
一种热轧加热炉出钢节奏的控制系统.pdf

Th****84

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热轧加热炉出钢节奏的控制系统.pdf
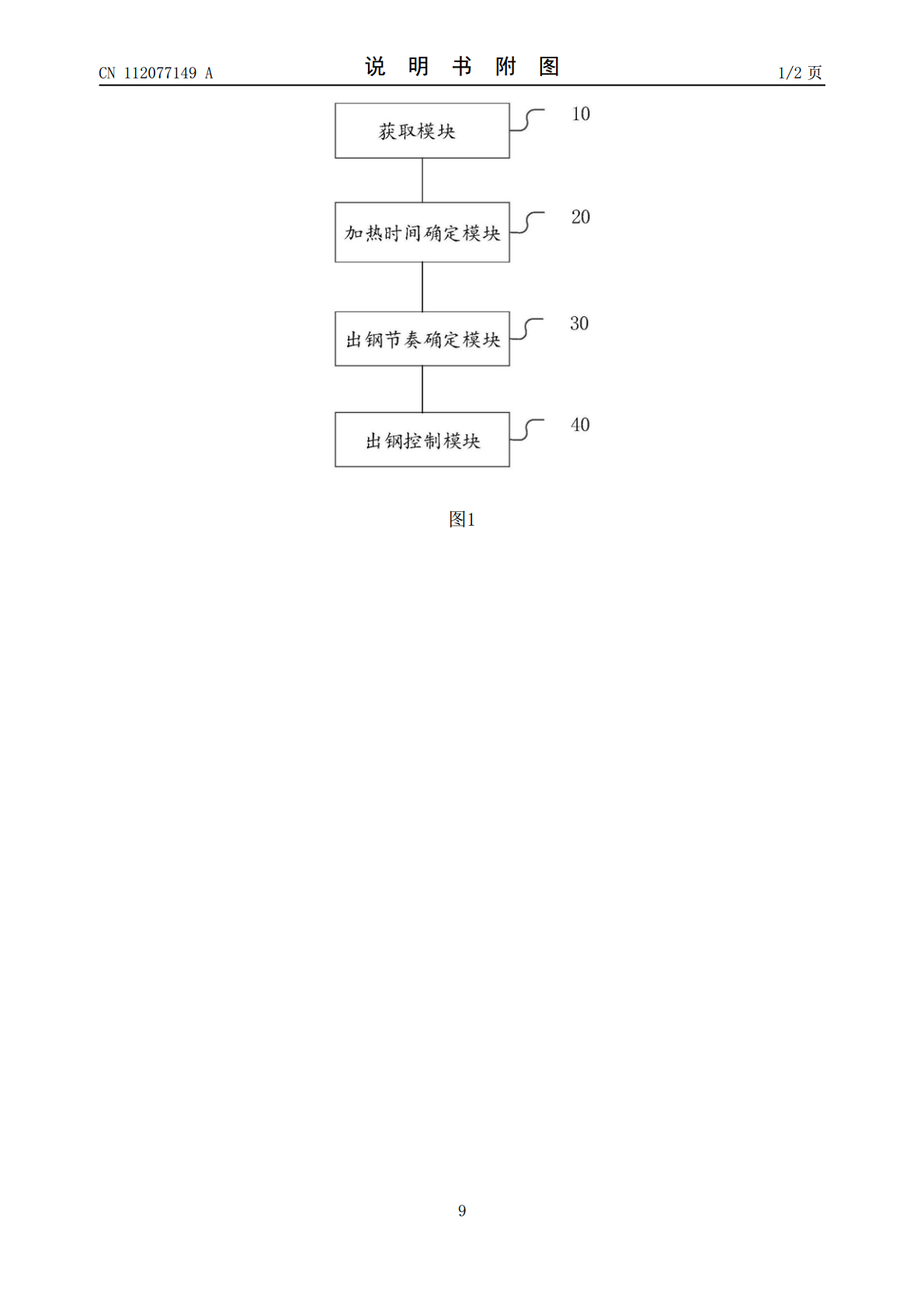
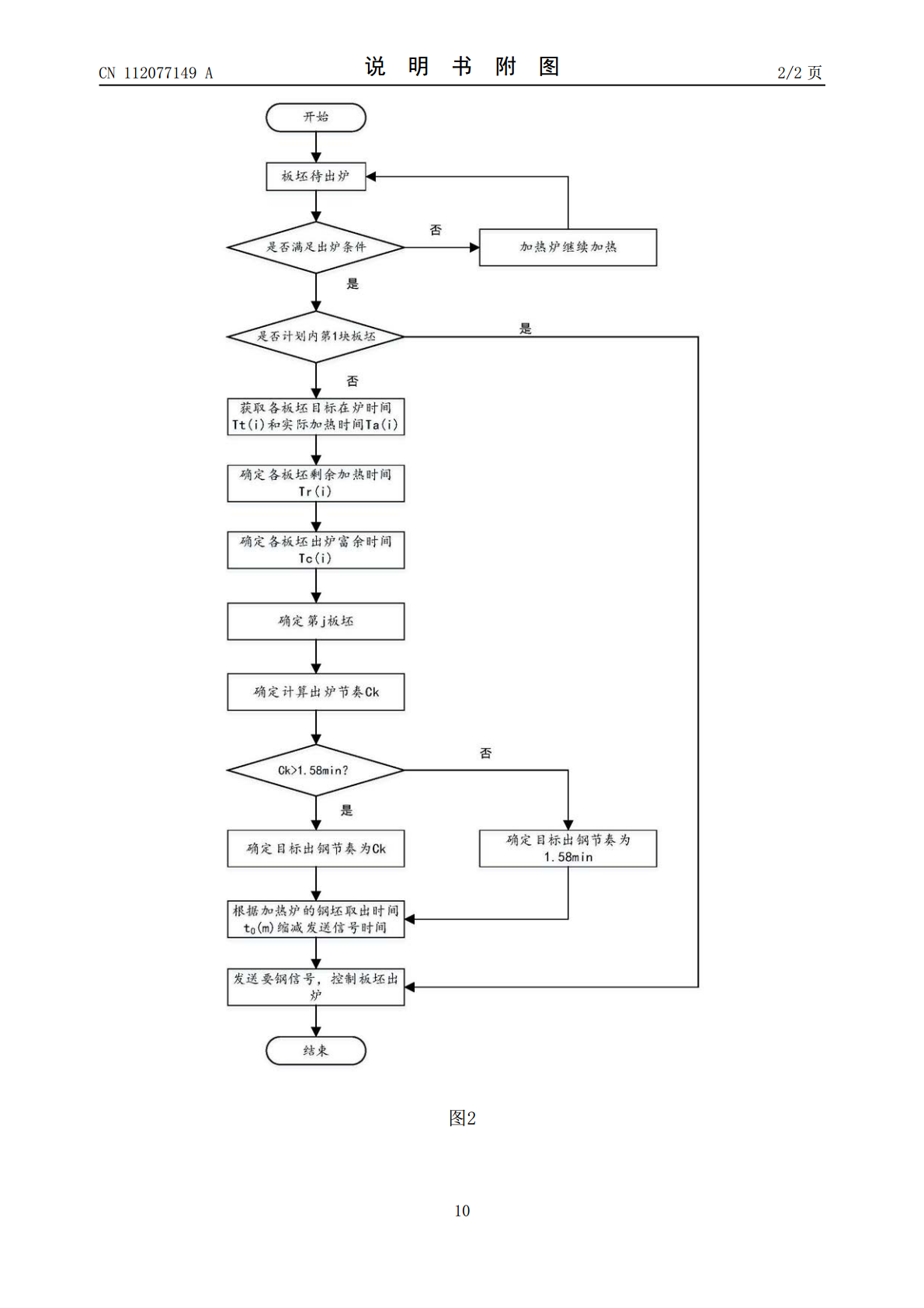
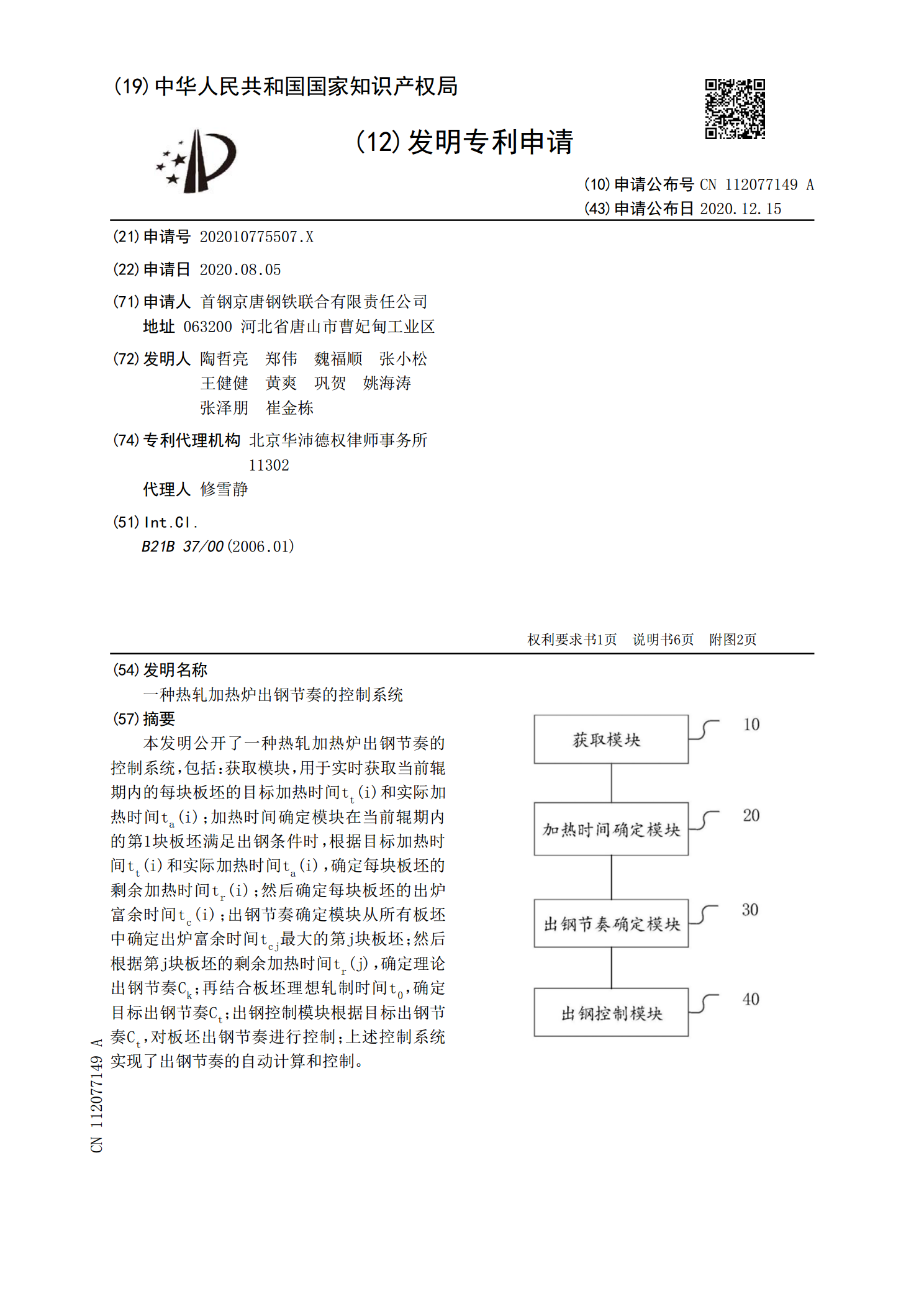
本发明公开了一种热轧加热炉出钢节奏的控制系统,包括:获取模块,用于实时获取当前辊期内的每块板坯的目标加热时间t
一种加热炉出钢节奏的控制方法及装置.pdf
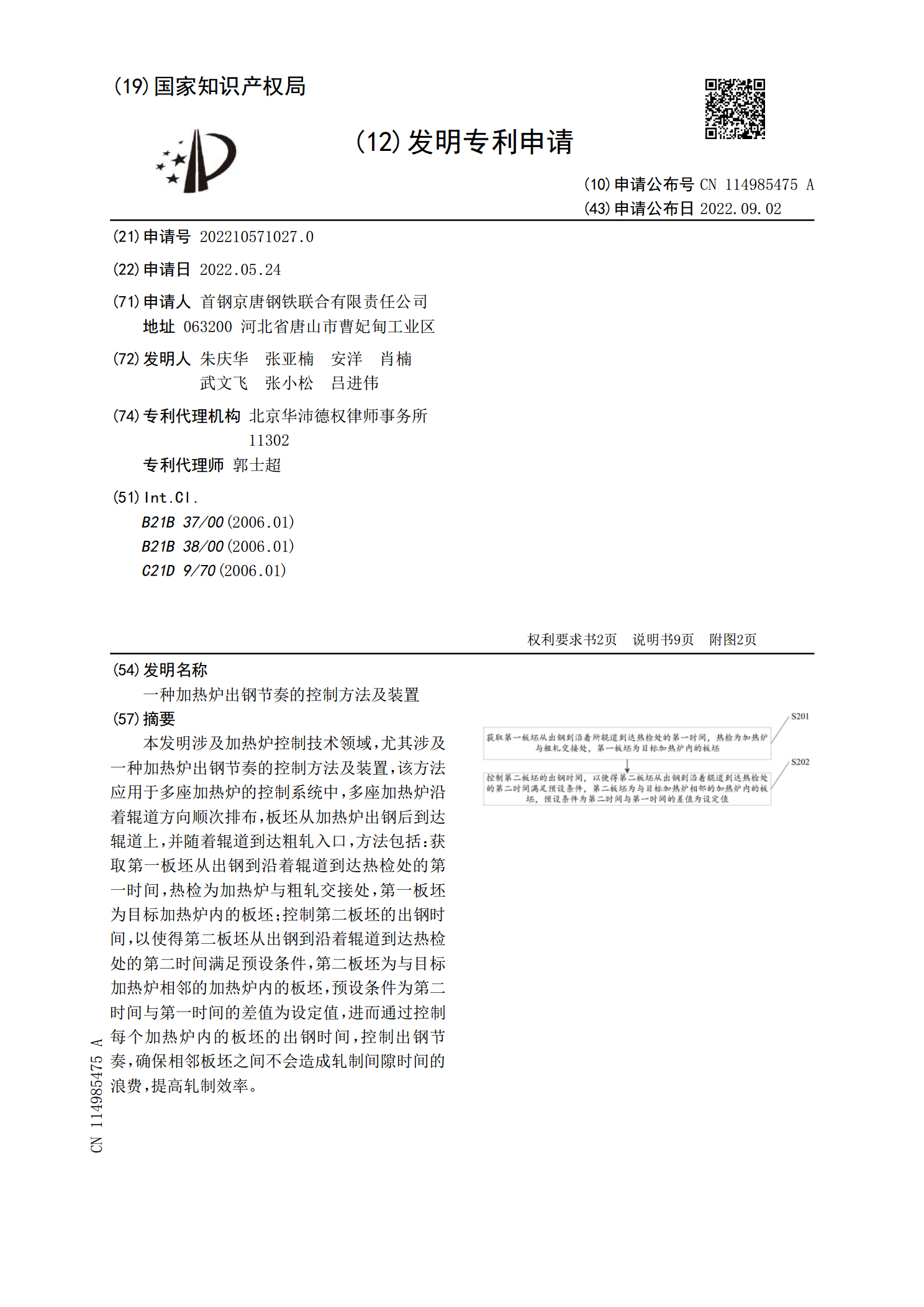
本发明涉及加热炉控制技术领域,尤其涉及一种加热炉出钢节奏的控制方法及装置,该方法应用于多座加热炉的控制系统中,多座加热炉沿着辊道方向顺次排布,板坯从加热炉出钢后到达辊道上,并随着辊道到达粗轧入口,方法包括:获取第一板坯从出钢到沿着辊道到达热检处的第一时间,热检为加热炉与粗轧交接处,第一板坯为目标加热炉内的板坯;控制第二板坯的出钢时间,以使得第二板坯从出钢到沿着辊道到达热检处的第二时间满足预设条件,第二板坯为与目标加热炉相邻的加热炉内的板坯,预设条件为第二时间与第一时间的差值为设定值,进而通过控制每个加热炉

一种连轧线推钢式加热炉出钢节奏协调控制方法.pdf
本发明公开了一种连轧线推钢式加热炉出钢节奏协调控制方法,属于自动化测量控制技术领域。本发明的步骤为:步骤一:根据实际应用场合调整已有硬件配置,并满足本控制方法的要求,具体包括加热炉出炉运输辊道的分组、传动方式,运输辊道最小长度的要求;步骤二:首先将检测器设置在出炉辊道的特定位置,此特定位置依据第一架轧机的位置和本生产线使用坯料长度来确定;步骤三:根据实际情况完成系统搭建,主要包括逻辑控制程序、触摸屏和信号灯的安装,电缆线的连接;步骤四:通过计算轧制剩余时间、来料运输时间、出钢操作时间,预判出钢时间;本发明
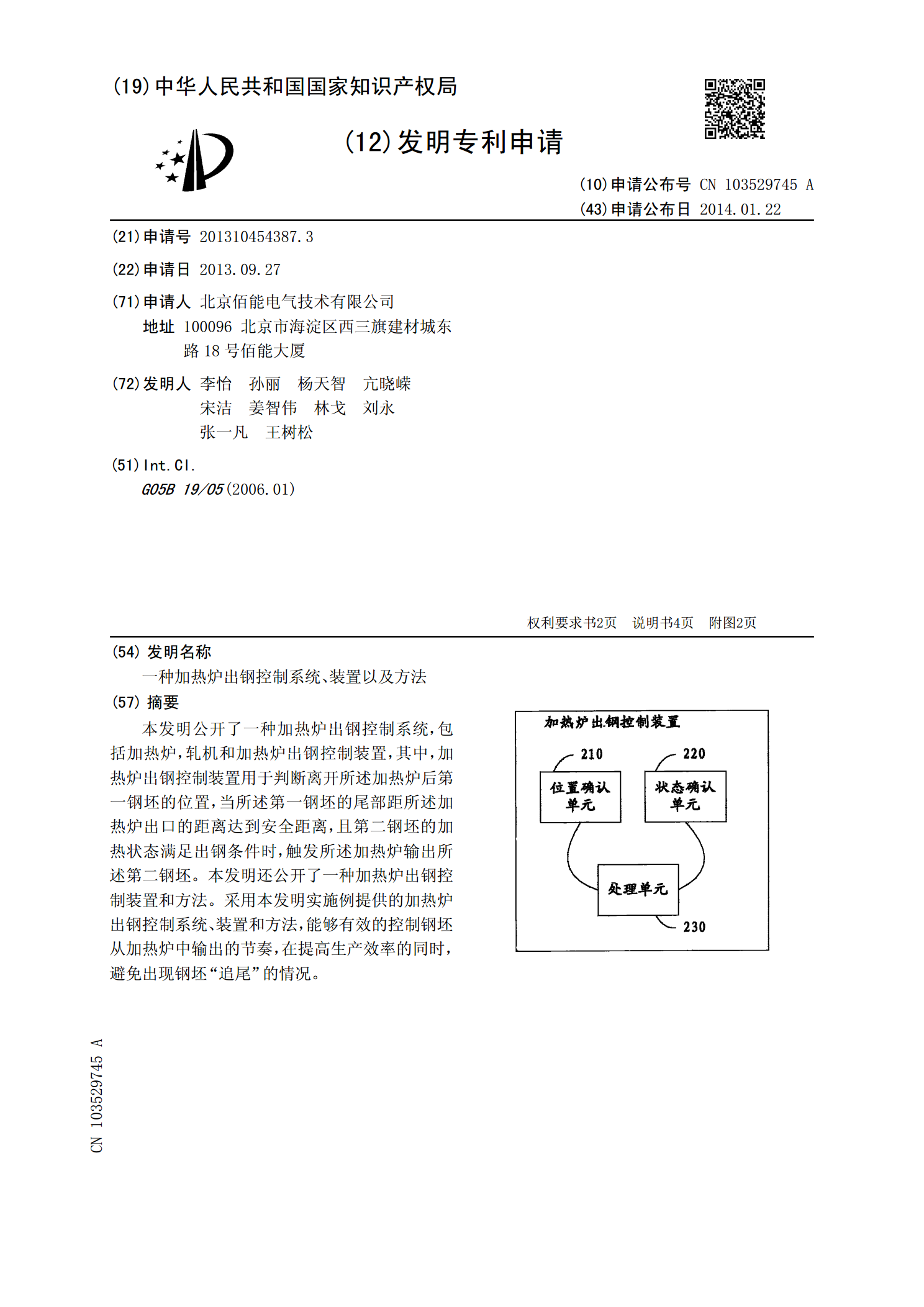
一种加热炉出钢控制系统、装置以及方法.pdf
本发明公开了一种加热炉出钢控制系统,包括加热炉,轧机和加热炉出钢控制装置,其中,加热炉出钢控制装置用于判断离开所述加热炉后第一钢坯的位置,当所述第一钢坯的尾部距所述加热炉出口的距离达到安全距离,且第二钢坯的加热状态满足出钢条件时,触发所述加热炉输出所述第二钢坯。本发明还公开了一种加热炉出钢控制装置和方法。采用本发明实施例提供的加热炉出钢控制系统、装置和方法,能够有效的控制钢坯从加热炉中输出的节奏,在提高生产效率的同时,避免出现钢坯“追尾”的情况。
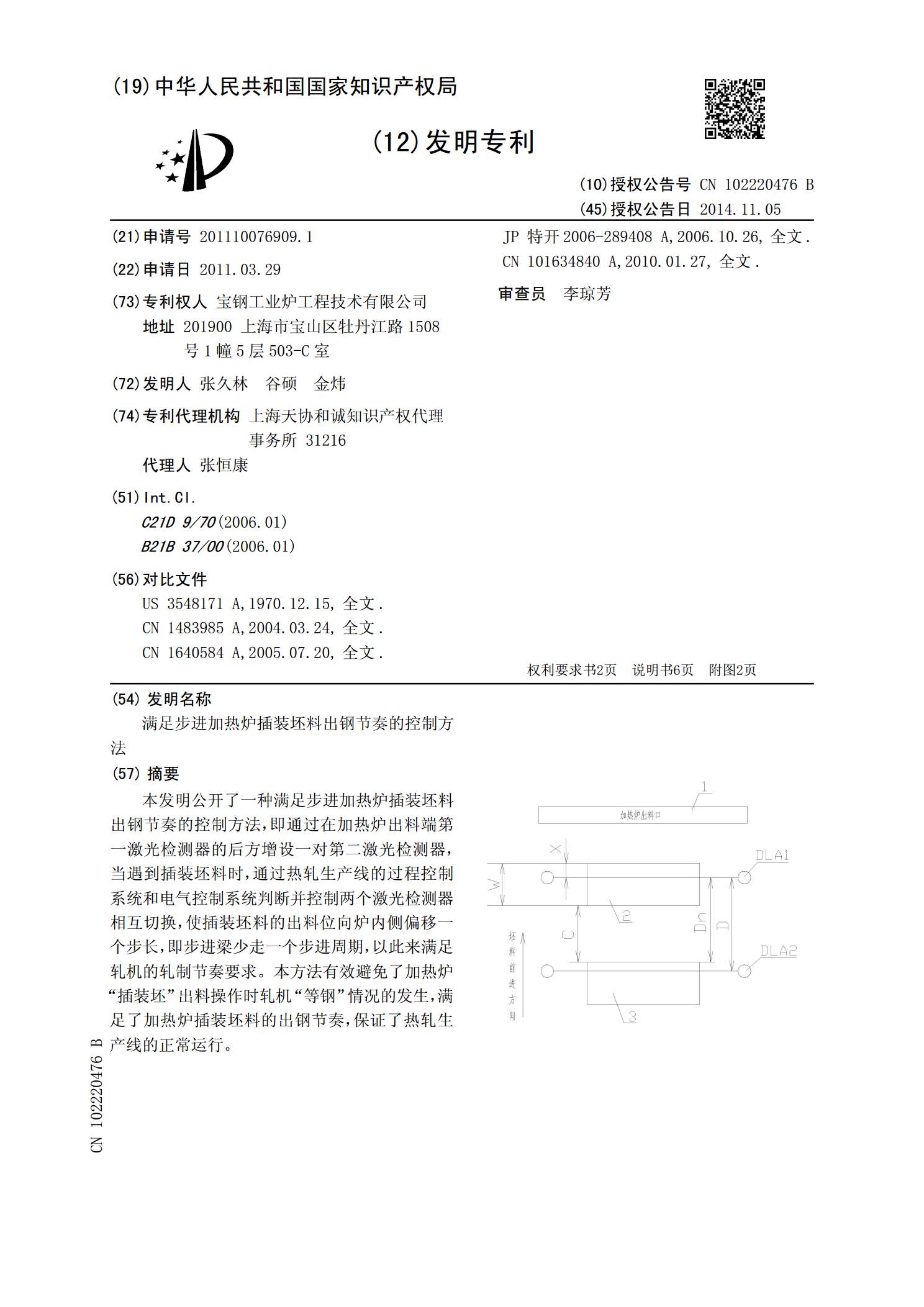
满足步进加热炉插装坯料出钢节奏的控制方法.pdf
本发明公开了一种满足步进加热炉插装坯料出钢节奏的控制方法,即通过在加热炉出料端第一激光检测器的后方增设一对第二激光检测器,当遇到插装坯料时,通过热轧生产线的过程控制系统和电气控制系统判断并控制两个激光检测器相互切换,使插装坯料的出料位向炉内侧偏移一个步长,即步进梁少走一个步进周期,以此来满足轧机的轧制节奏要求。本方法有效避免了加热炉“插装坯”出料操作时轧机“等钢”情况的发生,满足了加热炉插装坯料的出钢节奏,保证了热轧生产线的正常运行。