
一种低铅挤制黄铜棒及其生产方法.pdf

丹烟****魔王


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低铅挤制黄铜棒及其生产方法.pdf
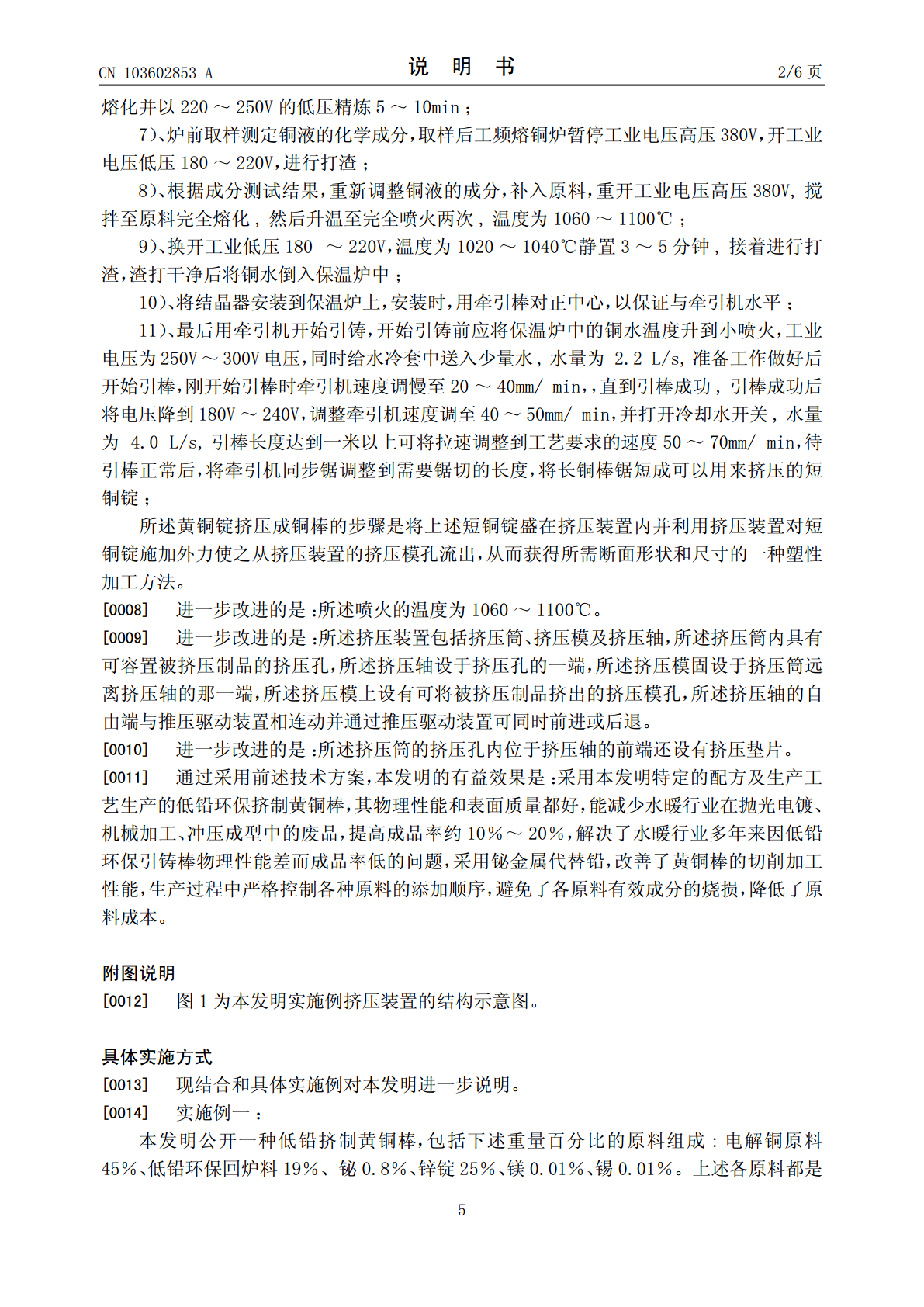
本发明提供一种低铅挤制黄铜棒及其生产方法,包括将45~50%的电解铜原料、19~29%的低铅环保回炉料、0.8~1.0%的铋、25~30%的锌锭、0.01~0.02%的镁、0.01~0.02%的锡原料熔铸挤压实心黄铜锭的步骤及将黄铜锭挤压成铜棒的步骤,通过本发明的配方与方法可制备出具有优良抛光电镀、机加工、冲压成型性能的低铅环保挤制黄铜棒。
一种低铅抗脱锌黄铜棒及其生产工艺.pdf
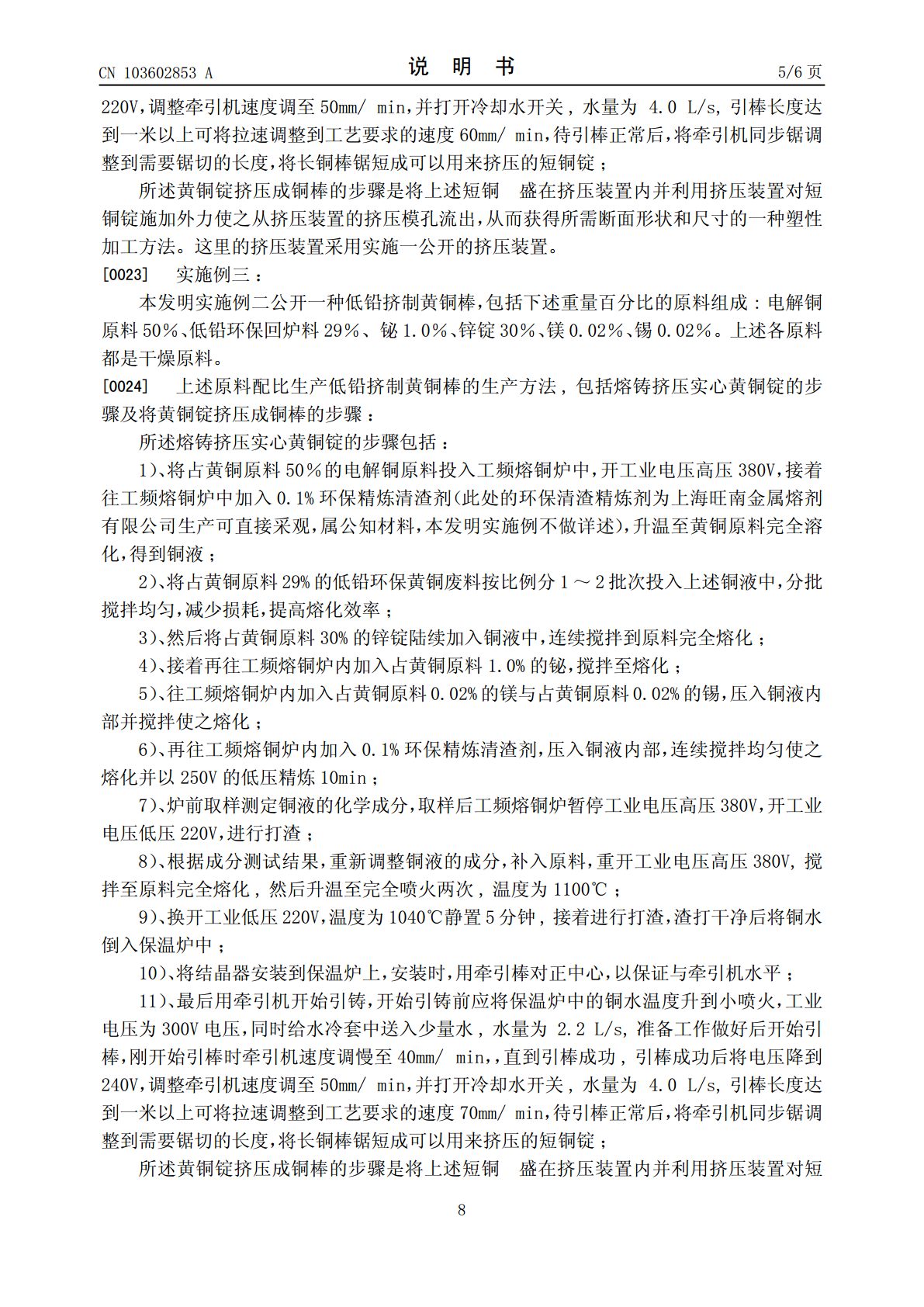
本发明提供一种低铅抗脱锌黄铜棒及其生产工艺,包括:松香、铁、银、铋、铅、镍、锌、镁、黄铜、镐、硅和铬,一种低铅抗脱锌黄铜棒的生产工艺,包括以下步骤:将配比后的铁、银、铋、铅、镍、锌、镁、黄铜、镐和铬放置在加热炉中进行加热融化,当金属原料融化后,转至保温炉中合金液体的保温,保温温度为1350℃‑1480℃,经过输出管输出,并经过慢冷却液体冷却后在出口以800℃‑900℃进行热挤压。本发明提供的一种低铅抗脱锌黄铜棒及其生产工艺,在低铅抗脱锌黄铜棒的内部铁、银、铋、铅、镍、锌、镁、黄铜、镐、硅和铬有利于在加工的

一种低铅荨麻提取物的生产方法.pdf
本发明涉及生物医药领域,公开了一种低铅荨麻提取物的生产方法,通过步骤优化设计,采用多阶过滤逐级滤除生产中的杂质、杂蛋白、大分子、重金属,有效去除大量己知无药效杂质,同时保留有效成分,并对其高效浓缩,从而使中药制剂的服用剂量在保证相同效果的同时,明显降低服用药物的数量或体积,使患者更方便服用和携带;经过合理设计的生产工艺,采用陶瓷膜、卷式膜、层析柱联合过滤工艺,可以解决传统中药生产工艺无法解决的重金属含量超标的问题。
一种低熔点无铅焊料合金及其制备方法.pdf
本发明提供了一种低熔点无铅焊料合金,按照重量百分比计算,采用如下原料制备:Sb2‑6%、Ag0.1‑0.5%、Ce0.2‑0.8%、Eu0.3‑0.9%、Tb0.1‑0.8%、Zr2‑6%、Cu1‑5%、Ti0.4‑1.2%,余量为Sn。其制备方法为:将Sb、Ag、Ce、Eu、Tb、Zr、Cu、Ti、Sn加入至熔炼炉中,升温至290℃,保温60分钟,搅拌,继续升温至520℃,保温90分钟,搅拌,冷却至室温,得到低熔点无铅焊料合金。本发明以Sb、Ag、Ce、Eu、Tb、Zr、Cu、Ti、Sn
一种九制黄精蜜饯及其制备方法.pdf
本发明公开了一种九制黄精蜜饯及其制备方法,其是以黄精、红枣、黑豆、糯米为原料,经9次蒸煮、晾晒、露天放置,制得所述九制黄精蜜饯。所得九制黄精蜜饯色泽乌黑发亮,柔绵如蜜枣,口感香甜,肉质细腻,具有补气养阴、润肺生津、益肾健体的功效,可治疗脾胃虚弱、体倦乏力、口干食少、肺虚燥咳、精血不足、内热消渴等症,且对于糖尿病疗效显著。