
一种变压器的自动焊接方法及自动焊接设备.pdf

骊英****bb

1/10

2/10
3/10
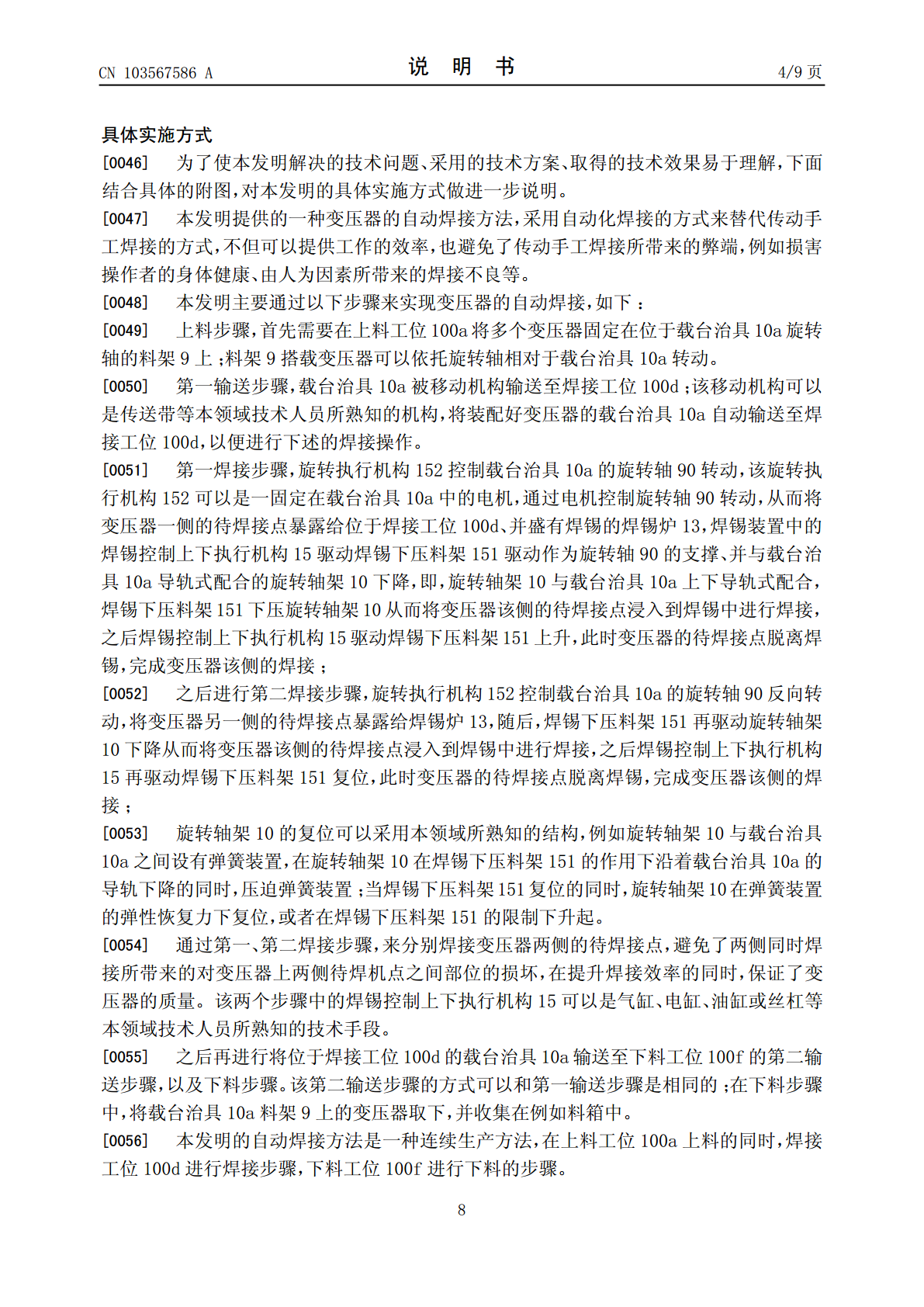
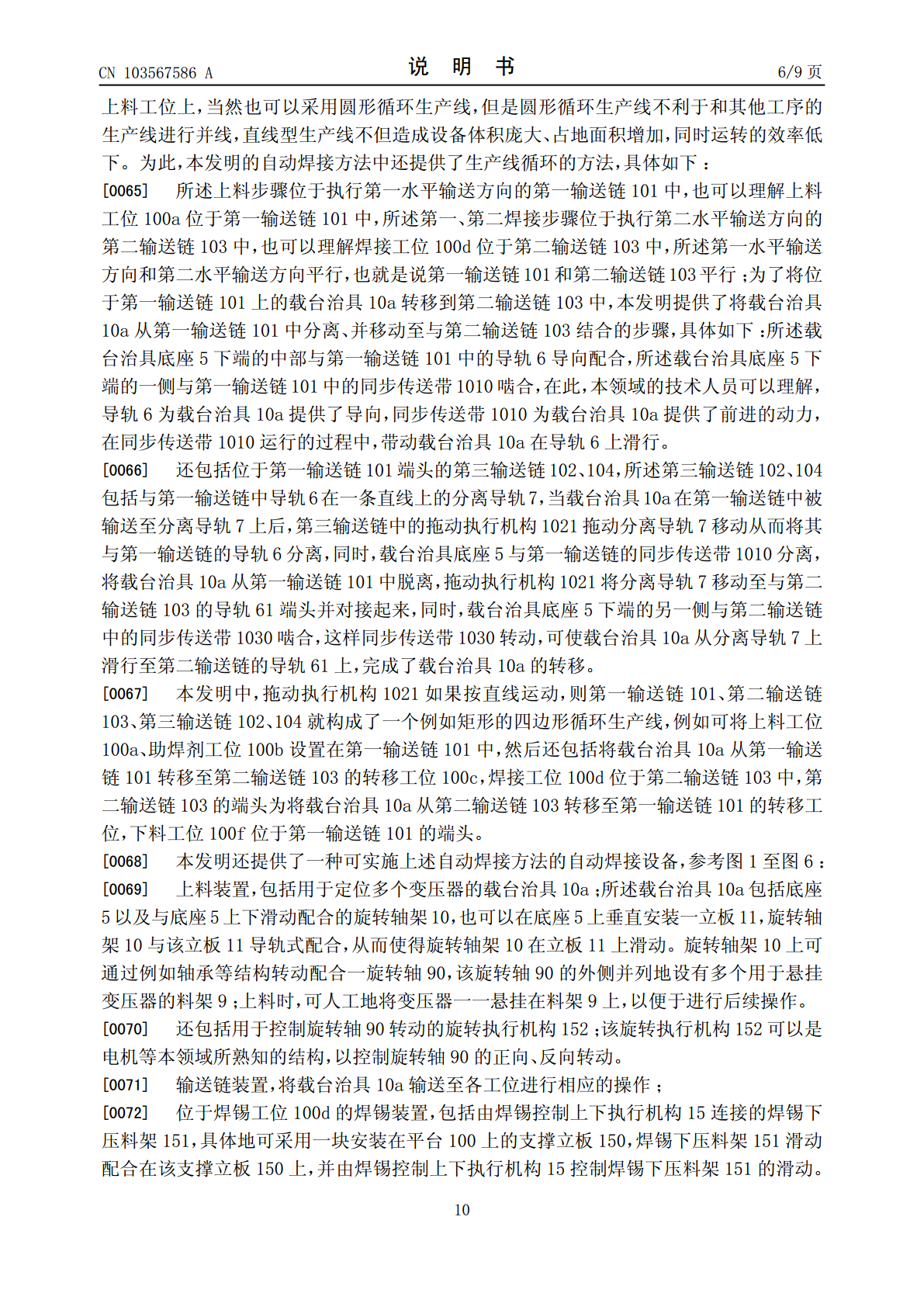
4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种变压器的自动焊接方法及自动焊接设备.pdf
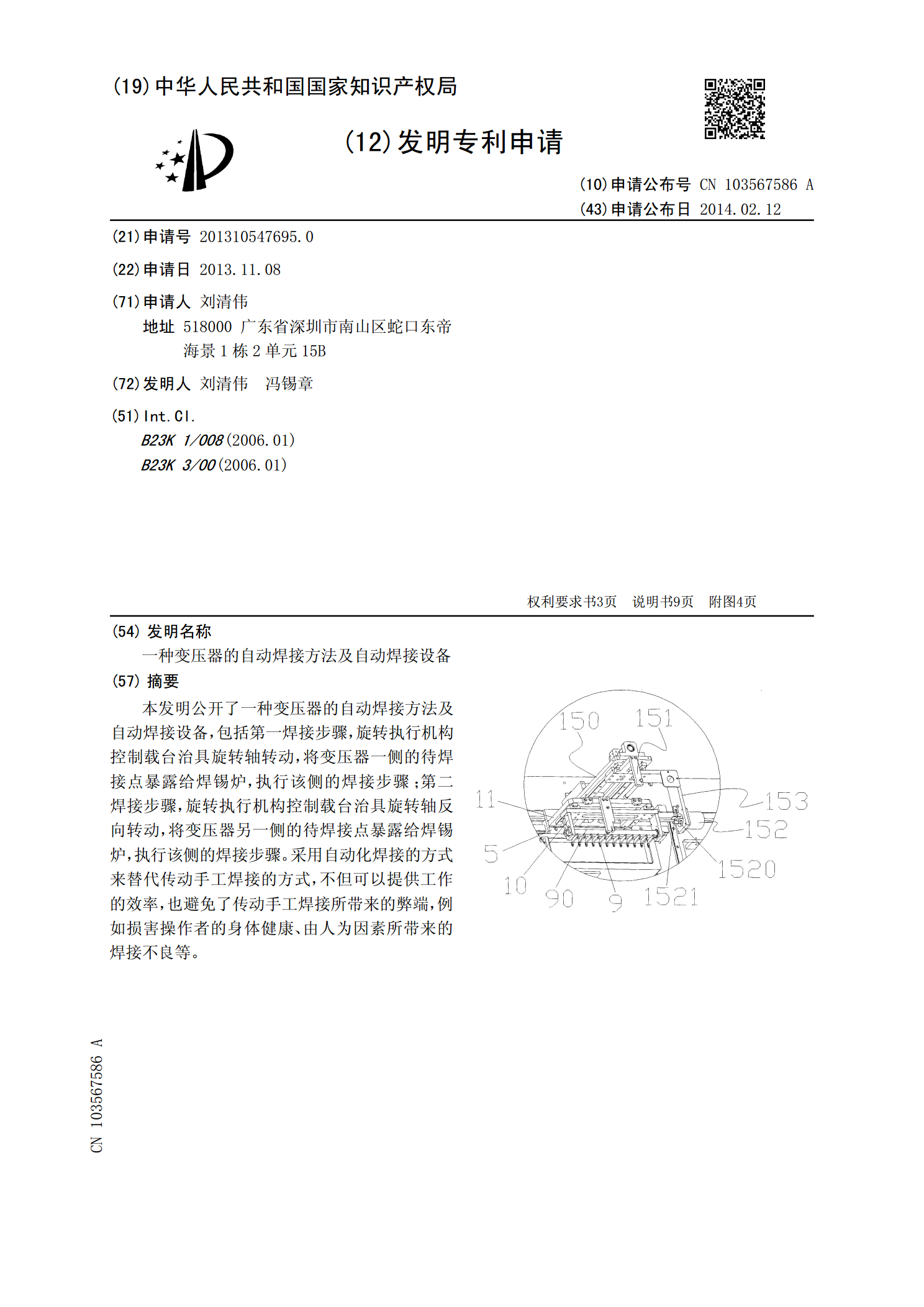
本发明公开了一种变压器的自动焊接方法及自动焊接设备,包括第一焊接步骤,旋转执行机构控制载台治具旋转轴转动,将变压器一侧的待焊接点暴露给焊锡炉,执行该侧的焊接步骤;第二焊接步骤,旋转执行机构控制载台治具旋转轴反向转动,将变压器另一侧的待焊接点暴露给焊锡炉,执行该侧的焊接步骤。采用自动化焊接的方式来替代传动手工焊接的方式,不但可以提供工作的效率,也避免了传动手工焊接所带来的弊端,例如损害操作者的身体健康、由人为因素所带来的焊接不良等。

一种变压器用波纹管自动焊接设备及其焊接方法.pdf
一种变压器用波纹管焊缝自动焊接设备及焊接方法,属于变压器用波纹管焊接技术领域。包括回转工作台、二维数控平台、激光轮廓测量仪、R轴、焊接机床及控制系统,所述回转工作台固定在机床工作台面上,R轴一端滑动安装在焊接机床的床身上,另一端两侧分别安装有激光轮廓测量仪和沿R轴滑动的二维数控平台,在二维数控平台上滑动连接有焊枪,所述激光轮廓测量仪的激光与焊枪轴线平行,所述回转工作台、二维数控平台及焊接机床床身分别通过电机连接控制系统的控制器,激光轮廓测量仪与控制系统的工控机连接。本发明的解决了大型薄壁波纹管的手工焊接难

一种线圈自动焊接设备以及焊接方法.pdf
本发明一种线圈自动焊接设备,包括底座,所述底座上面设置有抬升机构以及刮除机构,所述抬升机构上端面设置有自动恒温锡炉,所述自动恒温锡炉中部还设置有小锡槽,所述抬升机构上端还设置有加料机构,所述刮除机构包括刮板以及直线导轨和直线模组,所述刮板一端位于自动恒温锡炉上方,本发明结构简单,操作方便,实现线圈接头和引脚的全自动化锡焊,减少了人工投入,提高了生产效率,产品质量高,增加了收入效益。

一种自动焊接设备.pdf
本发明公开了一种自动焊接设备,属于自动焊接设备领域,其技术方案要点是,包括支撑架、底座和焊接机体,焊接机体的表面设置有控制面板,控制面板固定安装在焊接机体上,控制面板的上表面设置有出锡控制显示器,出锡控制显示器贯穿连接在控制面板上,节能装置包括检测器、壳体、调节功率板和电压传感器,检测器固定连接在壳体内部,调节功率板紧密贴合在电压传感器上,出锡控制显示器来控制焊锡的焊接速度,可适用于不同的焊接产品的焊接,实用性高,通过电压传感器来控制焊接头的电压,再用检测器来检测焊接头的电流,然后用调节功率板来调节功率,
一种自动焊接设备.pdf
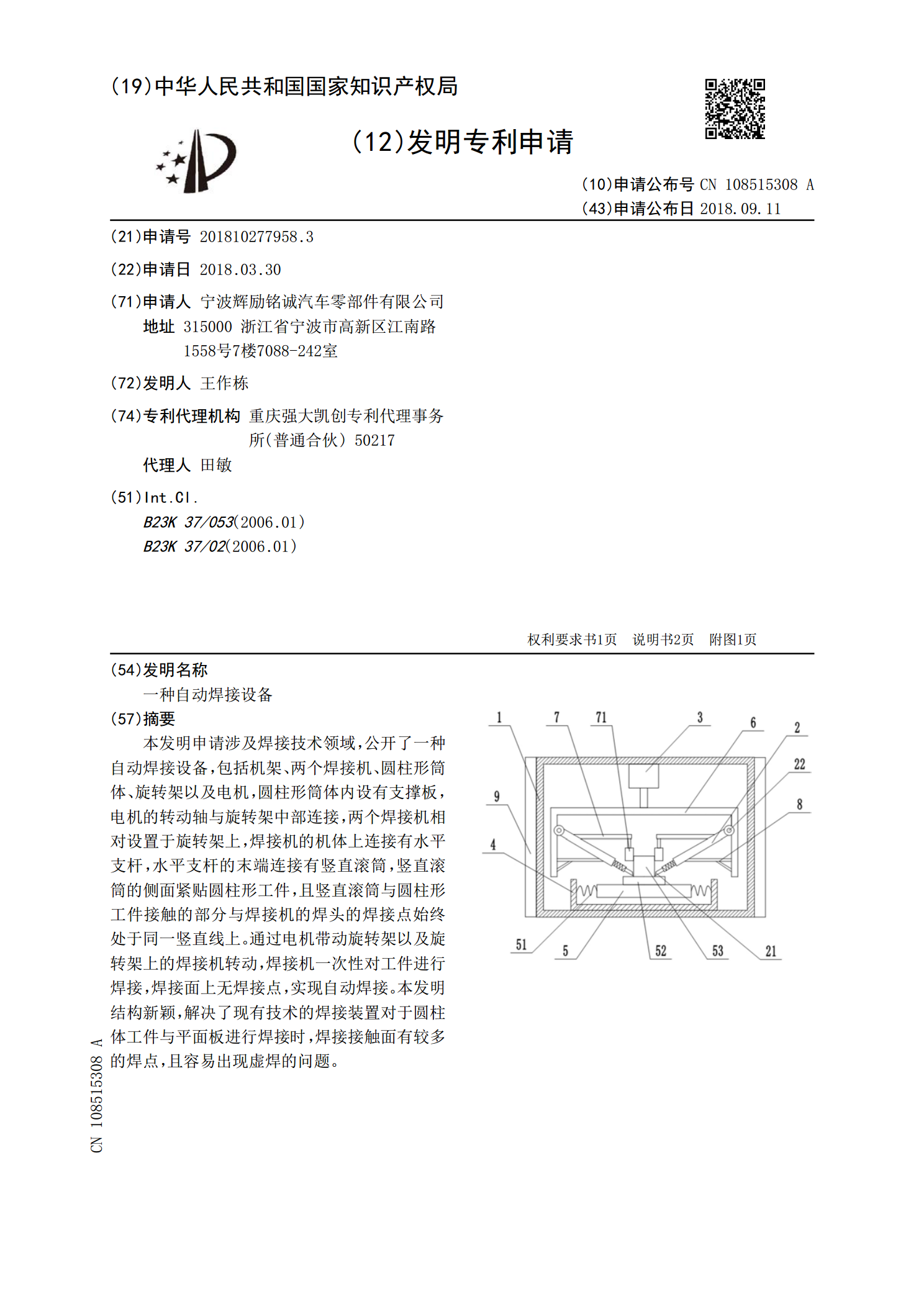
本发明申请涉及焊接技术领域,公开了一种自动焊接设备,包括机架、两个焊接机、圆柱形筒体、旋转架以及电机,圆柱形筒体内设有支撑板,电机的转动轴与旋转架中部连接,两个焊接机相对设置于旋转架上,焊接机的机体上连接有水平支杆,水平支杆的末端连接有竖直滚筒,竖直滚筒的侧面紧贴圆柱形工件,且竖直滚筒与圆柱形工件接触的部分与焊接机的焊头的焊接点始终处于同一竖直线上。通过电机带动旋转架以及旋转架上的焊接机转动,焊接机一次性对工件进行焊接,焊接面上无焊接点,实现自动焊接。本发明结构新颖,解决了现有技术的焊接装置对于圆柱体工件