
一种半工艺冷轧无取向电工钢的生产方法.pdf

志玉****爱啊

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半工艺冷轧无取向电工钢的生产方法.pdf
本发明公开一种半工艺冷轧无取向电工钢的生产方法,包括铁水脱硫-转炉冶炼-RH精炼-连铸-热轧-酸洗-冷轧-连续炉退火-不对称临界变形-涂层-性能检验-包装,采用连铸方式将钢水铸成坯,热轧至2.0~2.5mm;酸洗后冷轧至0.4~0.7mm;冷轧后连续炉退火,采用N
一种半工艺冷轧无取向电工钢的生产方法.pdf
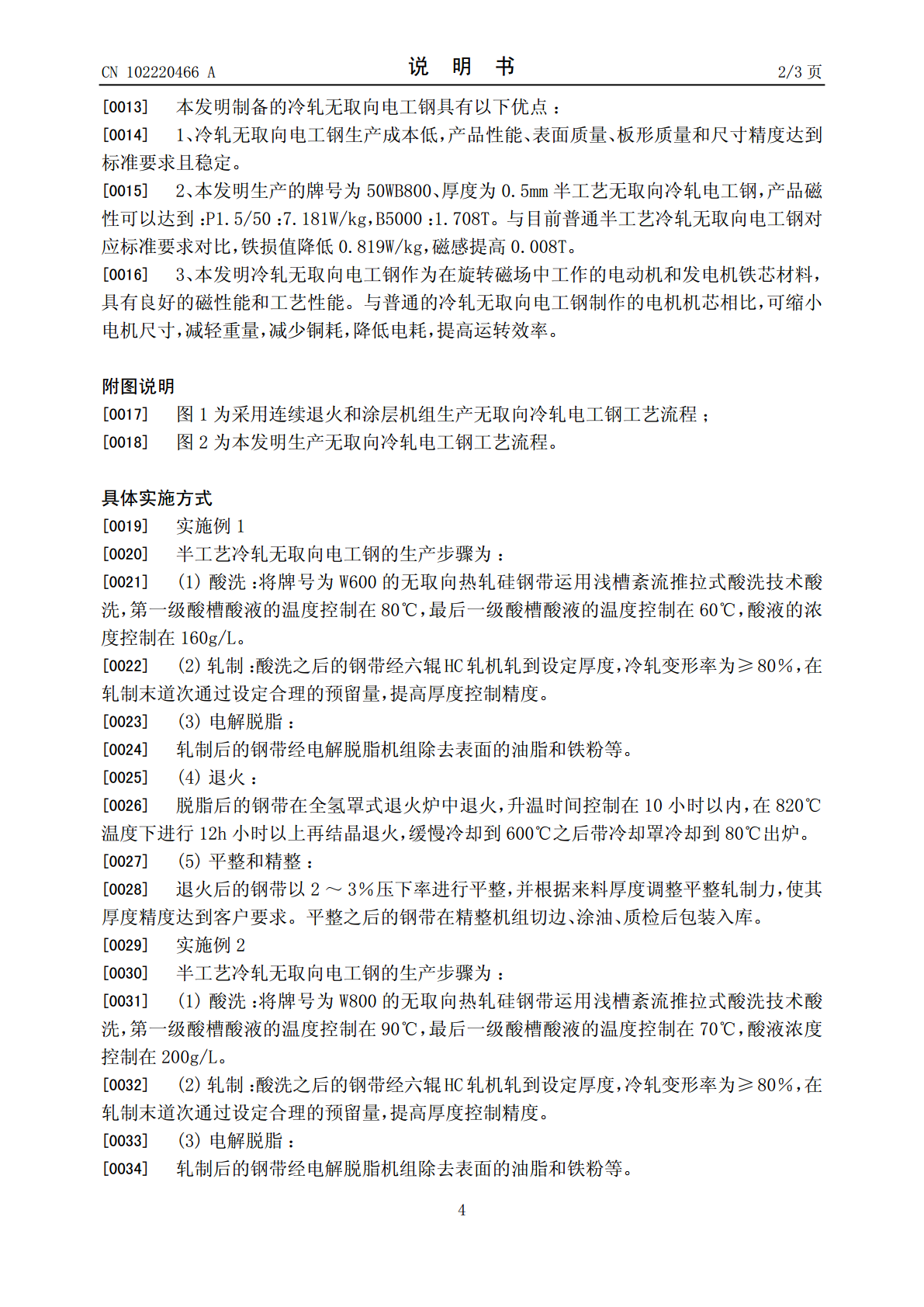
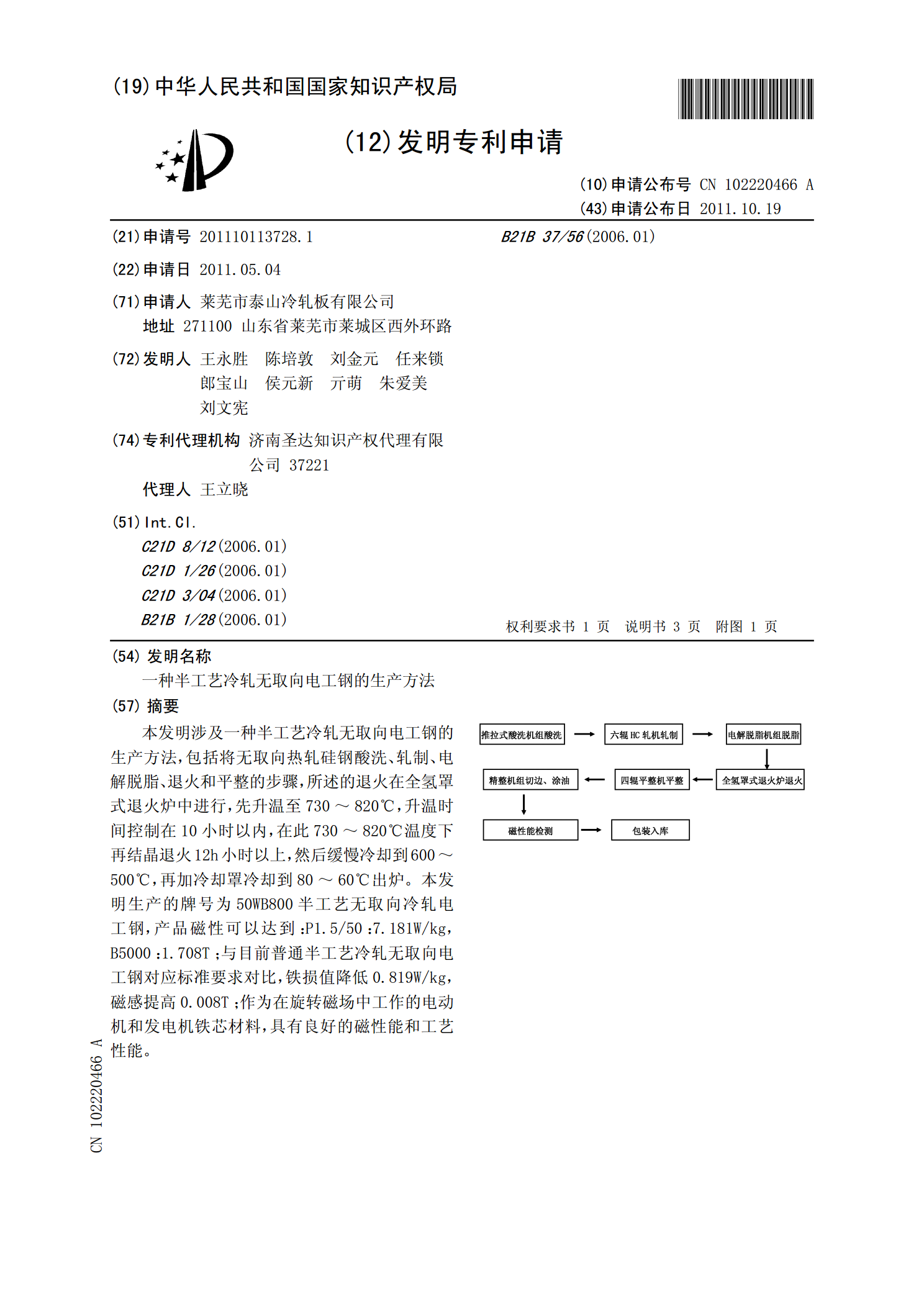
本发明涉及一种半工艺冷轧无取向电工钢的生产方法,包括将无取向热轧硅钢酸洗、轧制、电解脱脂、退火和平整的步骤,所述的退火在全氢罩式退火炉中进行,先升温至730~820℃,升温时间控制在10小时以内,在此730~820℃温度下再结晶退火12h小时以上,然后缓慢冷却到600~500℃,再加冷却罩冷却到80~60℃出炉。本发明生产的牌号为50WB800半工艺无取向冷轧电工钢,产品磁性可以达到:P1.5/50:7.181W/kg,B5000:1.708T;与目前普通半工艺冷轧无取向电工钢对应标准要求对比,铁损值降低
一种无Si含Mn半工艺冷轧无取向电工钢生产方法.pdf
一种无Si含Mn半工艺冷轧无取向电工钢生产方法包括:步骤1)铁水预处理:先将高炉铁水倒入铁水包内,通过氧气顶底复合吹炼转炉;步骤2)转炉冶炼;步骤3)吹氩;步骤4)LF精炼:将钢水送入LF精炼炉冶;步骤5)铸造;步骤6)酸洗冷轧;步骤7)退火:冷轧后经过680‑770℃退火6‑8小时;步骤8)后处理:本发明产品性能稳定,表面质量、板形质量、尺寸精度良好,可达到国家标准及客户要求。产品加工性能好优良。
一种半工艺型冷轧无取向电工钢的制造方法.pdf
本发明公开了一种半工艺型冷轧无取向电工钢的制造方法,钢种冶炼出钢后,钢水连续浇铸成厚度60~90mm的薄板坯,薄板坯不经冷却而直接进入加热炉加热,加热炉的温度控制在1100~1300℃,加热时间为0.2~1.5h;薄板坯再经热轧制成2.0~2.5mm厚度的热轧板;热轧板经酸洗、冷轧、罩式退火及平整制成0.5mm厚度的半工艺型冷轧无取向电工钢带成品;该高效半工艺型冷轧无取向电工钢的制造方法,采用薄板坯连铸连轧工艺,且钢板表面不涂覆绝缘涂层,生产工艺简单,半工艺电工钢的生产成本低;另该高效半工艺型电工钢成品经
半工艺冷轧无取向电工钢及其生产工艺.pdf
一种半工艺冷轧无取向电工钢及其生产工艺。它主要是解决现有工艺能耗高、污染大、成本高等技术问题。其技术方案要点是:其质量百分比含量为:C≤0.01,P≤0.015,S≤0.012,0.4≤Si≤0.60,0.6≤Mn≤0.8,0.15≤AL≤0.25,其余为Fe的特种钢。其生产工艺包括以下工序:钢水冶炼、连铸、热轧、冷轧、冲片、退火,具体包括:铁水预处理→转炉冶炼、且全程吹氩→RH精练→CSP连铸→CSP加热炉→CSP热连轧→酸洗与冷轧→退火,转炉冶炼过程中,加入硅铁、锰铁和铝合金进行合金化制成的合金钢。它