
一种加工工具及其制造方法.pdf

努力****爱敏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共49页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种加工工具及其制造方法.pdf
本发明公开了一种包含碳纳米结构的加工工具及其制造方法,以及一种在磨粒和/或结合剂中包含碳纳米结构的磨削工具。利用碳纳米管超常的机械性能,将碳纳米管作为加工工具如砂轮中的磨粒或加工元素。碳纳米管的成本对比金刚石较低。这种方法产生一类新型加工工具。实验研究结果表明证实此种新型加工工具的能力和效果更好。利用碳纳米管良好的热导能力,将碳纳米管作为填充或结合材料加入加工工具的结合剂中。碳纳米管成本较低,传热效果比金刚石还要好。这样可增强加工工具加工时散发热量能力,而得到更好的加工结果。这种方法产生一类新型加工工具结

一种加工工具及其制造方法.pdf
本发明公开了一种包含碳纳米结构的加工工具及其制造方法,以及一种在磨粒和/或结合剂中包含碳纳米结构的磨削工具。利用碳纳米管超常的机械性能,将碳纳米管作为加工工具如砂轮中的磨粒或加工元素。碳纳米管的成本对比金刚石较低。这种方法产生一类新型加工工具。实验研究结果表明证实此种新型加工工具的能力和效果更好。利用碳纳米管良好的热导能力,将碳纳米管作为填充或结合材料加入加工工具的结合剂中。碳纳米管成本较低,传热效果比金刚石还要好。这样可增强加工工具加工时散发热量能力,而得到更好的加工结果。这种方法产生一类新型加工工具结
一种微沟槽加工用的砂轮工具及其制造方法.pdf
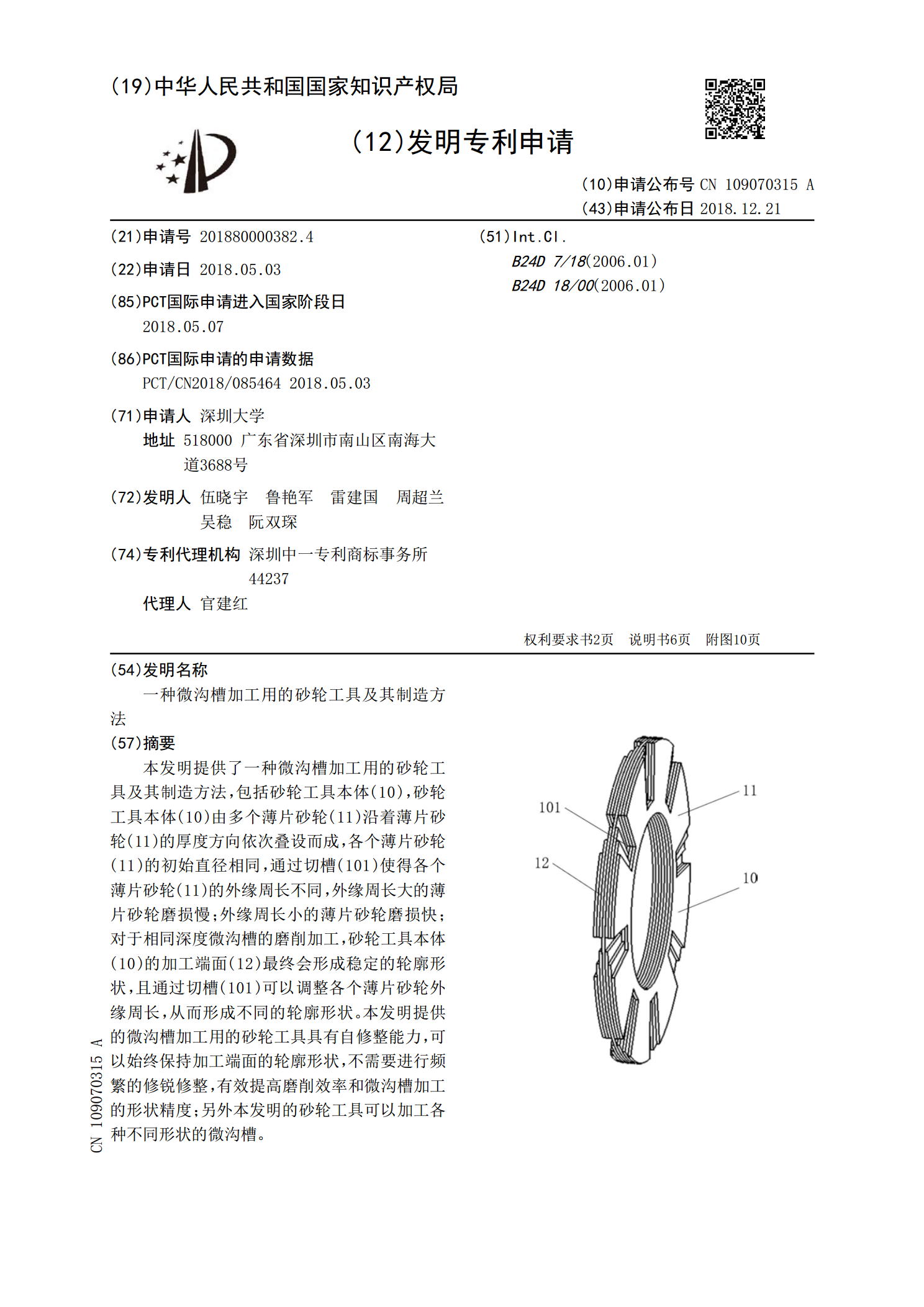
本发明提供了一种微沟槽加工用的砂轮工具及其制造方法,包括砂轮工具本体(10),砂轮工具本体(10)由多个薄片砂轮(11)沿着薄片砂轮(11)的厚度方向依次叠设而成,各个薄片砂轮(11)的初始直径相同,通过切槽(101)使得各个薄片砂轮(11)的外缘周长不同,外缘周长大的薄片砂轮磨损慢;外缘周长小的薄片砂轮磨损快;对于相同深度微沟槽的磨削加工,砂轮工具本体(10)的加工端面(12)最终会形成稳定的轮廓形状,且通过切槽(101)可以调整各个薄片砂轮外缘周长,从而形成不同的轮廓形状。本发明提供的微沟槽加工用的砂
覆盖工具及其制造方法.pdf
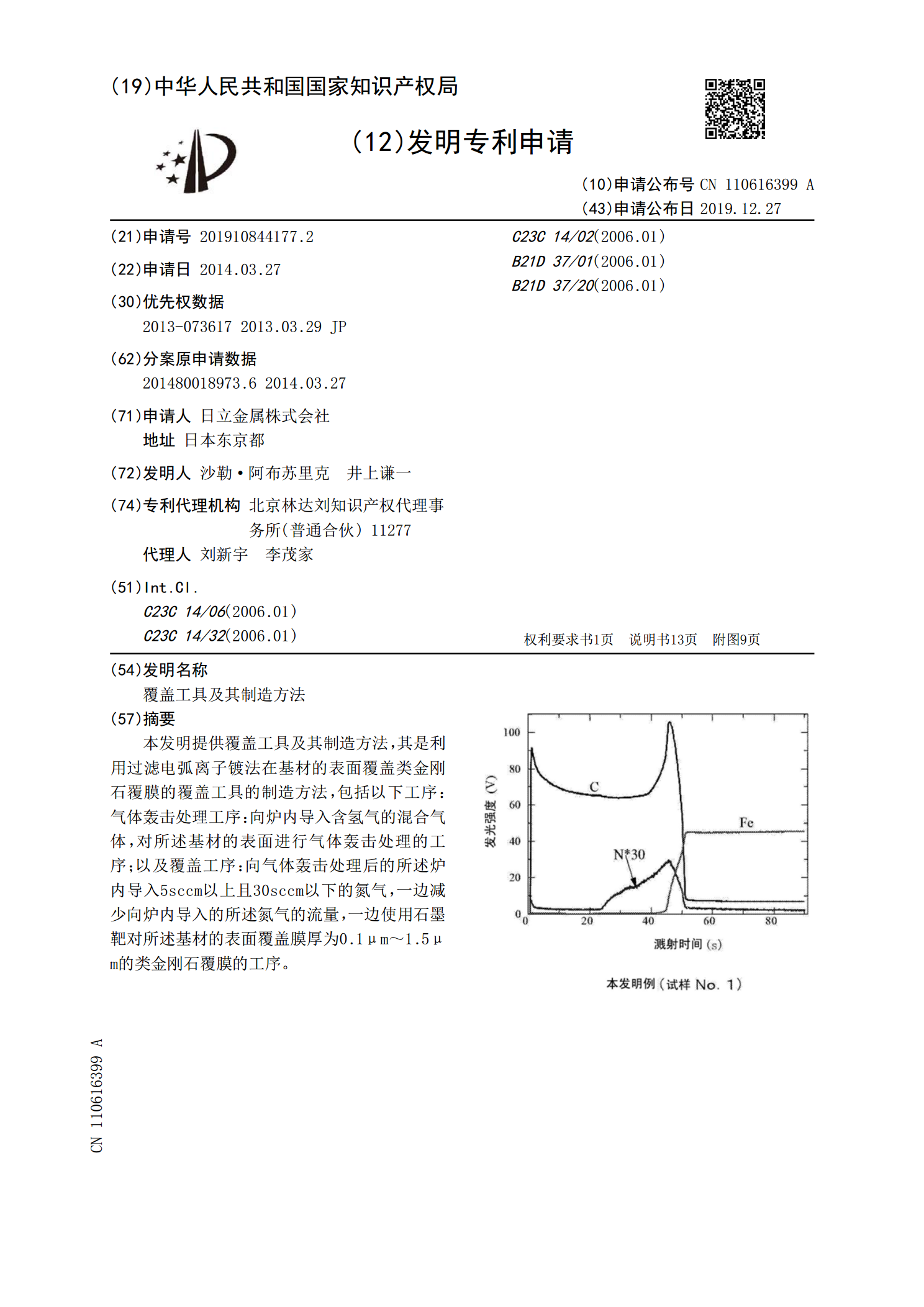
本发明提供覆盖工具及其制造方法,其是利用过滤电弧离子镀法在基材的表面覆盖类金刚石覆膜的覆盖工具的制造方法,包括以下工序:气体轰击处理工序:向炉内导入含氢气的混合气体,对所述基材的表面进行气体轰击处理的工序;以及覆盖工序:向气体轰击处理后的所述炉内导入5sccm以上且30sccm以下的氮气,一边减少向炉内导入的所述氮气的流量,一边使用石墨靶对所述基材的表面覆盖膜厚为0.1μm~1.5μm的类金刚石覆膜的工序。
一种剪板机及其加工制造方法.pdf
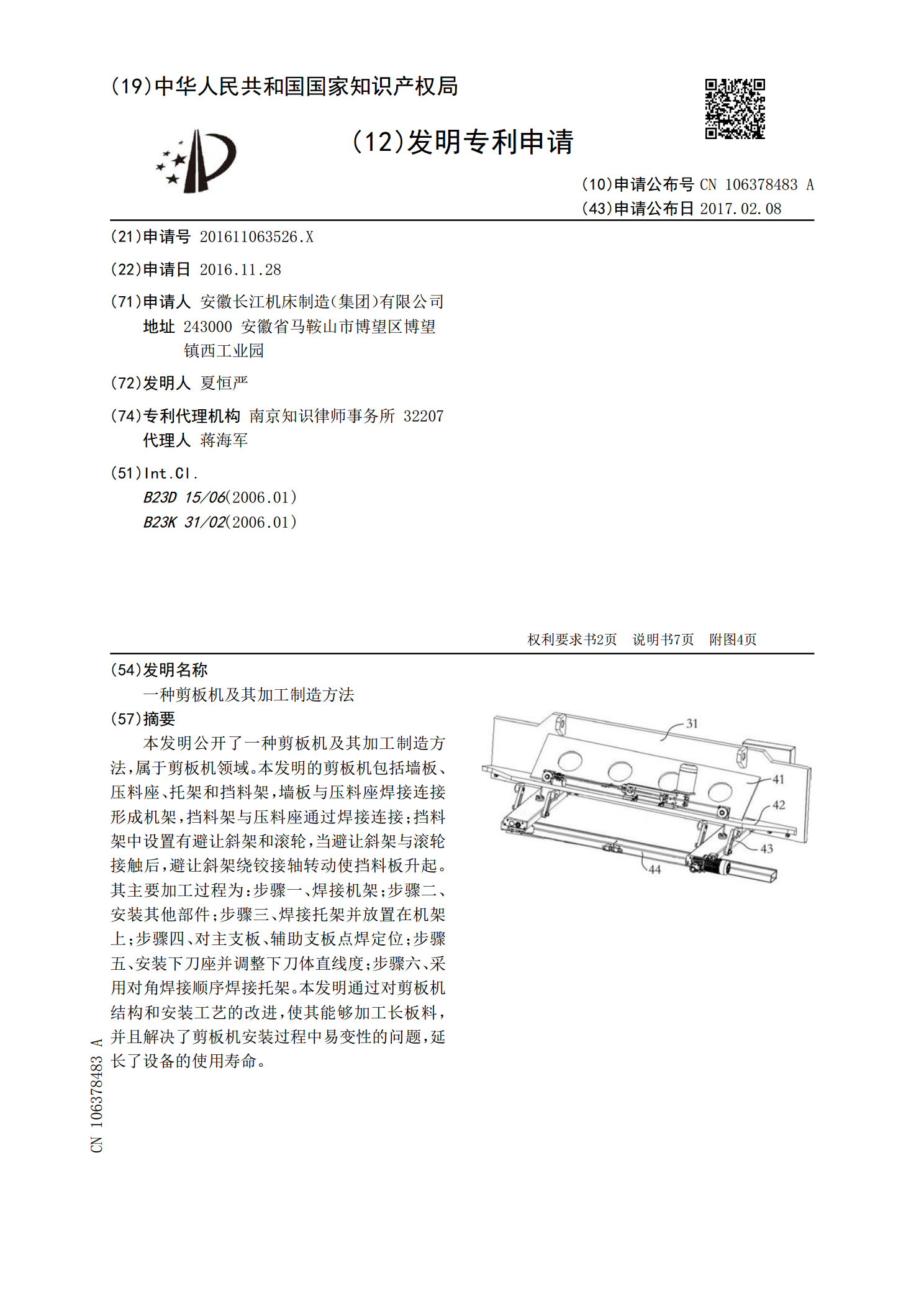
本发明公开了一种剪板机及其加工制造方法,属于剪板机领域。本发明的剪板机包括墙板、压料座、托架和挡料架,墙板与压料座焊接连接形成机架,挡料架与压料座通过焊接连接;挡料架中设置有避让斜架和滚轮,当避让斜架与滚轮接触后,避让斜架绕铰接轴转动使挡料板升起。其主要加工过程为:步骤一、焊接机架;步骤二、安装其他部件;步骤三、焊接托架并放置在机架上;步骤四、对主支板、辅助支板点焊定位;步骤五、安装下刀座并调整下刀体直线度;步骤六、采用对角焊接顺序焊接托架。本发明通过对剪板机结构和安装工艺的改进,使其能够加工长板料,并且