
大型琉璃石膏模具脱蜡方法.pdf

如灵****姐姐

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型琉璃石膏模具脱蜡方法.pdf
本发明公开了一种大型琉璃石膏模具脱蜡方法,经泥塑造型、制作硅胶模具、制作树脂或石膏外壳、浇蜡、制作石膏模具、将石膏模具贴近地面部分钻排气孔、将树脂或石膏保护外壳包裹的石膏模具和蜡模直接入窑炉,用热风装置吹注蜡模熔化,再用加热器放入到一定深度的蜡模中,并利用胶管外引蜡液,未熔化部分的蜡模,在窑炉烧制升温时或升温至200℃以前,蜡液顺排气孔自然流尽。因本发明在石膏模具外部采用了保护外壳,具有安全、快捷,成品率达100%。解决了传统石膏模具在脱蜡完成后,将石膏模具翻和往炉里吊运过程中,由于石膏模具本体太大,容易
石膏型熔模铸造干式脱蜡装置及脱蜡方法.pdf
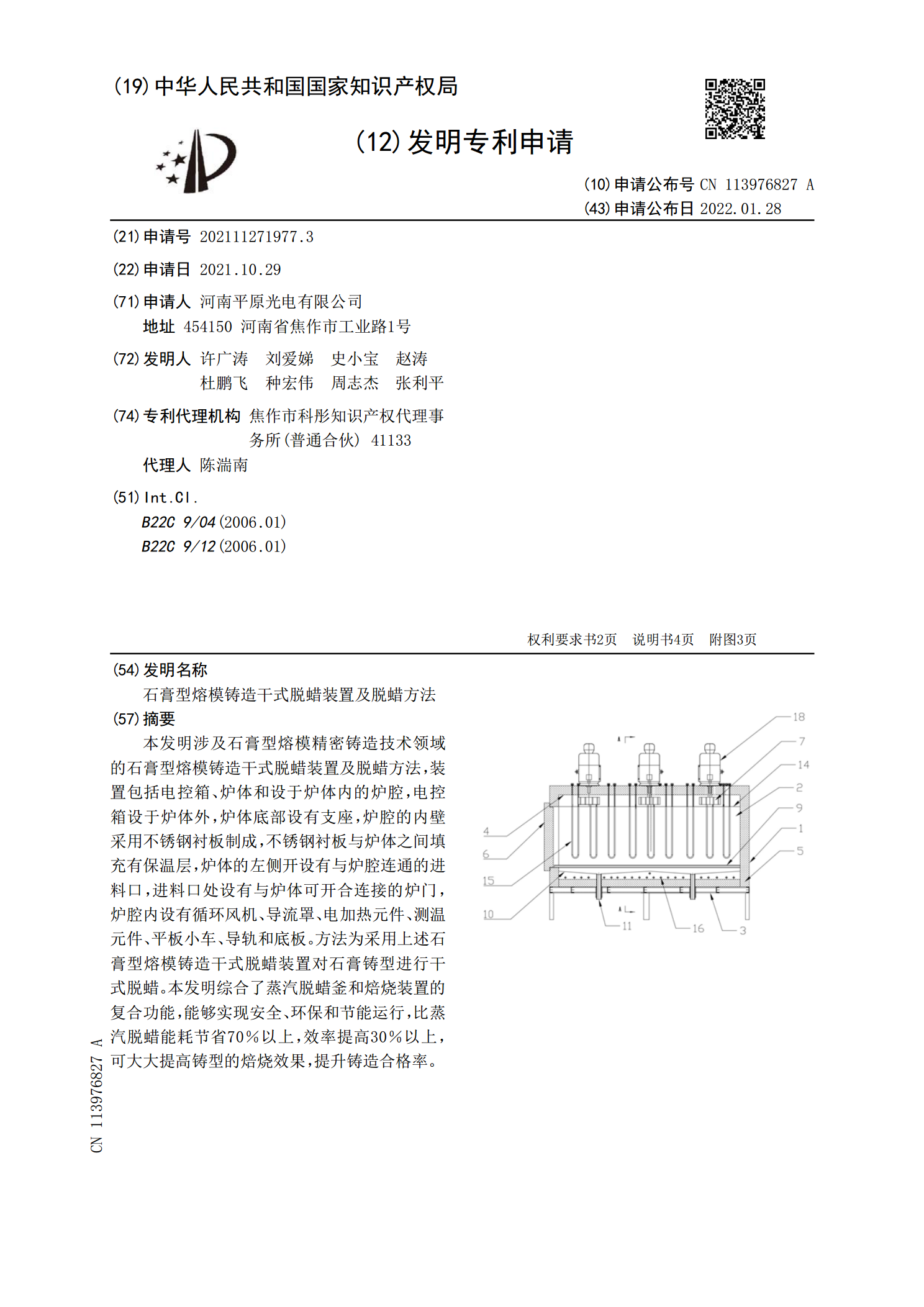
本发明涉及石膏型熔模精密铸造技术领域的石膏型熔模铸造干式脱蜡装置及脱蜡方法,装置包括电控箱、炉体和设于炉体内的炉腔,电控箱设于炉体外,炉体底部设有支座,炉腔的内壁采用不锈钢衬板制成,不锈钢衬板与炉体之间填充有保温层,炉体的左侧开设有与炉腔连通的进料口,进料口处设有与炉体可开合连接的炉门,炉腔内设有循环风机、导流罩、电加热元件、测温元件、平板小车、导轨和底板。方法为采用上述石膏型熔模铸造干式脱蜡装置对石膏铸型进行干式脱蜡。本发明综合了蒸汽脱蜡釜和焙烧装置的复合功能,能够实现安全、环保和节能运行,比蒸汽脱蜡能
琉璃脱蜡铸造法工艺过程详解.pdf
琉璃脱蜡铸造法工艺过程详解脱蜡铸造法是琉璃加工方式中最为困难的一种。但在琉璃艺术创作上,却也是最能随心所欲表现作者艺术理念的手段。古埃及发明脱蜡铸造法,至今已有三千多年的历史。脱蜡法,亦称失蜡法(PATE-DE-VERRE),已广泛应用在金属材料的工业生产艺术创作,而重新应用在水晶铸造,也不过百来年的时间。中国内地及台湾地区是在这十多年才陆续有水晶艺术爱好者着手以脱蜡铸造法进行琉璃艺术创作。由于不断的投入,时间虽短,却已获得相当傲人的成果,在个别工艺操作上,已超越欧美同业的水平,引起国际上的重视与交流邀访
一种大型琉璃墙的制作方法.pdf
本发明涉及一种琉璃工艺品的制作方法,尤其涉及一种大型琉璃墙的制作方法。一种大型琉璃墙的制作方法,包括以下步骤:①钢性结构的平底板上铺平板;②用油泥在平板上精雕浮雕;③将完成的泥样翻成高温石膏模具;④将此模具水平放入煅烧炉;⑤将各色琉璃原料按比例和顺序放入高温石膏模具的相应部位;⑥煅烧;⑦出炉后,琉璃表面手工打磨,然后经平磨机磨平面、磨边机磨边、切割机切割成要求尺寸;⑧经粗砂、细砂两道喷砂工艺对整体进行处理,然后再经表面化学处理完成后期加工。利用本发明方法制得的琉璃工艺品,具有大型化、美观、无瑕疵等优点,适
一种石膏模脱蜡焙烧工艺.pdf
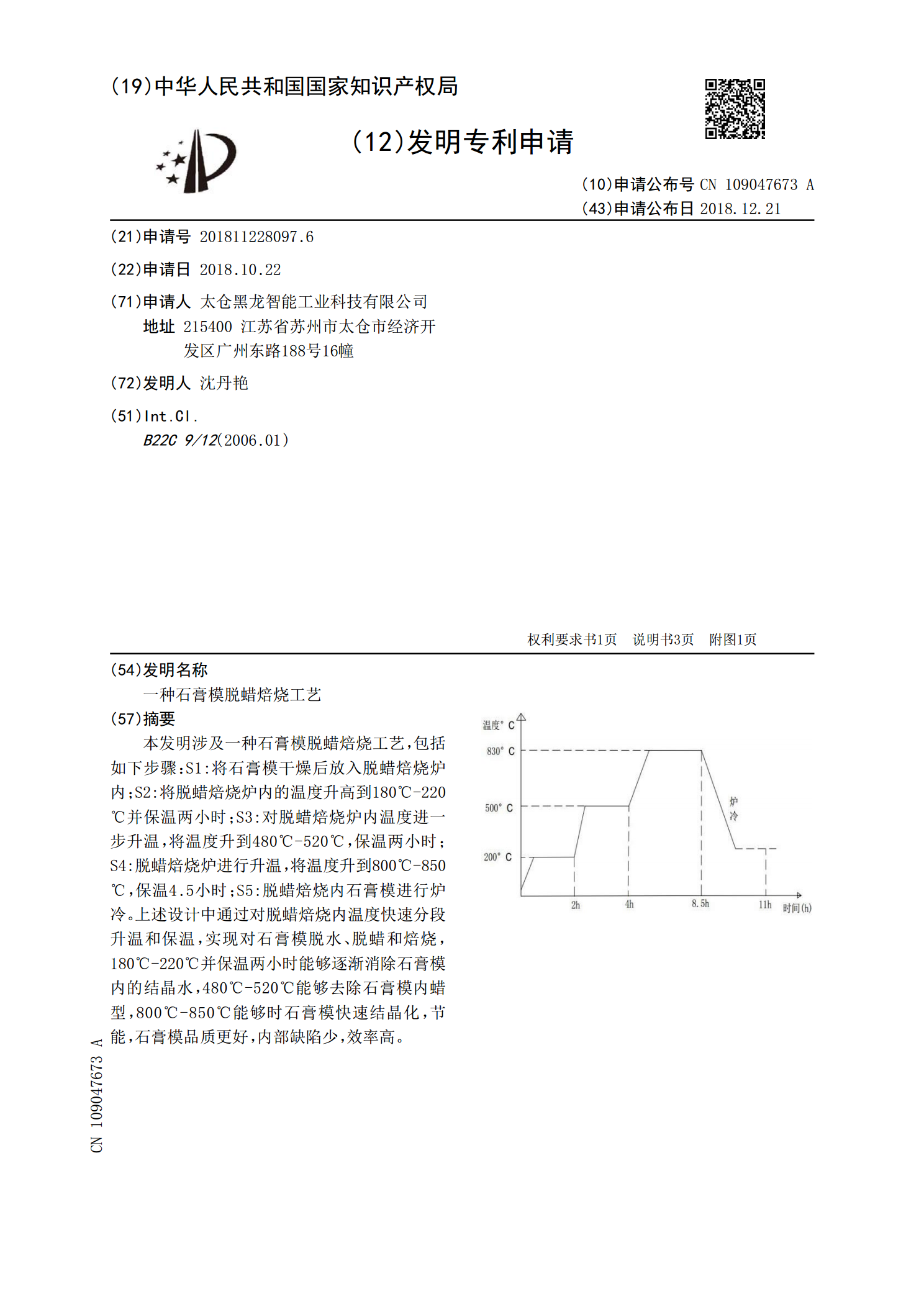
本发明涉及一种石膏模脱蜡焙烧工艺,包括如下步骤:S1:将石膏模干燥后放入脱蜡焙烧炉内;S2:将脱蜡焙烧炉内的温度升高到180℃‑220℃并保温两小时;S3:对脱蜡焙烧炉内温度进一步升温,将温度升到480℃‑520℃,保温两小时;S4:脱蜡焙烧炉进行升温,将温度升到800℃‑850℃,保温4.5小时;S5:脱蜡焙烧内石膏模进行炉冷。上述设计中通过对脱蜡焙烧内温度快速分段升温和保温,实现对石膏模脱水、脱蜡和焙烧,180℃‑220℃并保温两小时能够逐渐消除石膏模内的结晶水,480℃‑520℃能够去除石膏模内蜡型