充或结合材料加入加工工具的结合剂中。碳纳米管成本较低,传热效果比金刚石还要好。这样可增强加工工具加工时散发热量能力,而得到更好的加工结果。这种方法产生一类新型加工工具结
一种精细光亮的扁钢加工方法.pdf
本发明公开了一种精细光亮的扁钢加工方法,该加工方法,包括以下步骤:A1选材裁剪,选取钢材棒料并根据所需尺寸对棒料裁剪,形成加工胚料;B1热轧,将胚料充分加热并进行热轧,将其热轧成扁管料材;C1去氧化皮;D1退火处理,将去除氧化层的扁管料材置于退火炉内,并向退火炉内充入氩气气流,形成扁管预产品;E1冷却,将扁管预产品冷却至室温温度,对扁钢预产品再次去氧化皮;F1,重复步骤D1和E1两次;G1,将产品拉拔至所需的长度并进行矫直,得到扁钢产品。该方法中采用多次去氧化皮及退火处理,在后续的处理中,可有效避免其钢料

一种高性能挺柱及其加工方法.pdf
本发明公开了一种高性能挺柱及其加工方法,由以下步骤组成:制备毛坯;预处理:将毛坯件进行淬火和高温回火处理,并将其运出回火炉通过自然空气冷却至室温;电解处理:将预处理件放置到电解液中作为电解的阳极,且将铅板或铜板放置到酸性电解液中作为电解的阴极,在电场的作用下,表面在水电解产生的氧离子的氧化作用下形成一层氧化膜层;后处理:将步骤三中处理后的原料进行清洗,并通过烘干设备对其进行烘干处理,本发明涉及挺柱加工技术领域。该高性能挺柱及其加工方法,达到了高性能的效果,表层不易出现疏松的情况,耐磨性、接触疲劳强度等机械