
一种精细光亮的扁钢加工方法.pdf

骊蓉****23

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精细光亮的扁钢加工方法.pdf
本发明公开了一种精细光亮的扁钢加工方法,该加工方法,包括以下步骤:A1选材裁剪,选取钢材棒料并根据所需尺寸对棒料裁剪,形成加工胚料;B1热轧,将胚料充分加热并进行热轧,将其热轧成扁管料材;C1去氧化皮;D1退火处理,将去除氧化层的扁管料材置于退火炉内,并向退火炉内充入氩气气流,形成扁管预产品;E1冷却,将扁管预产品冷却至室温温度,对扁钢预产品再次去氧化皮;F1,重复步骤D1和E1两次;G1,将产品拉拔至所需的长度并进行矫直,得到扁钢产品。该方法中采用多次去氧化皮及退火处理,在后续的处理中,可有效避免其钢料
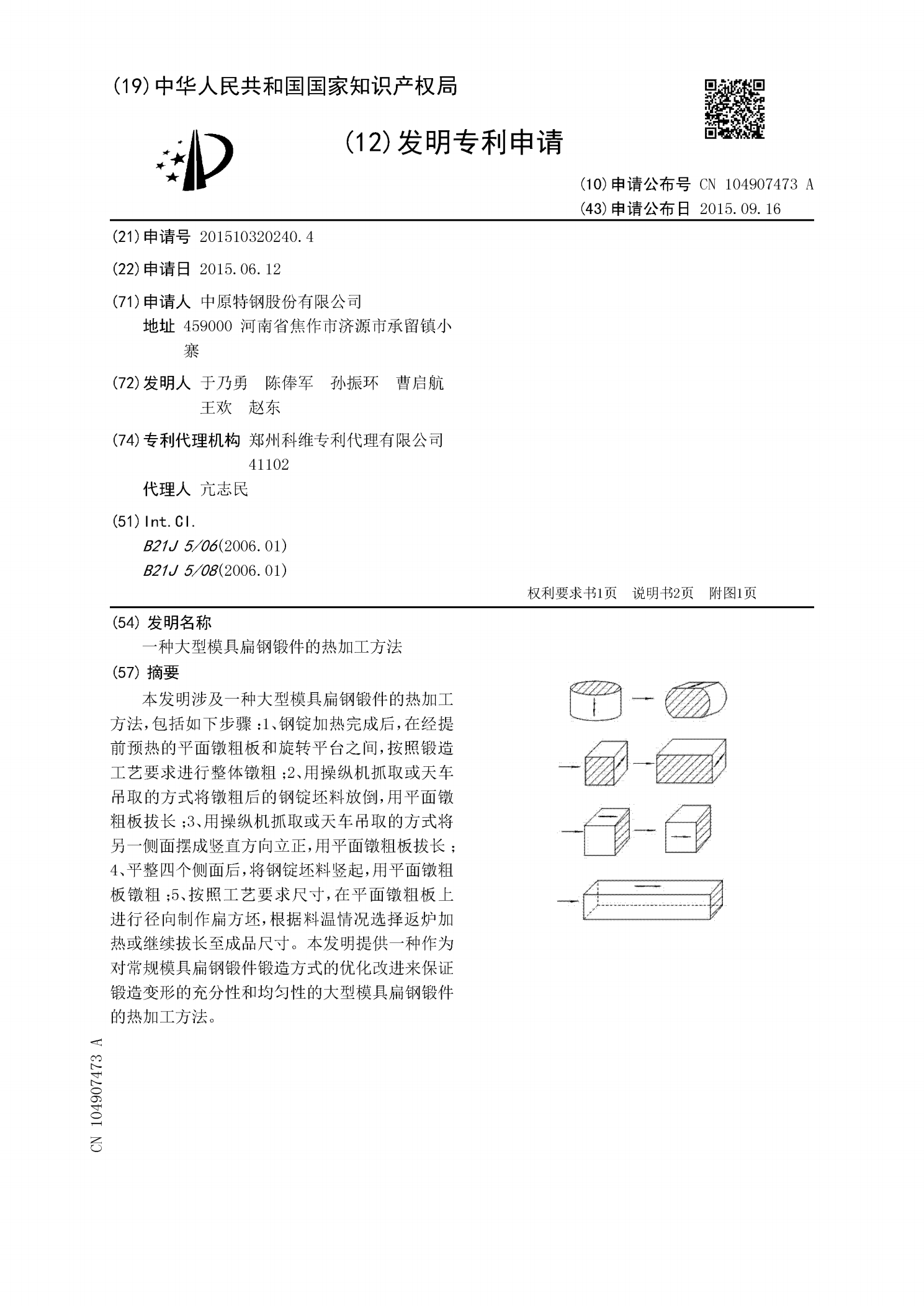
一种大型模具扁钢锻件的热加工方法.pdf
本发明涉及一种大型模具扁钢锻件的热加工方法,包括如下步骤:1、钢锭加热完成后,在经提前预热的平面镦粗板和旋转平台之间,按照锻造工艺要求进行整体镦粗;2、用操纵机抓取或天车吊取的方式将镦粗后的钢锭坯料放倒,用平面镦粗板拔长;3、用操纵机抓取或天车吊取的方式将另一侧面摆成竖直方向立正,用平面镦粗板拔长;4、平整四个侧面后,将钢锭坯料竖起,用平面镦粗板镦粗;5、按照工艺要求尺寸,在平面镦粗板上进行径向制作扁方坯,根据料温情况选择返炉加热或继续拔长至成品尺寸。本发明提供一种作为对常规模具扁钢锻件锻造方式的优化改进
一种高性能农具及作业工具用扁钢及其加工方法.pdf
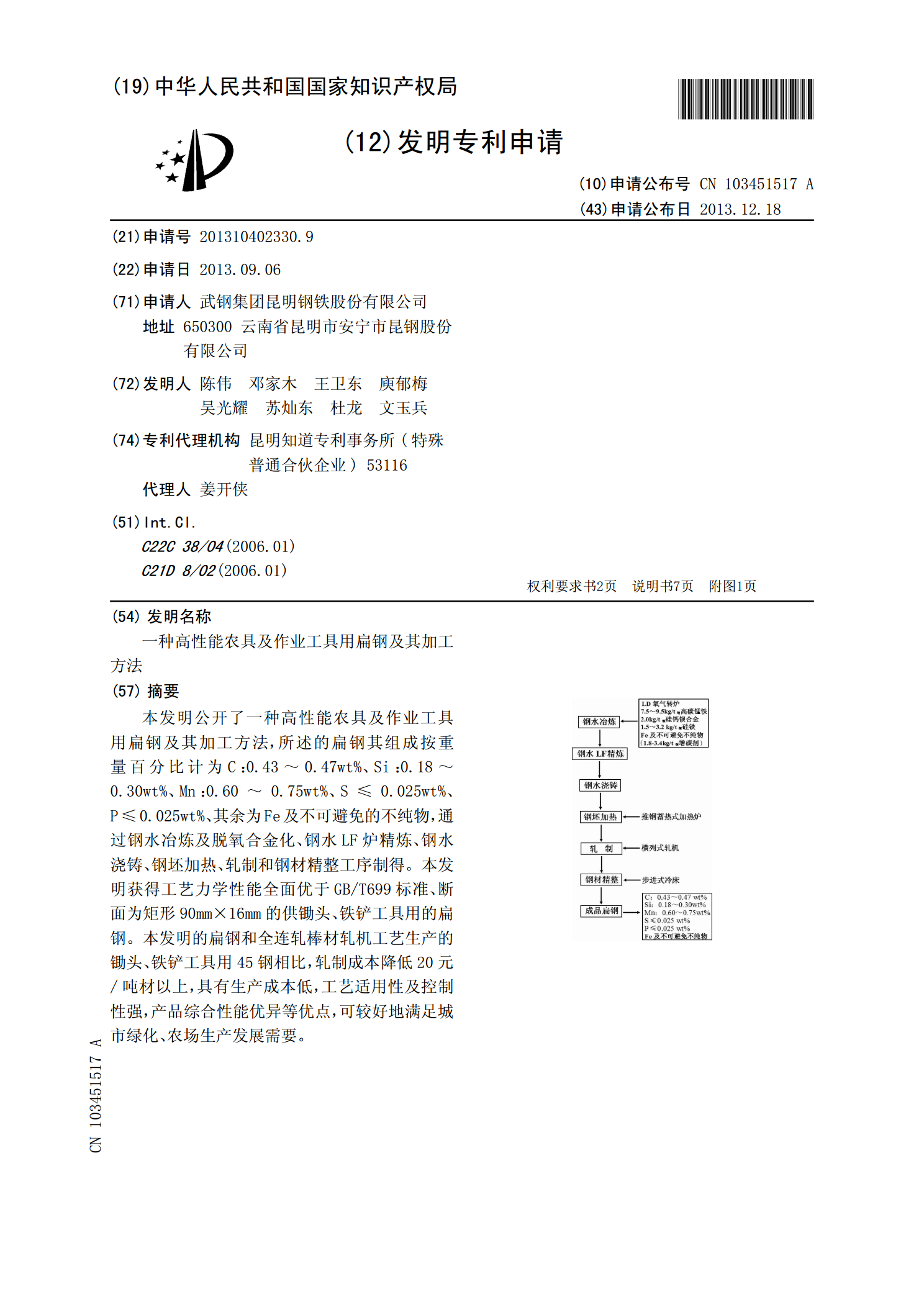
本发明公开了一种高性能农具及作业工具用扁钢及其加工方法,所述的扁钢其组成按重量百分比计为C:0.43~0.47wt%、Si:0.18~0.30wt%、Mn:0.60~0.75wt%、S≤0.025wt%、P≤0.025wt%、其余为Fe及不可避免的不纯物,通过钢水冶炼及脱氧合金化、钢水LF炉精炼、钢水浇铸、钢坯加热、轧制和钢材精整工序制得。本发明获得工艺力学性能全面优于GB/T699标准、断面为矩形90mm×16mm的供锄头、铁铲工具用的扁钢。本发明的扁钢和全连轧棒材轧机工艺生产的锄头、铁铲工具用45钢相
一种精细线路PCB板加工方法.pdf
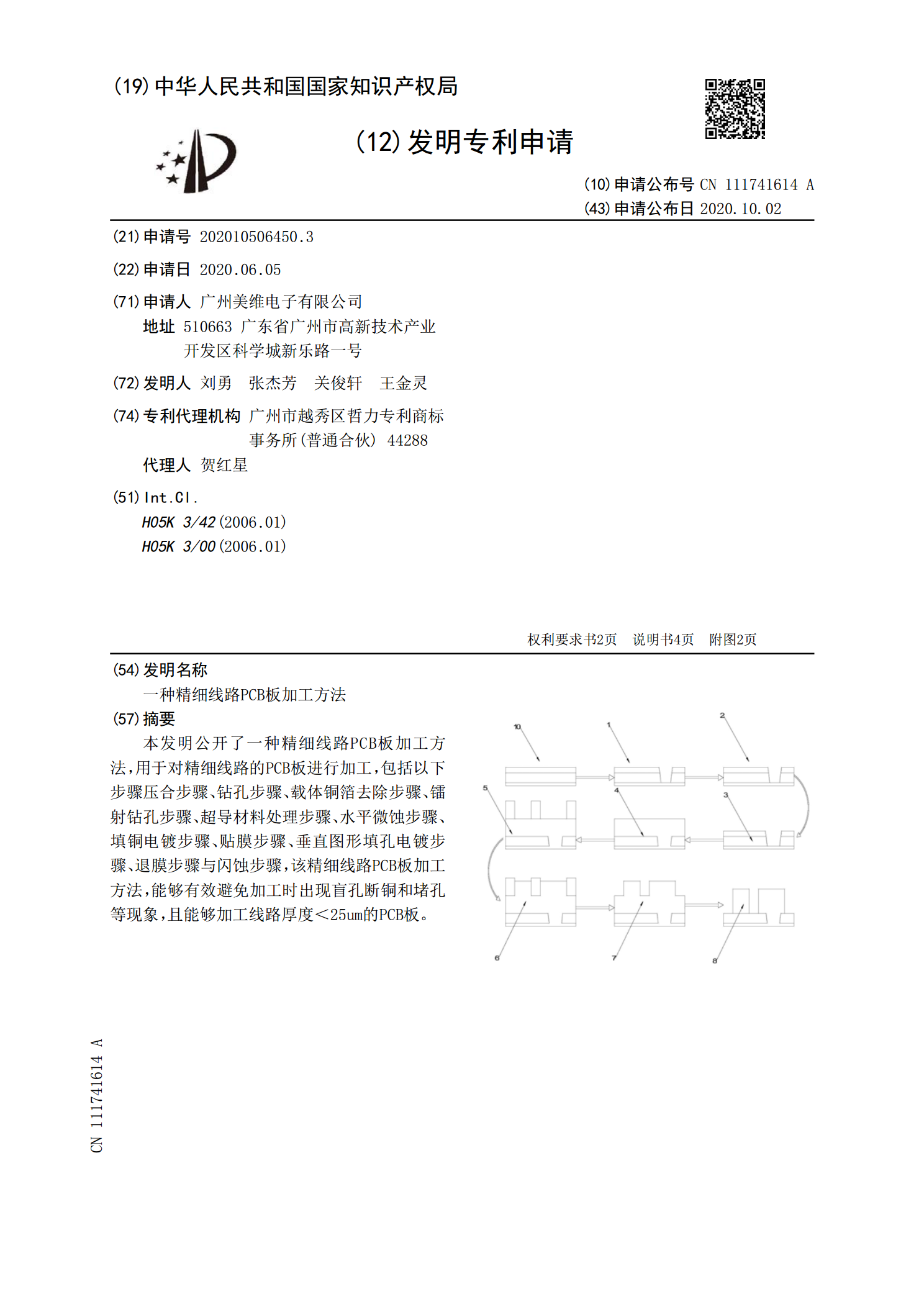
本发明公开了一种精细线路PCB板加工方法,用于对精细线路的PCB板进行加工,包括以下步骤压合步骤、钻孔步骤、载体铜箔去除步骤、镭射钻孔步骤、超导材料处理步骤、水平微蚀步骤、填铜电镀步骤、贴膜步骤、垂直图形填孔电镀步骤、退膜步骤与闪蚀步骤,该精细线路PCB板加工方法,能够有效避免加工时出现盲孔断铜和堵孔等现象,且能够加工线路厚度<25um的PCB板。

一种乳化饲料油脂精细加工装置及加工方法.pdf
本发明涉及饲料油脂的加工领域,具体的是一种乳化饲料油脂精细加工装置及加工方法,包括熔炼炉,熔炼炉的内部设置有驱动机构、破碎机构,熔炼炉的下方两侧分别设置有第一输送机构和第二输送机构,第二输送机构的侧方设置有下料机构和两个压片机构,两个压片机构均设置在下料机构的下方。本发明设计有挤压机构,在使用时,驱动气压缸,压片模头将接料盒上油渣挤压穿过折弯滑道,经过第一贯穿孔后将油渣驱动至压片孔,此时挡片和挤压板相接触,继续驱动气压缸,缓冲弹簧压缩,油渣实现压片,压片完成后气压杆收回,推动转动杆将压片完成的油渣取出,整