
一种半工艺型冷轧无取向电工钢的制造方法.pdf

黛娥****ak

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种半工艺型冷轧无取向电工钢的制造方法.pdf
本发明公开了一种半工艺型冷轧无取向电工钢的制造方法,钢种冶炼出钢后,钢水连续浇铸成厚度60~90mm的薄板坯,薄板坯不经冷却而直接进入加热炉加热,加热炉的温度控制在1100~1300℃,加热时间为0.2~1.5h;薄板坯再经热轧制成2.0~2.5mm厚度的热轧板;热轧板经酸洗、冷轧、罩式退火及平整制成0.5mm厚度的半工艺型冷轧无取向电工钢带成品;该高效半工艺型冷轧无取向电工钢的制造方法,采用薄板坯连铸连轧工艺,且钢板表面不涂覆绝缘涂层,生产工艺简单,半工艺电工钢的生产成本低;另该高效半工艺型电工钢成品经
一种低铁损的半工艺型冷轧无取向电工钢及其制造方法.pdf
本发明涉及一种低铁损的半工艺型冷轧无取向电工钢及其制造方法,钢水连续浇铸成厚度65~90mm的薄板坯,薄板坯不经冷却而直接进入加热炉加热,加热炉的温度在1100~1300℃,加热时间为0.2~1.5h;再经热轧制成2.0~2.7mm厚度的热轧板;热轧板经过常化酸洗、冷轧、罩式退火、平整而制成0.5mm厚度的半工艺型冷轧无取向电工钢带成品。本发明制成的低铁损半工艺型冷轧无取向电工钢带,其消除应力退火后的磁性能非常优异,且采用该电工钢制成的电机效率高,可以满足下游电机用户的需要。

一种半工艺冷轧无取向电工钢的生产方法.pdf
本发明公开一种半工艺冷轧无取向电工钢的生产方法,包括铁水脱硫-转炉冶炼-RH精炼-连铸-热轧-酸洗-冷轧-连续炉退火-不对称临界变形-涂层-性能检验-包装,采用连铸方式将钢水铸成坯,热轧至2.0~2.5mm;酸洗后冷轧至0.4~0.7mm;冷轧后连续炉退火,采用N
一种半工艺冷轧无取向电工钢的生产方法.pdf
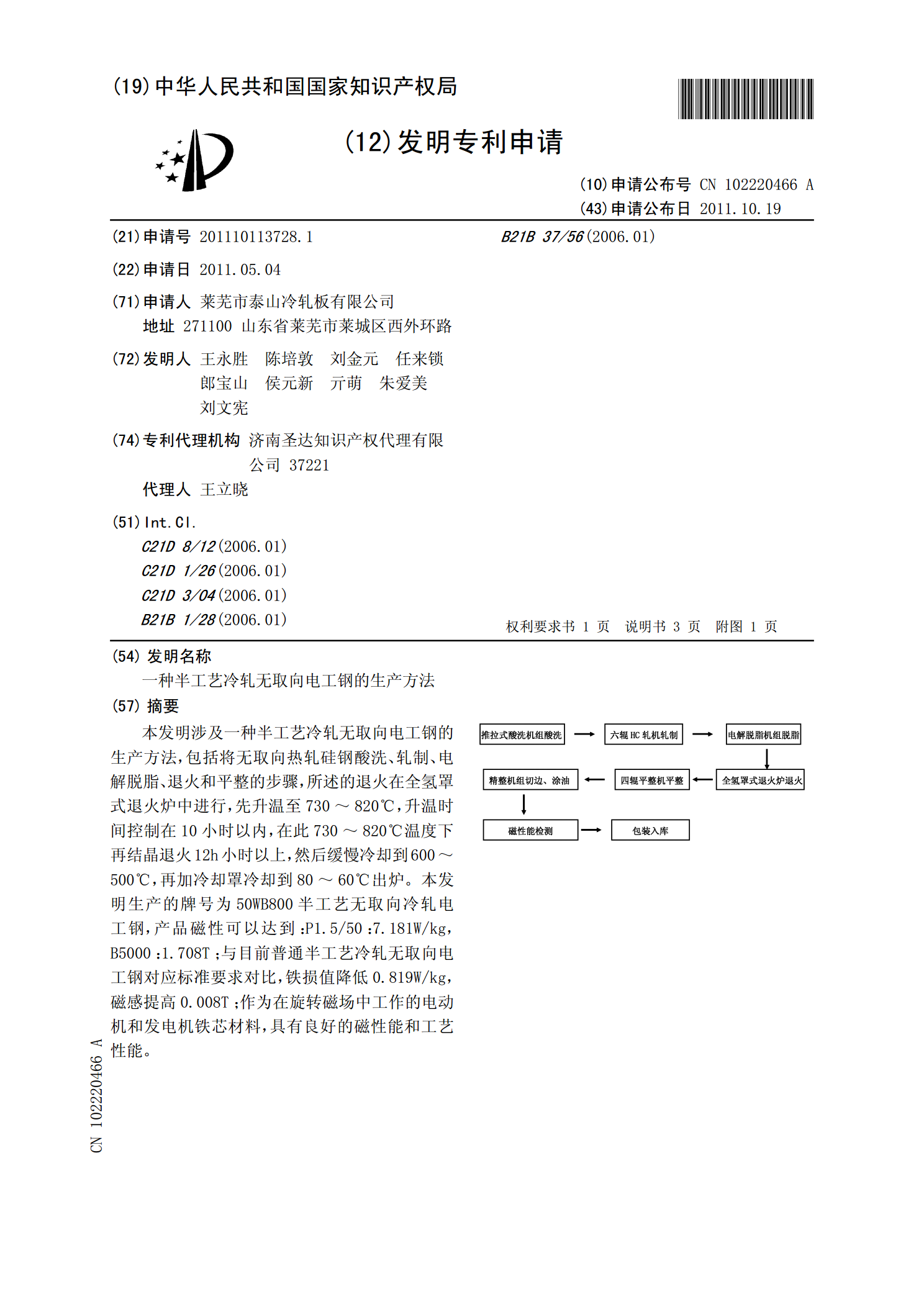
本发明涉及一种半工艺冷轧无取向电工钢的生产方法,包括将无取向热轧硅钢酸洗、轧制、电解脱脂、退火和平整的步骤,所述的退火在全氢罩式退火炉中进行,先升温至730~820℃,升温时间控制在10小时以内,在此730~820℃温度下再结晶退火12h小时以上,然后缓慢冷却到600~500℃,再加冷却罩冷却到80~60℃出炉。本发明生产的牌号为50WB800半工艺无取向冷轧电工钢,产品磁性可以达到:P1.5/50:7.181W/kg,B5000:1.708T;与目前普通半工艺冷轧无取向电工钢对应标准要求对比,铁损值降低
2011324 半工艺冷轧无取向电工钢的发展.pdf
Feil”,PAN半工艺冷轧无取向电工钢的发展Semi-ProcessedPracticesforColdRollingNon.OrientedElectricSteel1概述刘杰“2,王全礼‘2,李飞。2,潘丽梅‘2,罗文彬‘2,何忠治2Productionq钢铁Jiel一,WANGQuan.1i1’,LIWen—binl’,HE半工艺无取向电工钢是区别于传统无取向电生产低碳低硅(≤1.5%Si)电工钢,是适应于微、机铁芯有较高的磁导率u,而磁导率u为磁感应强度B与磁场强度H的比,所以一定的H下B值要除