
一种加热炉出钢控制系统、装置以及方法.pdf

青团****青吖


1/9

2/9

3/9
4/9

5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加热炉出钢控制系统、装置以及方法.pdf
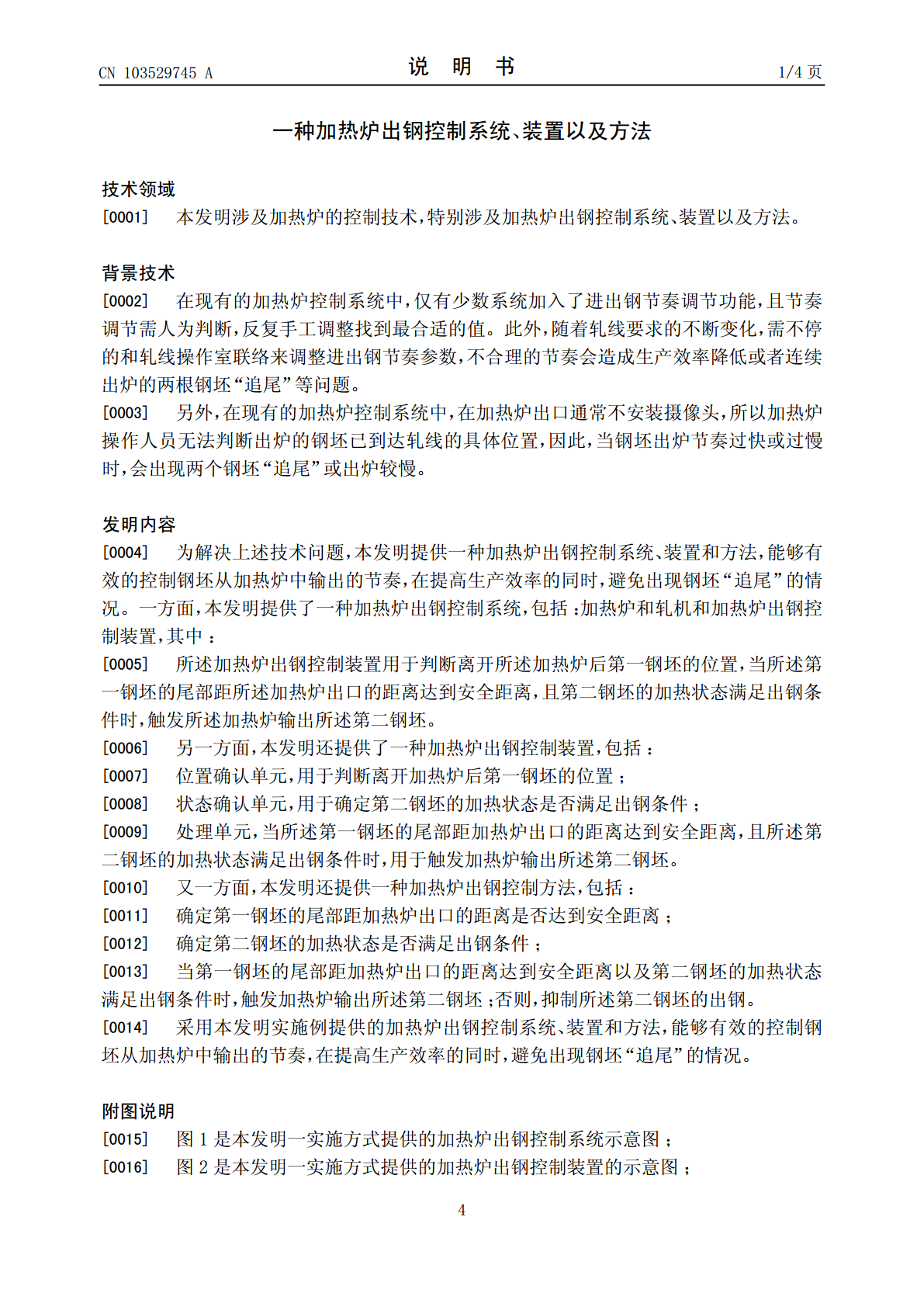
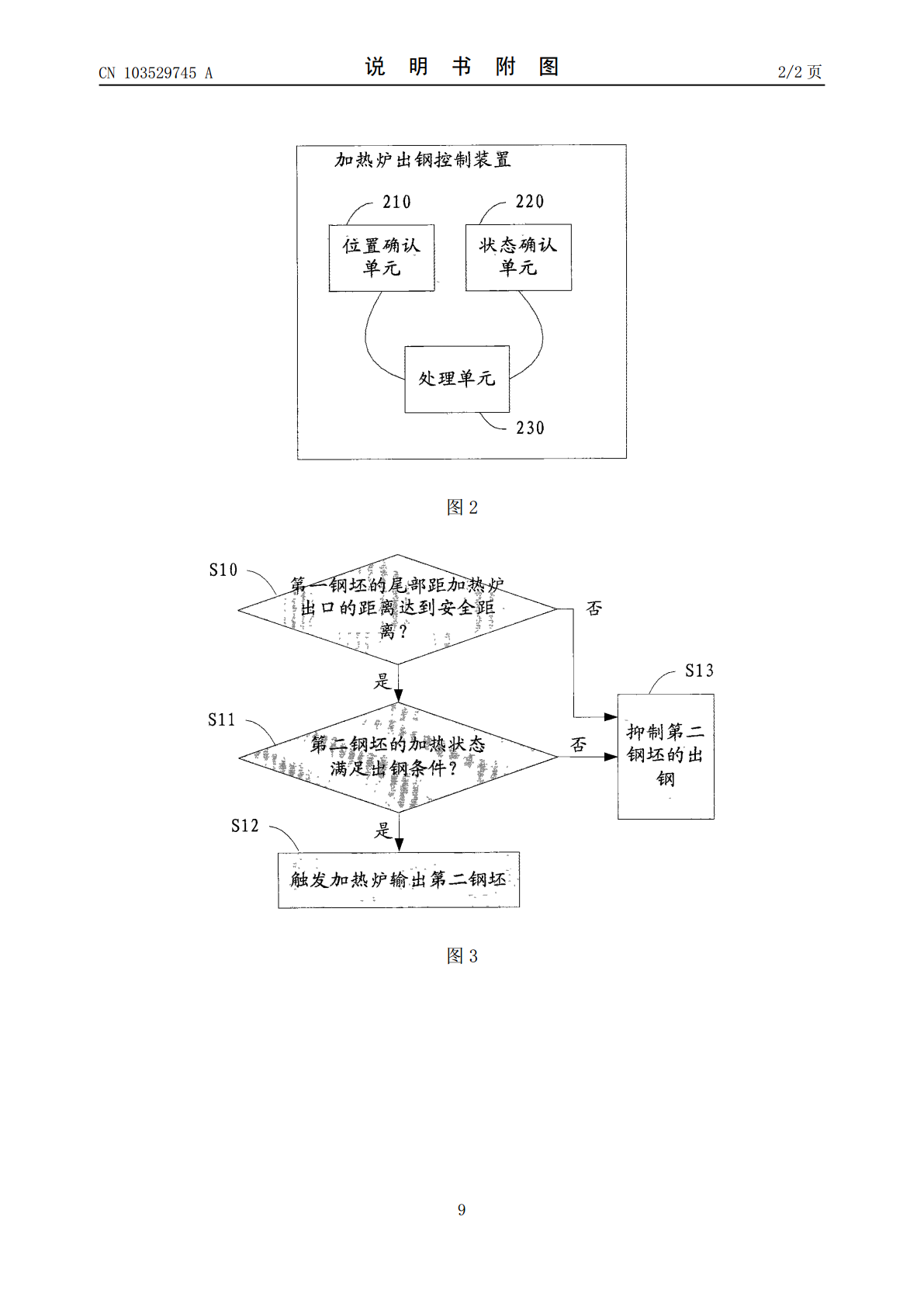
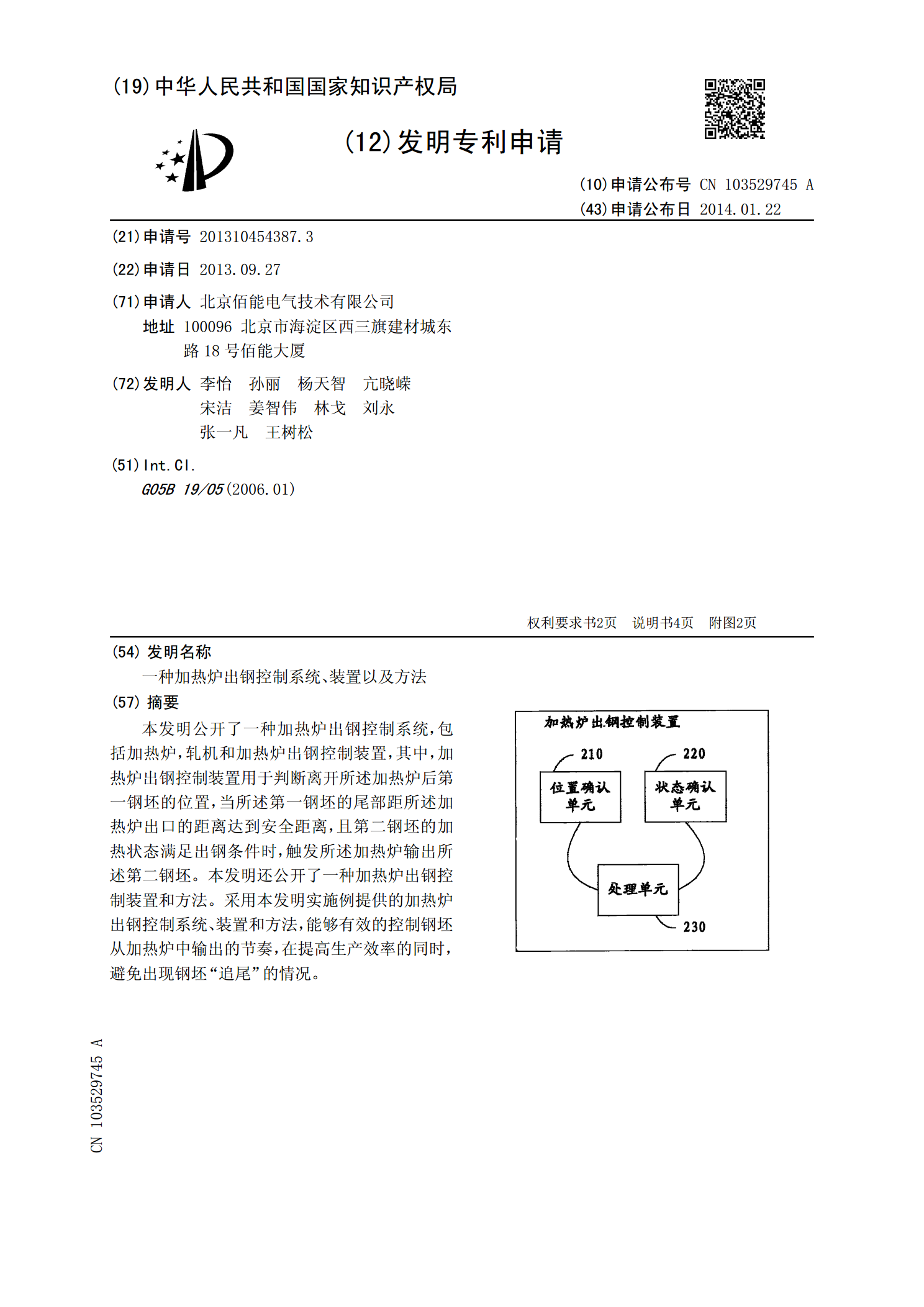
本发明公开了一种加热炉出钢控制系统,包括加热炉,轧机和加热炉出钢控制装置,其中,加热炉出钢控制装置用于判断离开所述加热炉后第一钢坯的位置,当所述第一钢坯的尾部距所述加热炉出口的距离达到安全距离,且第二钢坯的加热状态满足出钢条件时,触发所述加热炉输出所述第二钢坯。本发明还公开了一种加热炉出钢控制装置和方法。采用本发明实施例提供的加热炉出钢控制系统、装置和方法,能够有效的控制钢坯从加热炉中输出的节奏,在提高生产效率的同时,避免出现钢坯“追尾”的情况。
一种加热炉出钢节奏的控制方法及装置.pdf
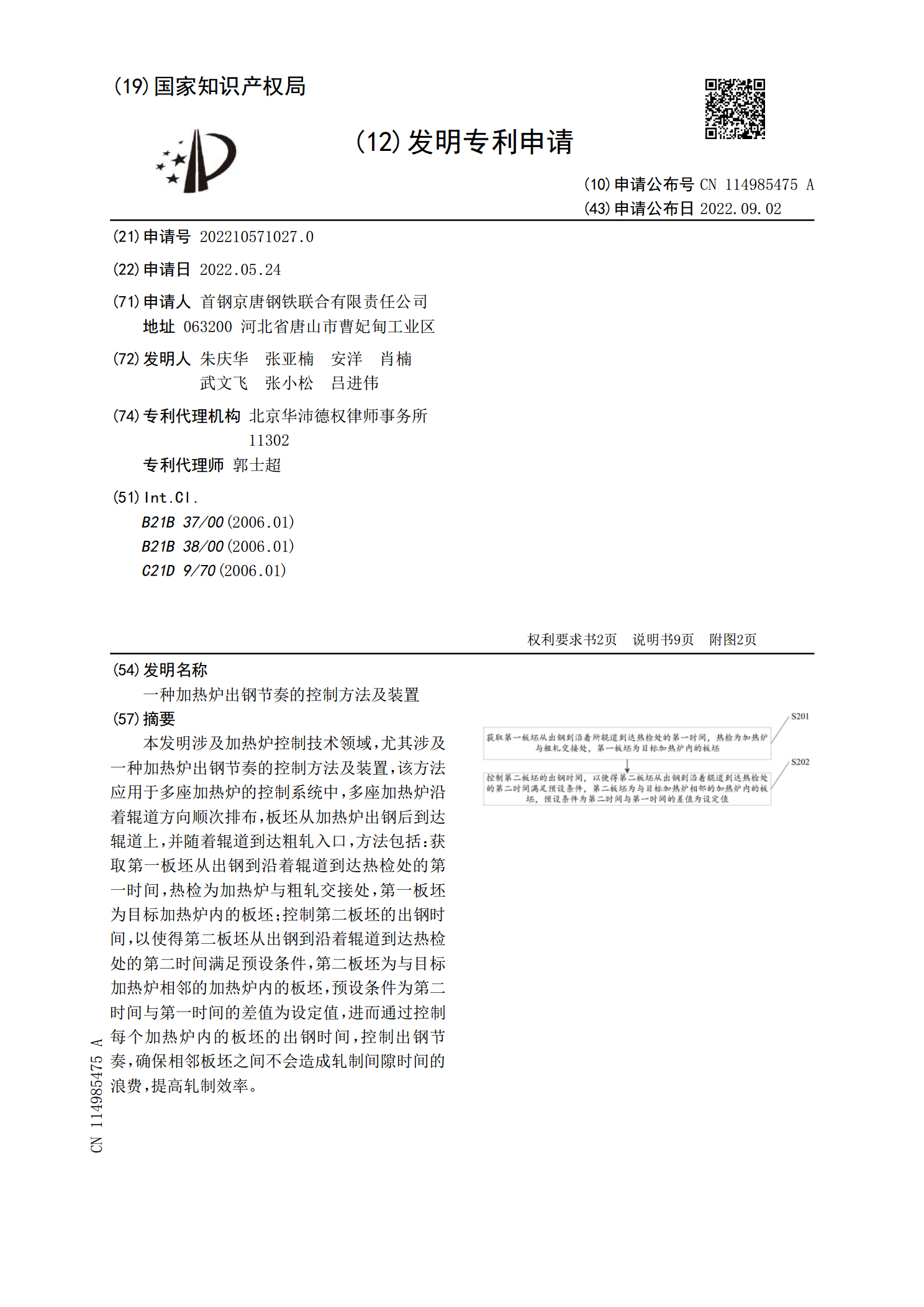
本发明涉及加热炉控制技术领域,尤其涉及一种加热炉出钢节奏的控制方法及装置,该方法应用于多座加热炉的控制系统中,多座加热炉沿着辊道方向顺次排布,板坯从加热炉出钢后到达辊道上,并随着辊道到达粗轧入口,方法包括:获取第一板坯从出钢到沿着辊道到达热检处的第一时间,热检为加热炉与粗轧交接处,第一板坯为目标加热炉内的板坯;控制第二板坯的出钢时间,以使得第二板坯从出钢到沿着辊道到达热检处的第二时间满足预设条件,第二板坯为与目标加热炉相邻的加热炉内的板坯,预设条件为第二时间与第一时间的差值为设定值,进而通过控制每个加热炉

一种加热炉自动出钢控制方法及装置.pdf
本发明涉及加热炉自动出钢的控制方法及装置,方法包括:控制当前炉次的板坯出钢,控制步进梁向下运行;检测步进梁的位置;判断步进梁是否运行到下极限位置;当步进梁运行到下极限位置时,控制出钢辊道转动;当出钢辊道转动时开始计时,经过设定的延时时间后控制下一炉次板坯出钢。装置包括:控制单元、检测单元、判断单元、出钢辊道控制单元、延时单元以及延时调控单元。本发明实施例提供的加热炉自动出钢控制方法及装置,消除了人为要钢时发生的误操作,提高了加热炉的出钢节奏,提高了轧钢生产中的出钢效率。

一种加热炉出钢缓冲装置.pdf
一种加热炉出钢缓冲装置。涉及钢坯加工领域,尤其涉及一种加热炉出钢缓冲装置。提供了一种结构简单,缓冲可靠的一种加热炉出钢缓冲装置。包括基座,所述基座的顶部一端设有凹槽、另一端设有缓冲机构,所述凹槽的上方设有传输机构,所述传输机构包括一对平行的辊架,一对辊架位于凹槽的两端,一对辊架之间设有平行且间隔设置的输送辊,所述输送辊的两端分别通过轴承座连接在辊架上;所述限位杆的中心线平行于输送辊的中心线,所述限位杆的中心线垂直于挡杆的中心线。本发明在工作中,实现可靠缓冲作用,避免钢坯发生移位,提高后续钢坯在输送辊上传输
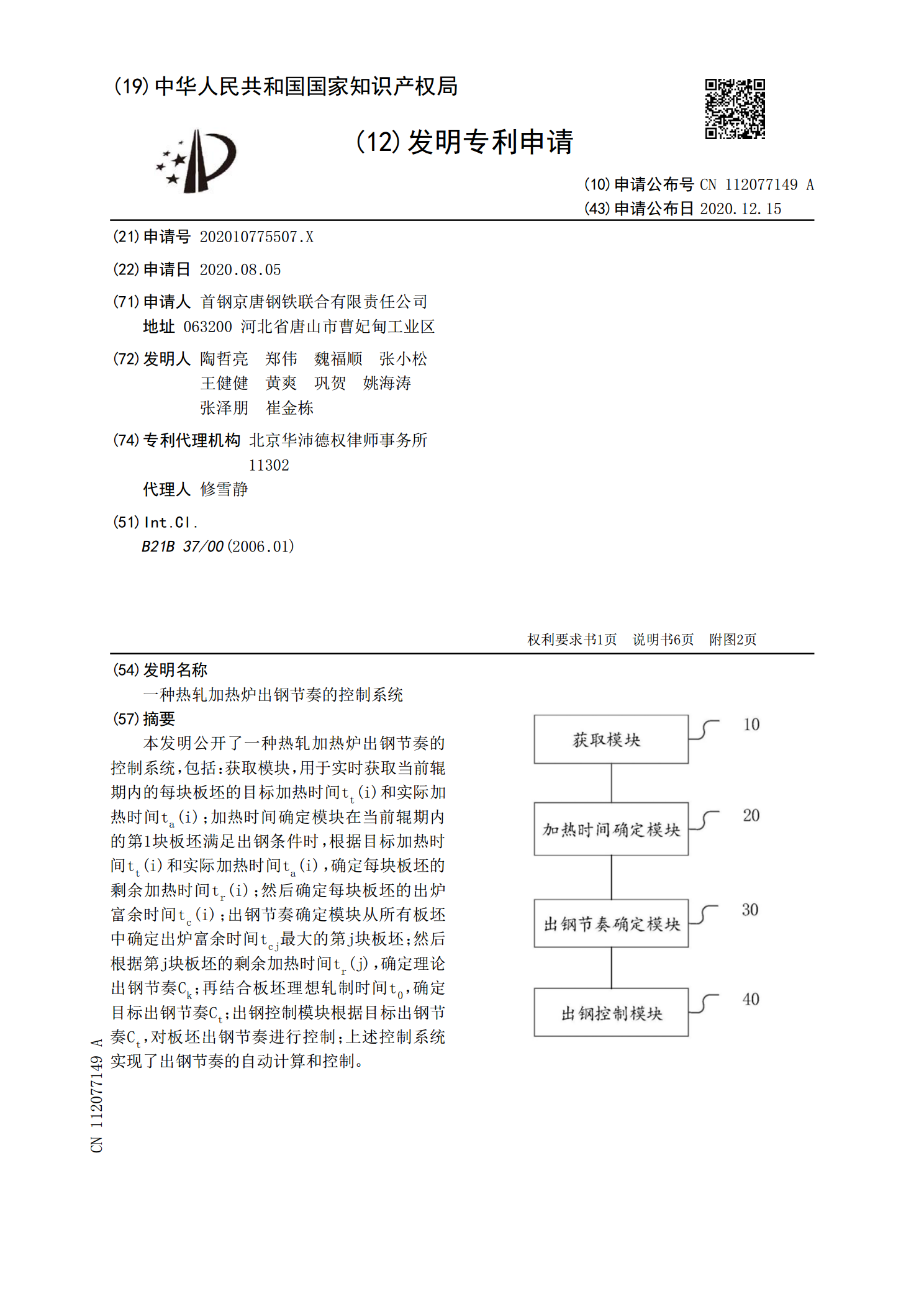
一种热轧加热炉出钢节奏的控制系统.pdf
本发明公开了一种热轧加热炉出钢节奏的控制系统,包括:获取模块,用于实时获取当前辊期内的每块板坯的目标加热时间t