
一种变压器用波纹管自动焊接设备及其焊接方法.pdf

一吃****春晓

1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种变压器用波纹管自动焊接设备及其焊接方法.pdf
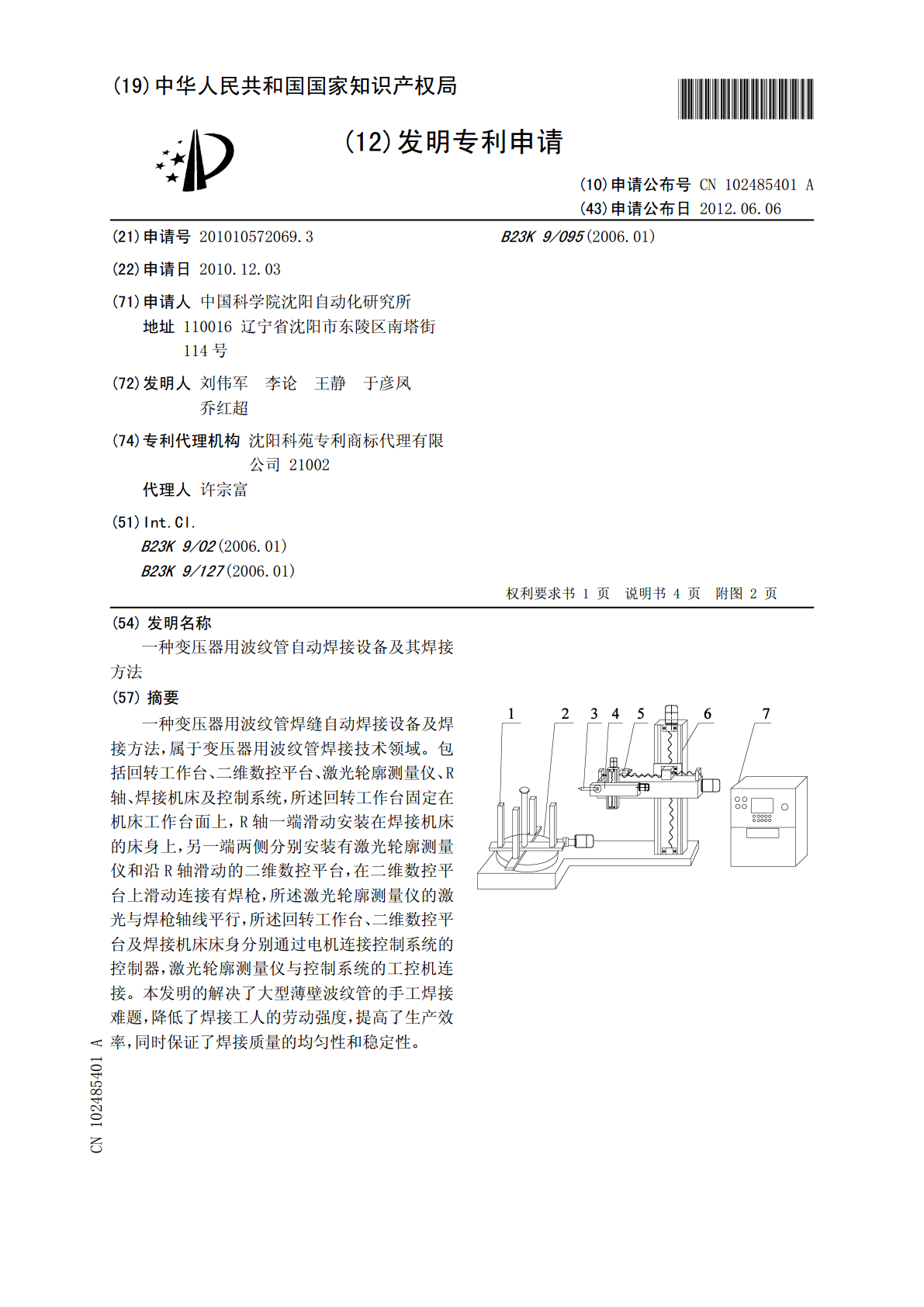
一种变压器用波纹管焊缝自动焊接设备及焊接方法,属于变压器用波纹管焊接技术领域。包括回转工作台、二维数控平台、激光轮廓测量仪、R轴、焊接机床及控制系统,所述回转工作台固定在机床工作台面上,R轴一端滑动安装在焊接机床的床身上,另一端两侧分别安装有激光轮廓测量仪和沿R轴滑动的二维数控平台,在二维数控平台上滑动连接有焊枪,所述激光轮廓测量仪的激光与焊枪轴线平行,所述回转工作台、二维数控平台及焊接机床床身分别通过电机连接控制系统的控制器,激光轮廓测量仪与控制系统的工控机连接。本发明的解决了大型薄壁波纹管的手工焊接难
一种变压器的自动焊接方法及自动焊接设备.pdf
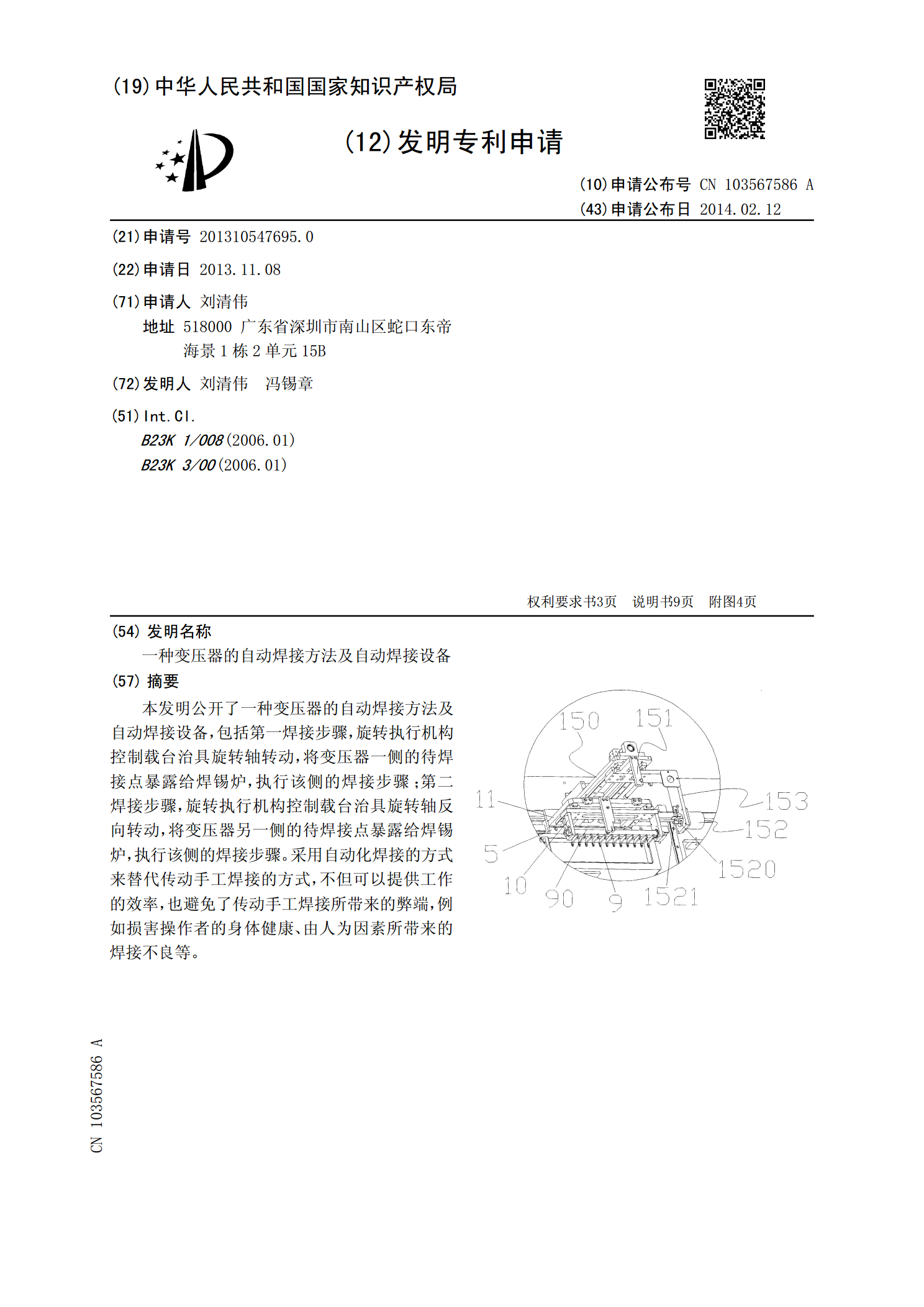
本发明公开了一种变压器的自动焊接方法及自动焊接设备,包括第一焊接步骤,旋转执行机构控制载台治具旋转轴转动,将变压器一侧的待焊接点暴露给焊锡炉,执行该侧的焊接步骤;第二焊接步骤,旋转执行机构控制载台治具旋转轴反向转动,将变压器另一侧的待焊接点暴露给焊锡炉,执行该侧的焊接步骤。采用自动化焊接的方式来替代传动手工焊接的方式,不但可以提供工作的效率,也避免了传动手工焊接所带来的弊端,例如损害操作者的身体健康、由人为因素所带来的焊接不良等。
一种自动焊接设备及其加工方法.pdf
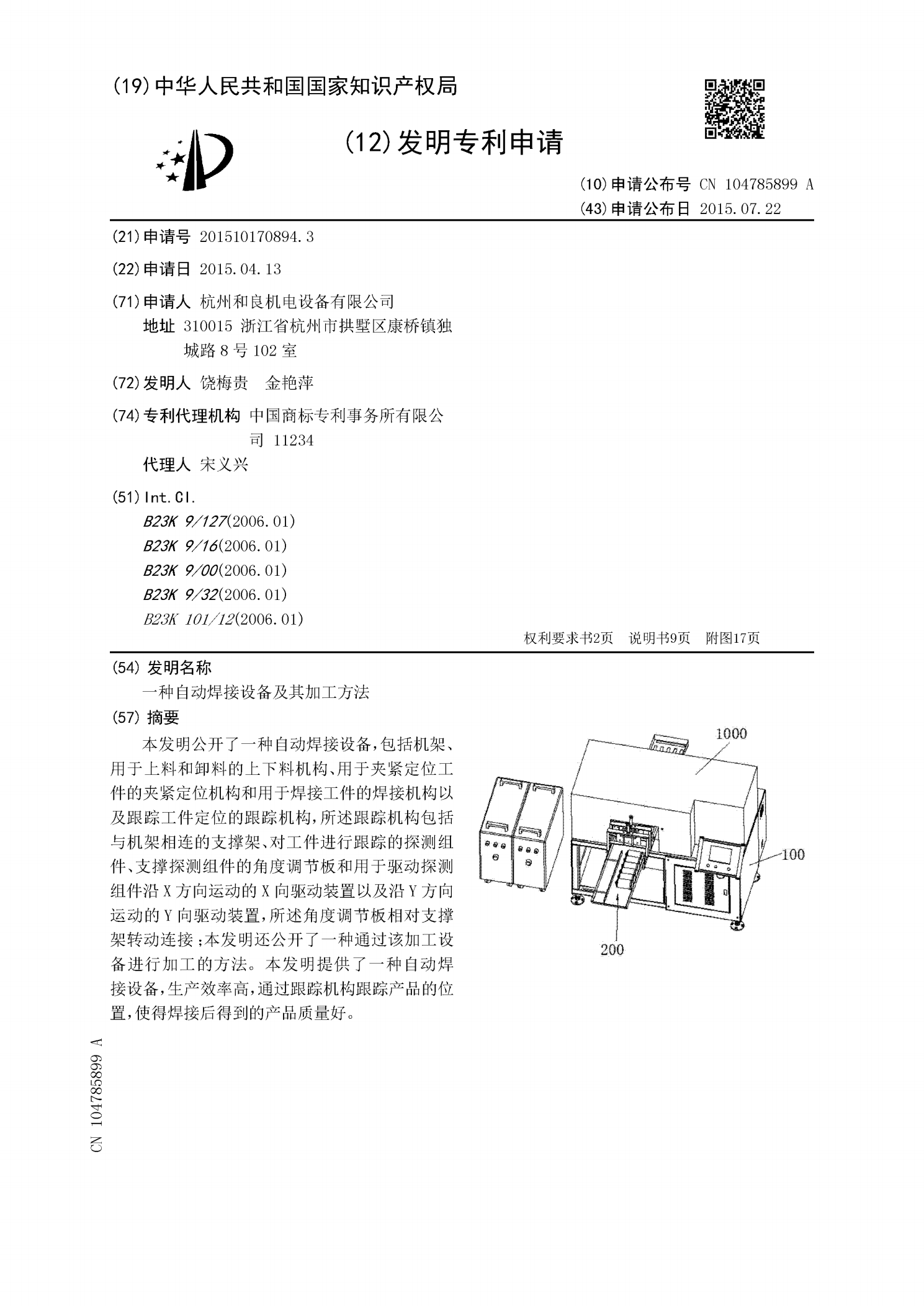
本发明公开了一种自动焊接设备,包括机架、用于上料和卸料的上下料机构、用于夹紧定位工件的夹紧定位机构和用于焊接工件的焊接机构以及跟踪工件定位的跟踪机构,所述跟踪机构包括与机架相连的支撑架、对工件进行跟踪的探测组件、支撑探测组件的角度调节板和用于驱动探测组件沿X方向运动的X向驱动装置以及沿Y方向运动的Y向驱动装置,所述角度调节板相对支撑架转动连接;本发明还公开了一种通过该加工设备进行加工的方法。本发明提供了一种自动焊接设备,生产效率高,通过跟踪机构跟踪产品的位置,使得焊接后得到的产品质量好。
一种电弧焊自动焊接设备及其焊接方法.pdf
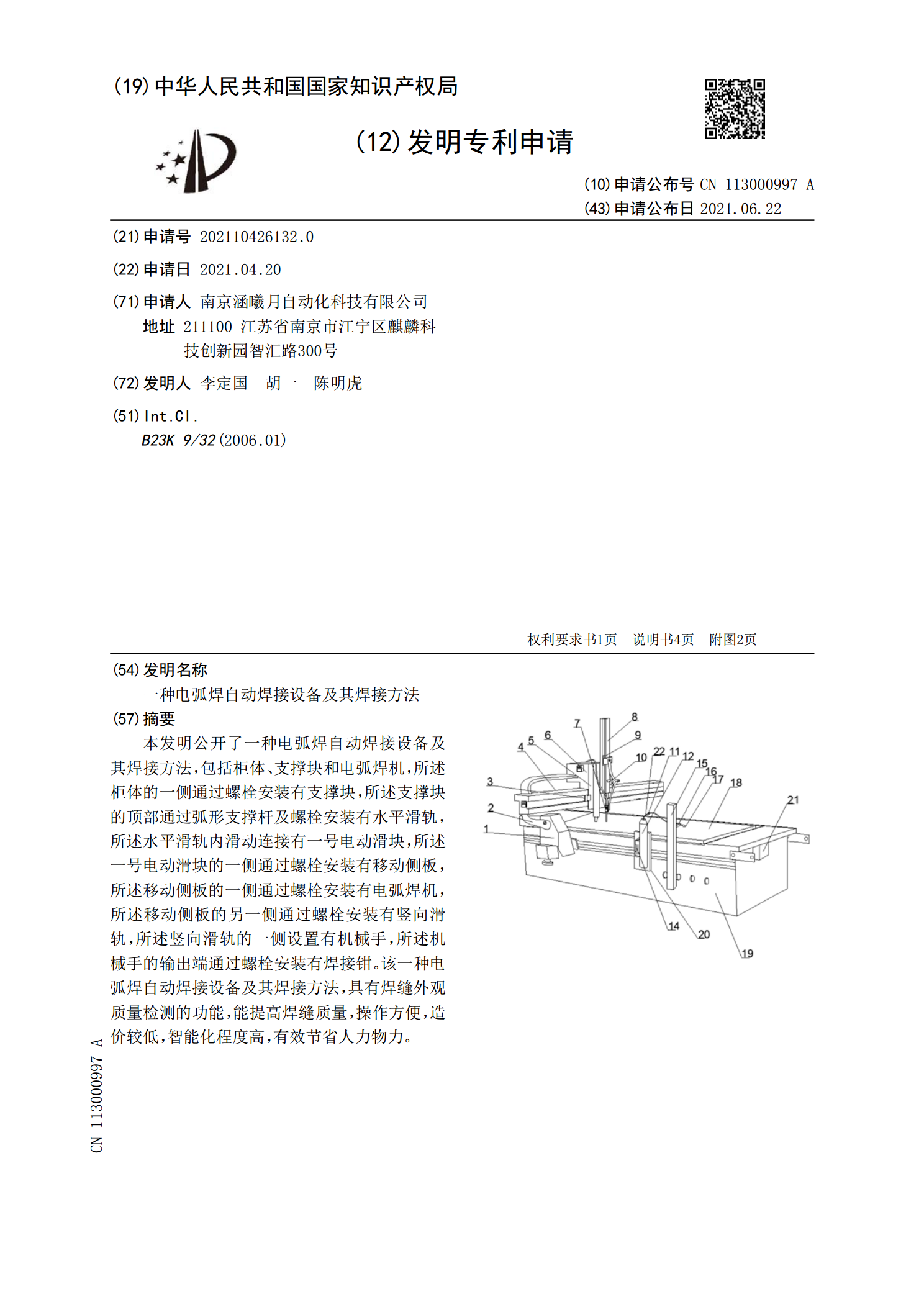
本发明公开了一种电弧焊自动焊接设备及其焊接方法,包括柜体、支撑块和电弧焊机,所述柜体的一侧通过螺栓安装有支撑块,所述支撑块的顶部通过弧形支撑杆及螺栓安装有水平滑轨,所述水平滑轨内滑动连接有一号电动滑块,所述一号电动滑块的一侧通过螺栓安装有移动侧板,所述移动侧板的一侧通过螺栓安装有电弧焊机,所述移动侧板的另一侧通过螺栓安装有竖向滑轨,所述竖向滑轨的一侧设置有机械手,所述机械手的输出端通过螺栓安装有焊接钳。该一种电弧焊自动焊接设备及其焊接方法,具有焊缝外观质量检测的功能,能提高焊缝质量,操作方便,造价较低,智
一种钢筋网自动化激光焊接设备及其焊接方法.pdf
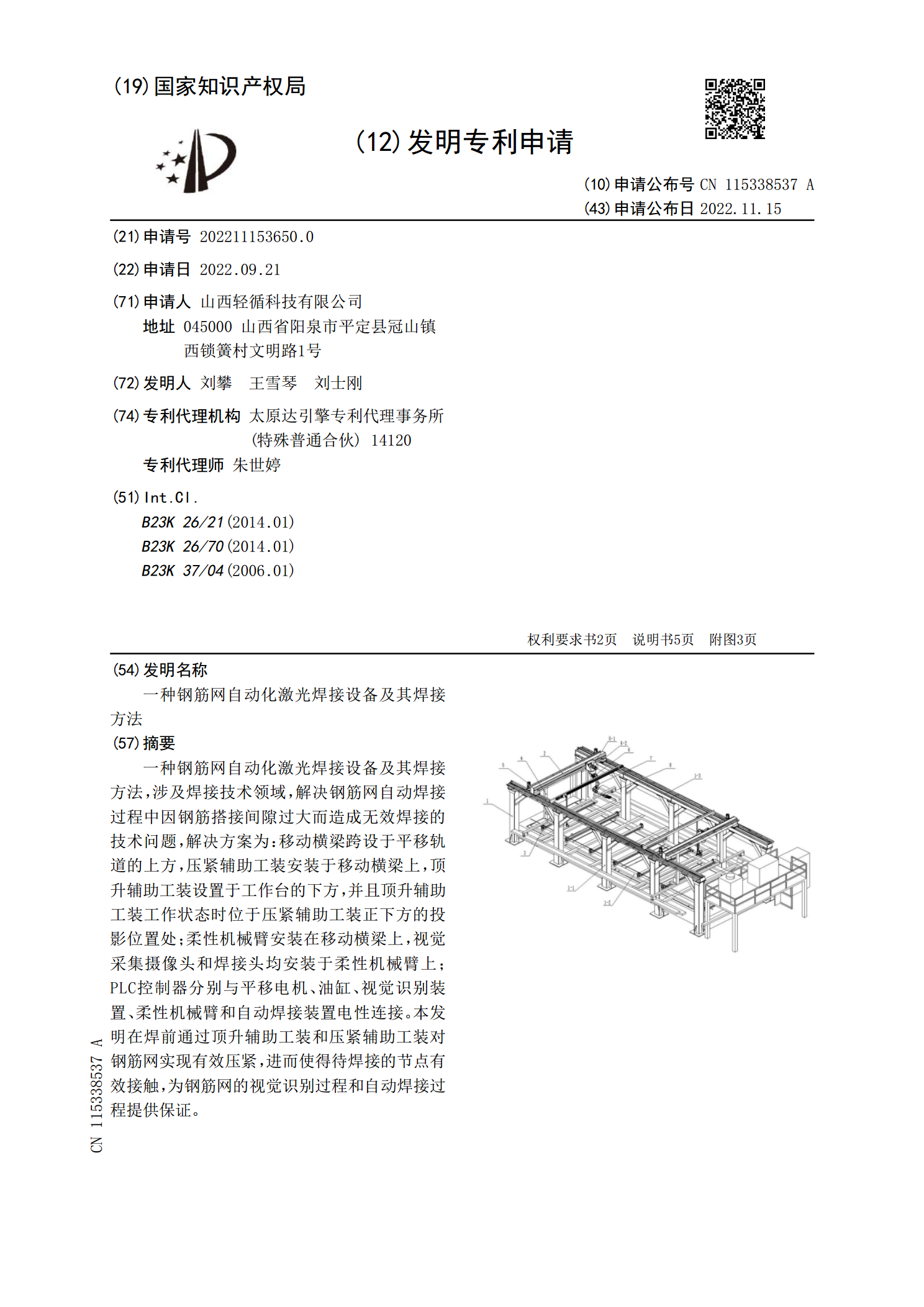
一种钢筋网自动化激光焊接设备及其焊接方法,涉及焊接技术领域,解决钢筋网自动焊接过程中因钢筋搭接间隙过大而造成无效焊接的技术问题,解决方案为:移动横梁跨设于平移轨道的上方,压紧辅助工装安装于移动横梁上,顶升辅助工装设置于工作台的下方,并且顶升辅助工装工作状态时位于压紧辅助工装正下方的投影位置处;柔性机械臂安装在移动横梁上,视觉采集摄像头和焊接头均安装于柔性机械臂上;PLC控制器分别与平移电机、油缸、视觉识别装置、柔性机械臂和自动焊接装置电性连接。本发明在焊前通过顶升辅助工装和压紧辅助工装对钢筋网实现有效压紧