
石膏型熔模铸造干式脱蜡装置及脱蜡方法.pdf

一吃****书竹

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
石膏型熔模铸造干式脱蜡装置及脱蜡方法.pdf
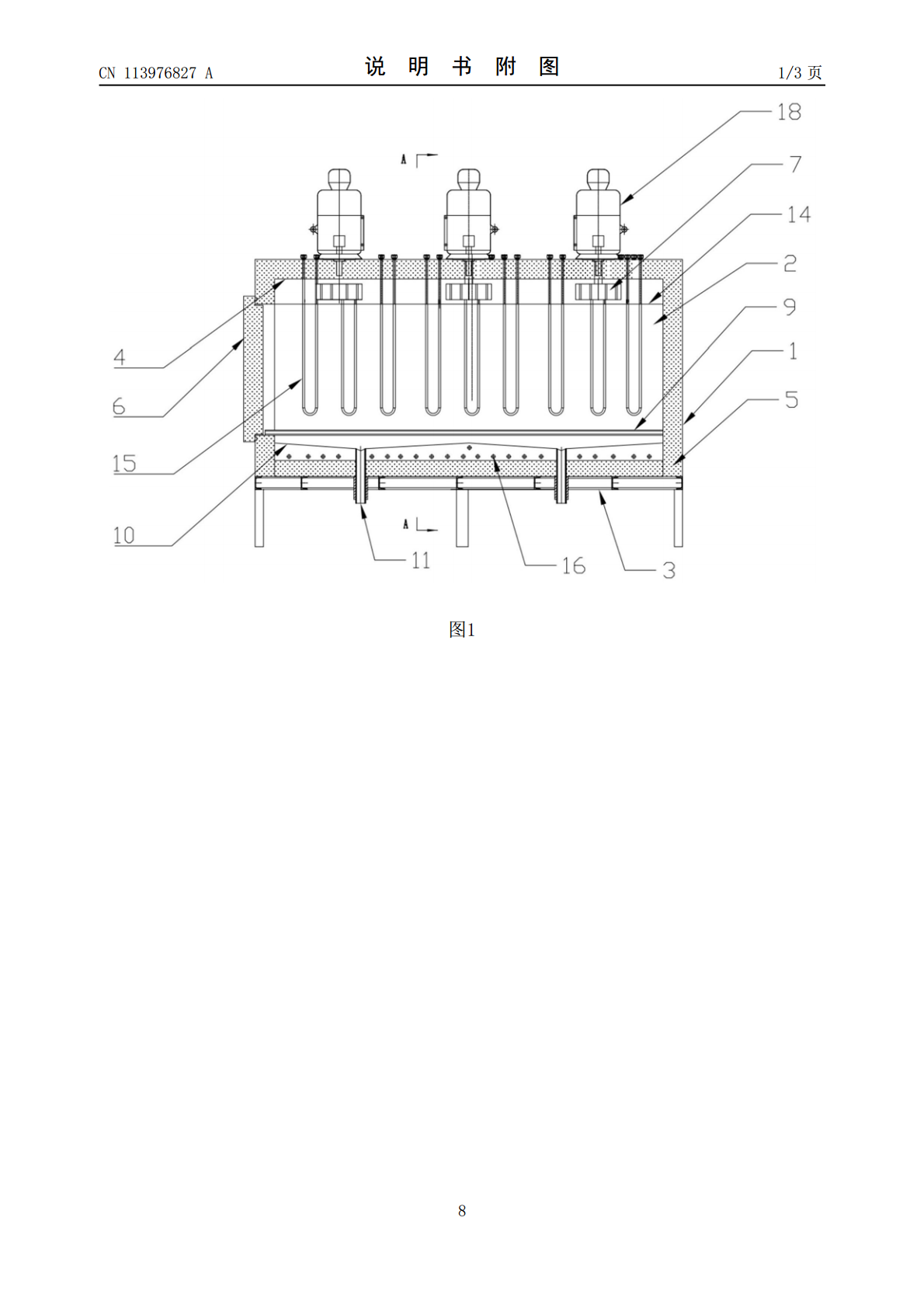
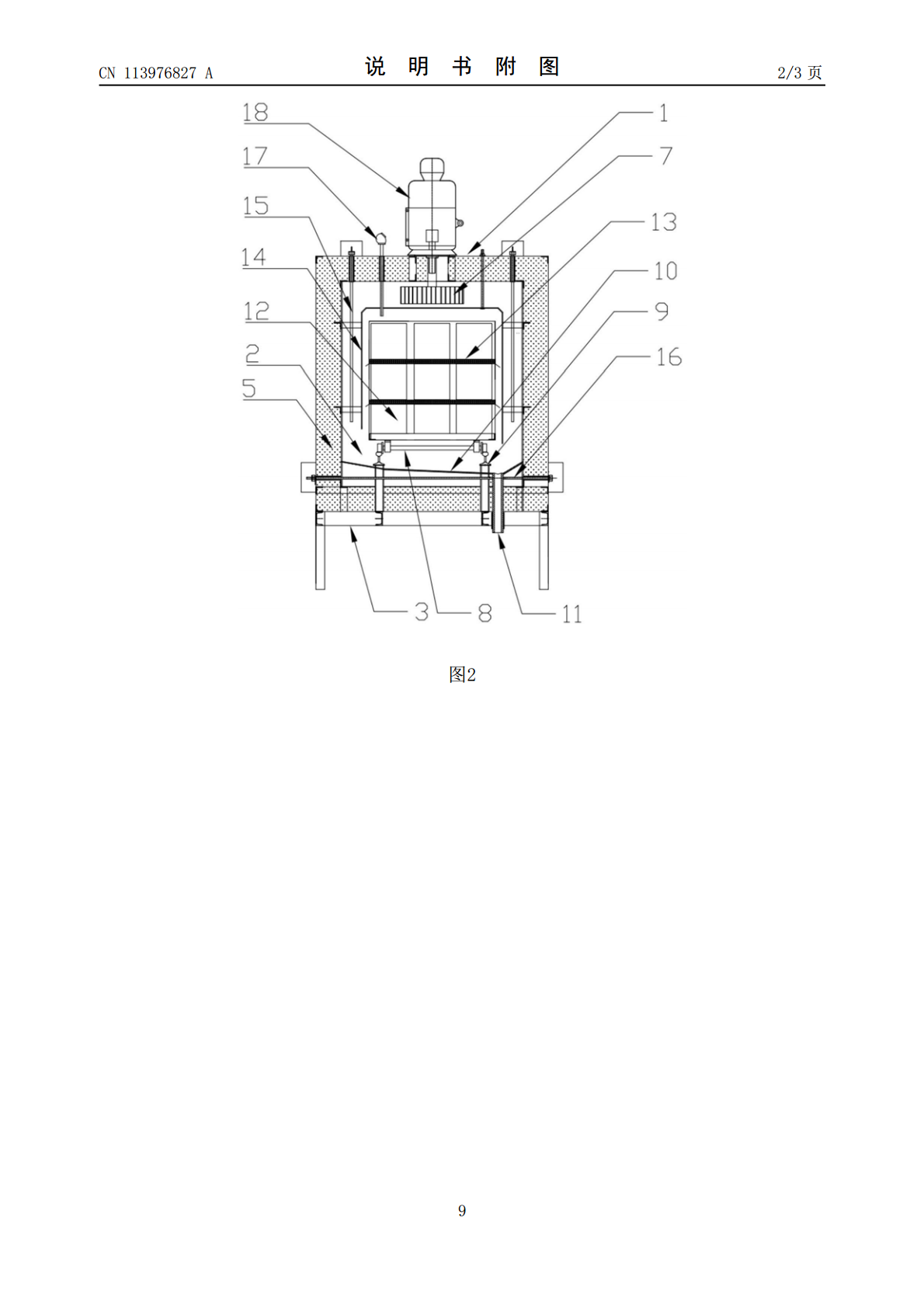
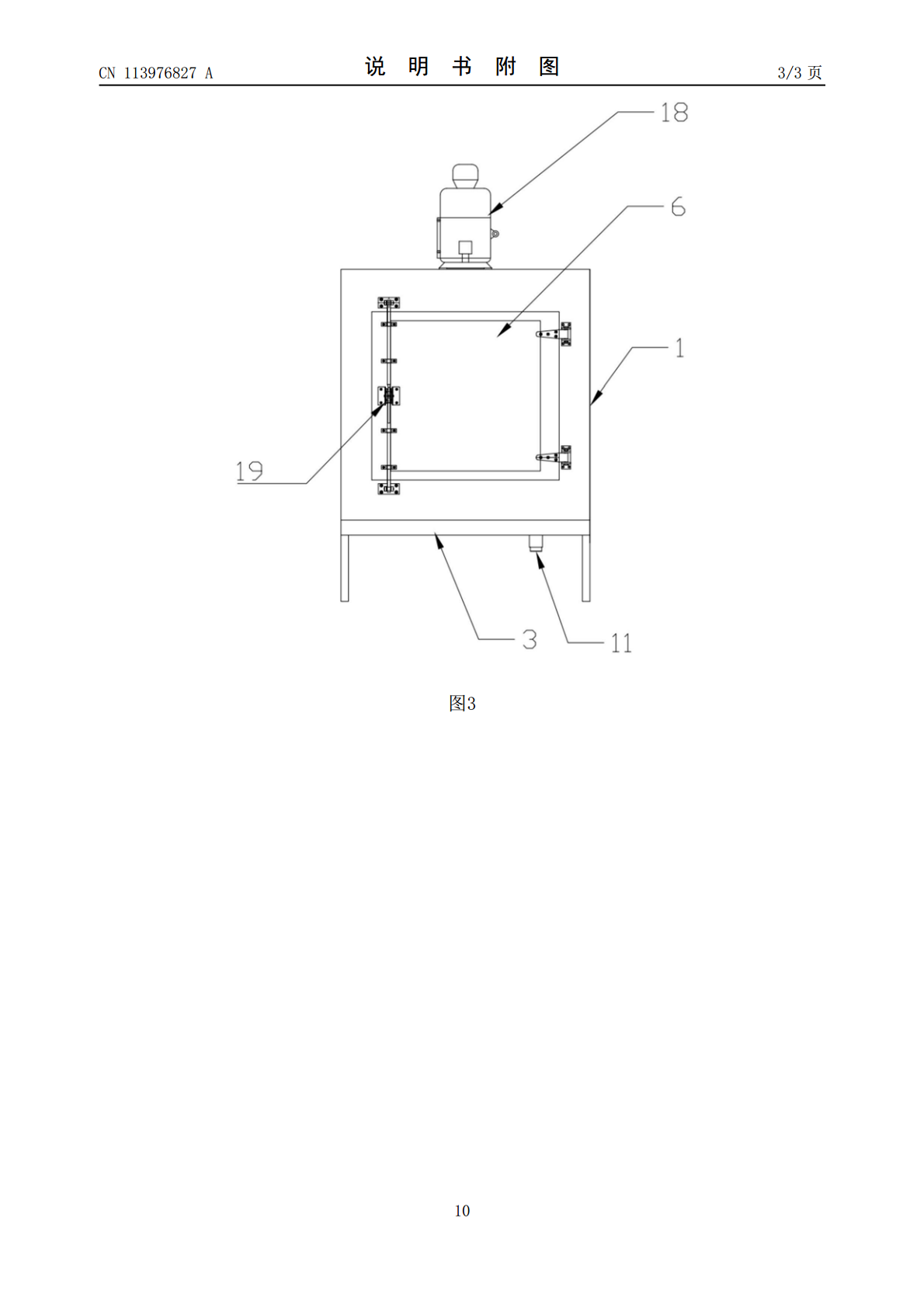
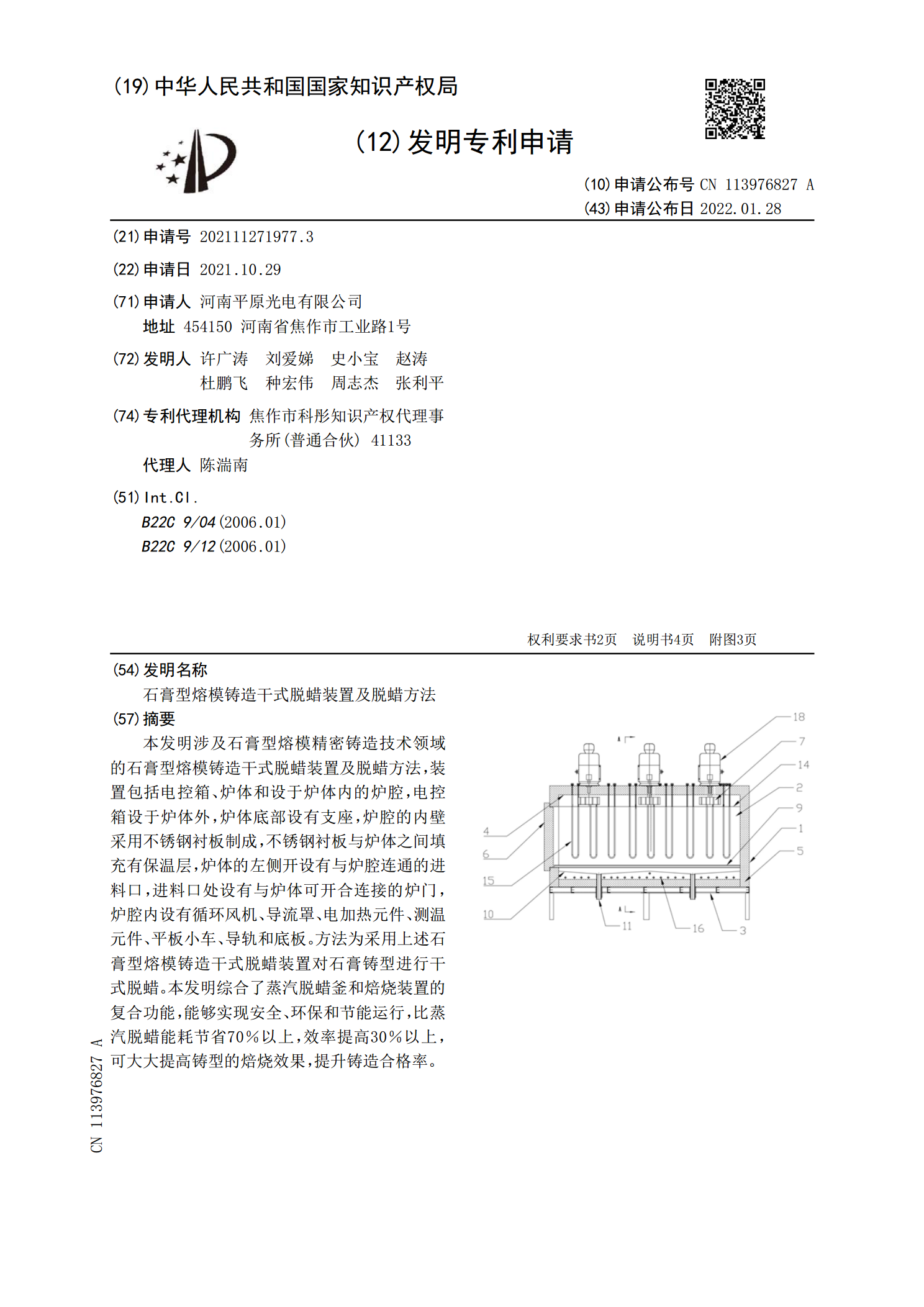
本发明涉及石膏型熔模精密铸造技术领域的石膏型熔模铸造干式脱蜡装置及脱蜡方法,装置包括电控箱、炉体和设于炉体内的炉腔,电控箱设于炉体外,炉体底部设有支座,炉腔的内壁采用不锈钢衬板制成,不锈钢衬板与炉体之间填充有保温层,炉体的左侧开设有与炉腔连通的进料口,进料口处设有与炉体可开合连接的炉门,炉腔内设有循环风机、导流罩、电加热元件、测温元件、平板小车、导轨和底板。方法为采用上述石膏型熔模铸造干式脱蜡装置对石膏铸型进行干式脱蜡。本发明综合了蒸汽脱蜡釜和焙烧装置的复合功能,能够实现安全、环保和节能运行,比蒸汽脱蜡能

一种干式蒸汽脱蜡装置及脱蜡方法.pdf
本发明涉及干式蒸汽脱蜡装置技术领域,具体是一种干式蒸汽脱蜡装置及脱蜡方法,用于解决现有设备物体脱蜡的时间长,蒸汽资源不能充分利用,杂质不易随着蜡水排出至脱蜡箱外侧的问题。一种干式蒸汽脱蜡装置及脱蜡方法,包括设备箱,设备箱的侧壁开设有第一真空层,第一真空层的外壁上设置有安全阀,蒸汽输送至第二真空层的里面,第二真空层与第三真空层相互配合形成一个密闭的蒸汽循环空间,对脱蜡箱的里面加热,第二真空层里面的蒸汽进入第一真空层内,在第一真空层里面的蒸汽不仅实现了对脱蜡箱的再次加热,还对蒸汽设备中的加热炉进行保温,实现了
一种熔模铸造模壳脱蜡装置及熔模铸造模壳脱蜡方法.pdf
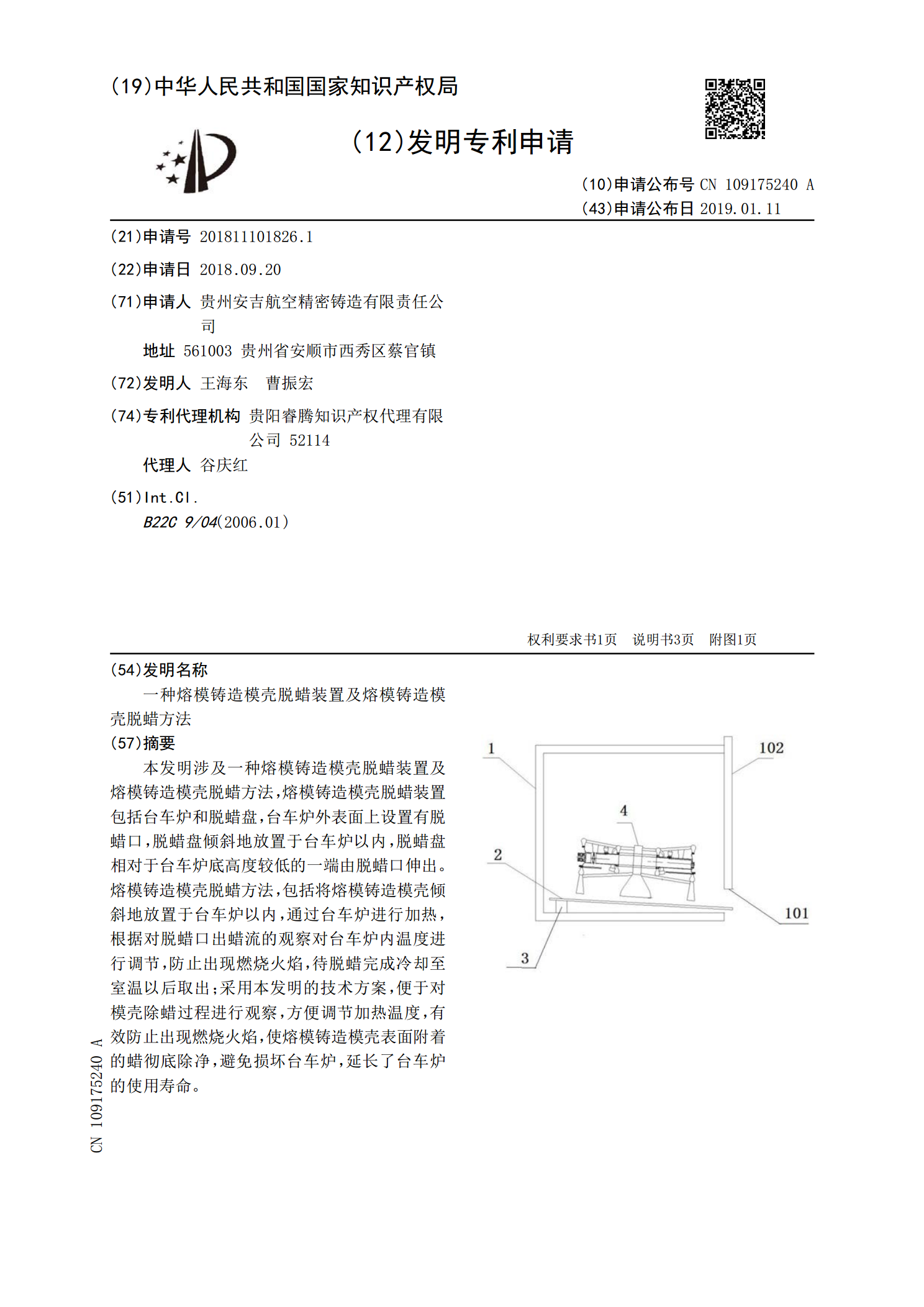
本发明涉及一种熔模铸造模壳脱蜡装置及熔模铸造模壳脱蜡方法,熔模铸造模壳脱蜡装置包括台车炉和脱蜡盘,台车炉外表面上设置有脱蜡口,脱蜡盘倾斜地放置于台车炉以内,脱蜡盘相对于台车炉底高度较低的一端由脱蜡口伸出。熔模铸造模壳脱蜡方法,包括将熔模铸造模壳倾斜地放置于台车炉以内,通过台车炉进行加热,根据对脱蜡口出蜡流的观察对台车炉内温度进行调节,防止出现燃烧火焰,待脱蜡完成冷却至室温以后取出;采用本发明的技术方案,便于对模壳除蜡过程进行观察,方便调节加热温度,有效防止出现燃烧火焰,使熔模铸造模壳表面附着的蜡彻底除净,
大型琉璃石膏模具脱蜡方法.pdf
本发明公开了一种大型琉璃石膏模具脱蜡方法,经泥塑造型、制作硅胶模具、制作树脂或石膏外壳、浇蜡、制作石膏模具、将石膏模具贴近地面部分钻排气孔、将树脂或石膏保护外壳包裹的石膏模具和蜡模直接入窑炉,用热风装置吹注蜡模熔化,再用加热器放入到一定深度的蜡模中,并利用胶管外引蜡液,未熔化部分的蜡模,在窑炉烧制升温时或升温至200℃以前,蜡液顺排气孔自然流尽。因本发明在石膏模具外部采用了保护外壳,具有安全、快捷,成品率达100%。解决了传统石膏模具在脱蜡完成后,将石膏模具翻和往炉里吊运过程中,由于石膏模具本体太大,容易

异构脱蜡装置干式硫化工艺安全探讨.docx
异构脱蜡装置干式硫化工艺安全探讨异构脱蜡装置是一种用于去除硫化硅铁中的蜡质的设备,其干式硫化工艺在工业领域得到广泛应用。然而,安全问题一直是工业生产中的重要关注点。本论文将对异构脱蜡装置干式硫化工艺的安全探讨进行讨论,并提出相应的安全措施和建议。1.工艺流程说明异构脱蜡装置干式硫化工艺是指将硅铁放入高温炉中进行热处理,以去除硅铁中的蜡质。其基本工艺流程包括硅铁的预处理、干燥和硫化三个主要步骤。首先,硅铁在进入炉前需要经过预处理,包括去除表面积蜡质和杂质等。然后,硅铁被放置在干燥室中进行干燥处理,以保证炉蜡