
一种镁锂铝硅合金板的制备方法.pdf

St****12

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种镁锂铝硅合金板的制备方法.pdf
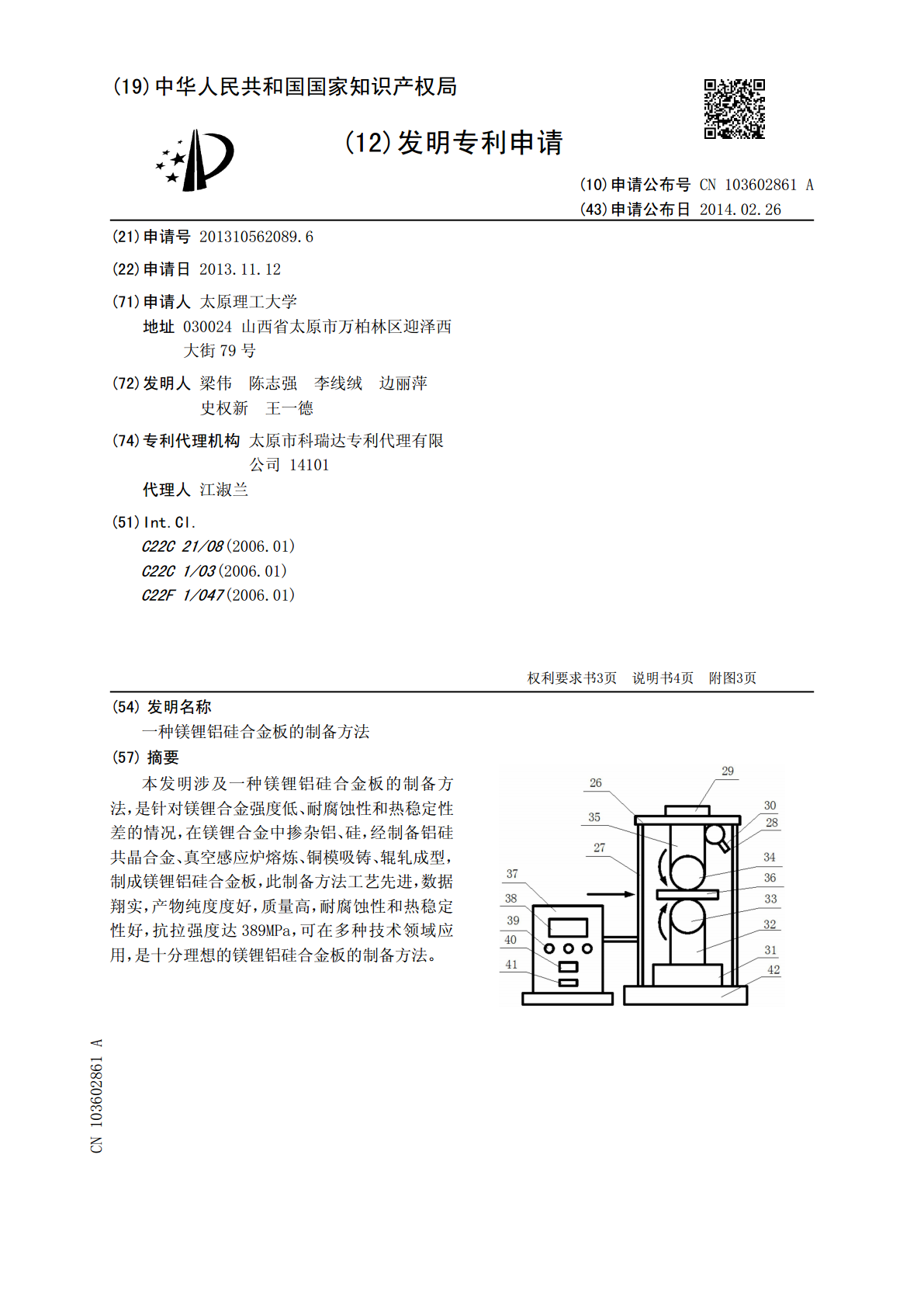
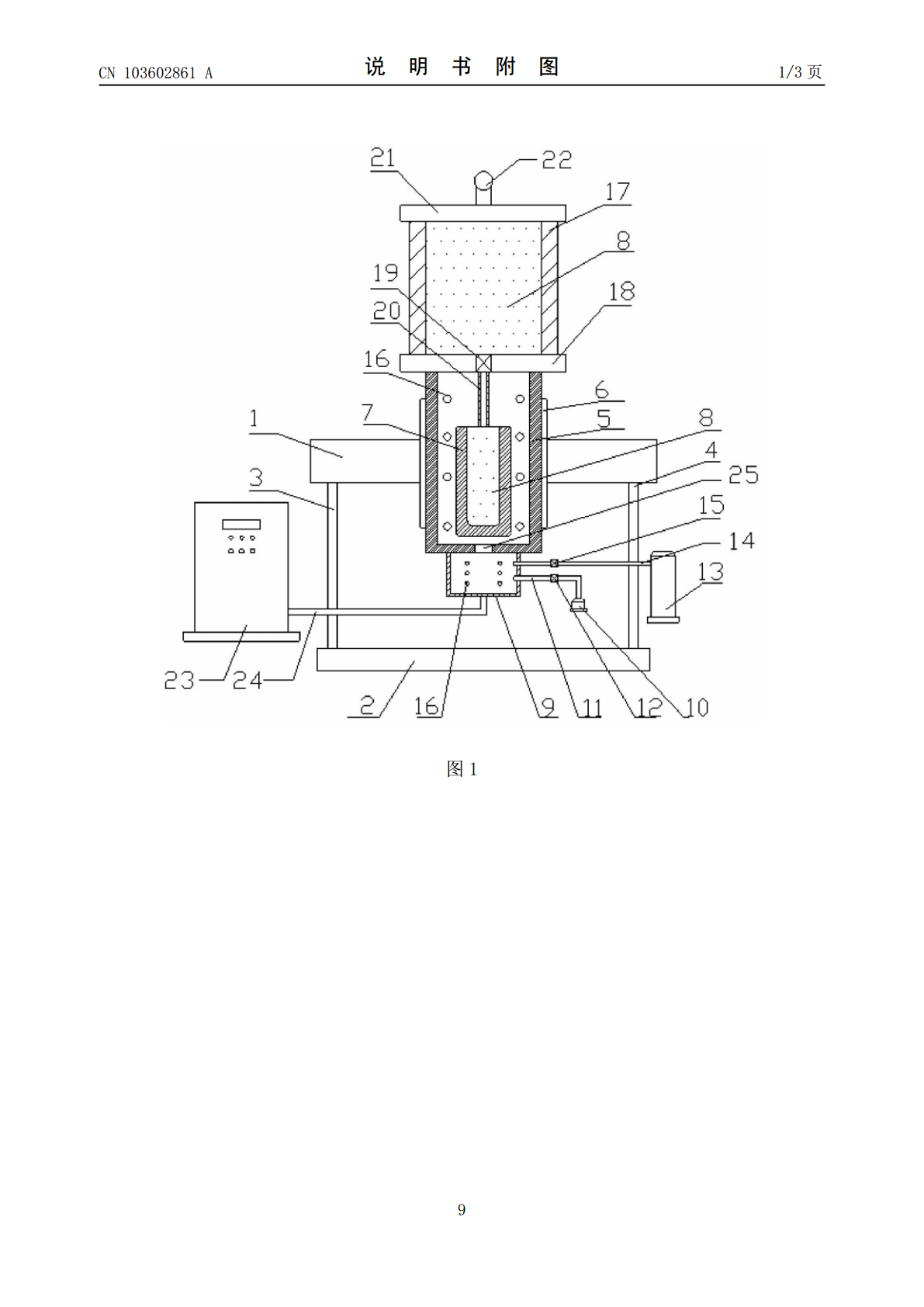
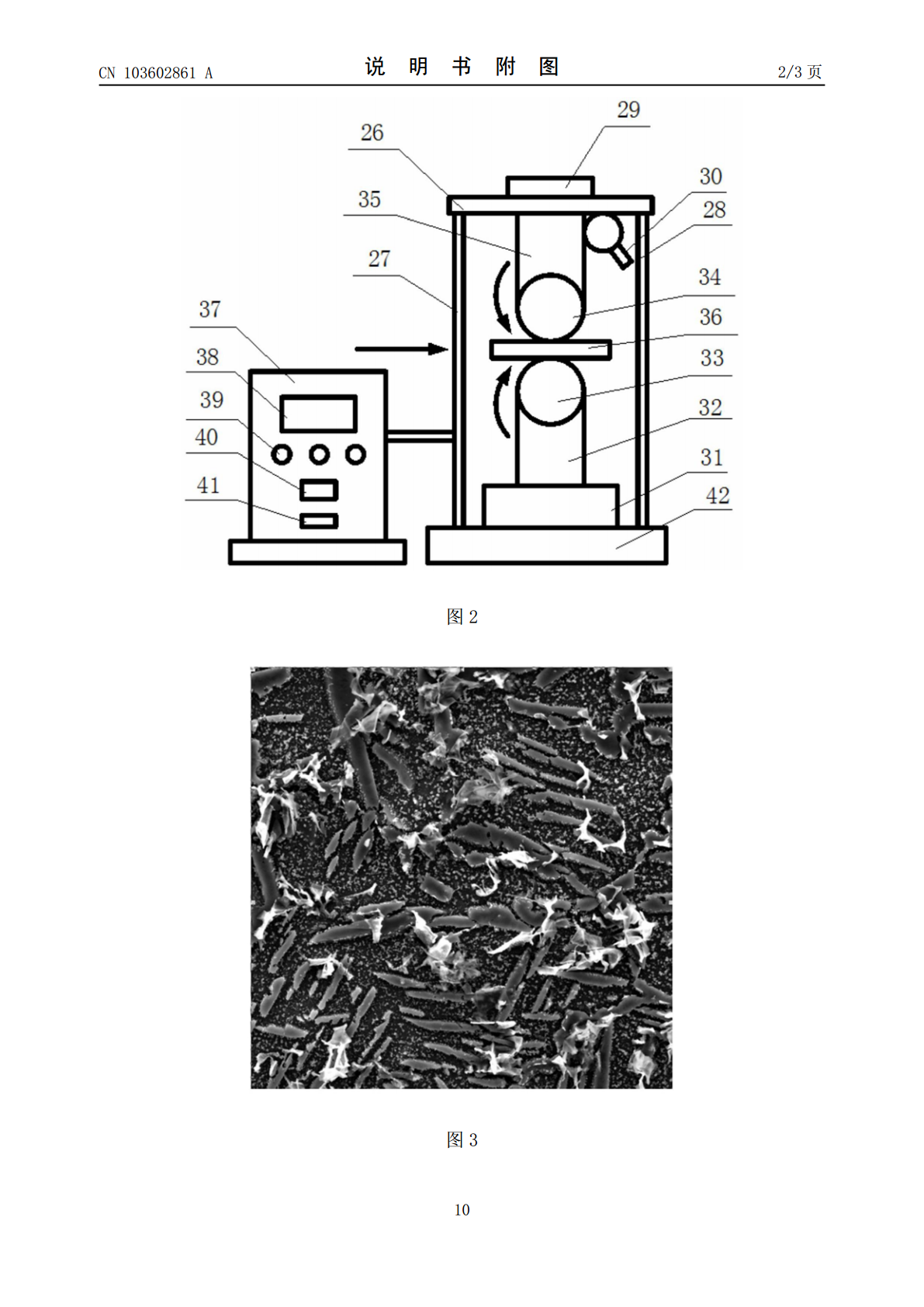
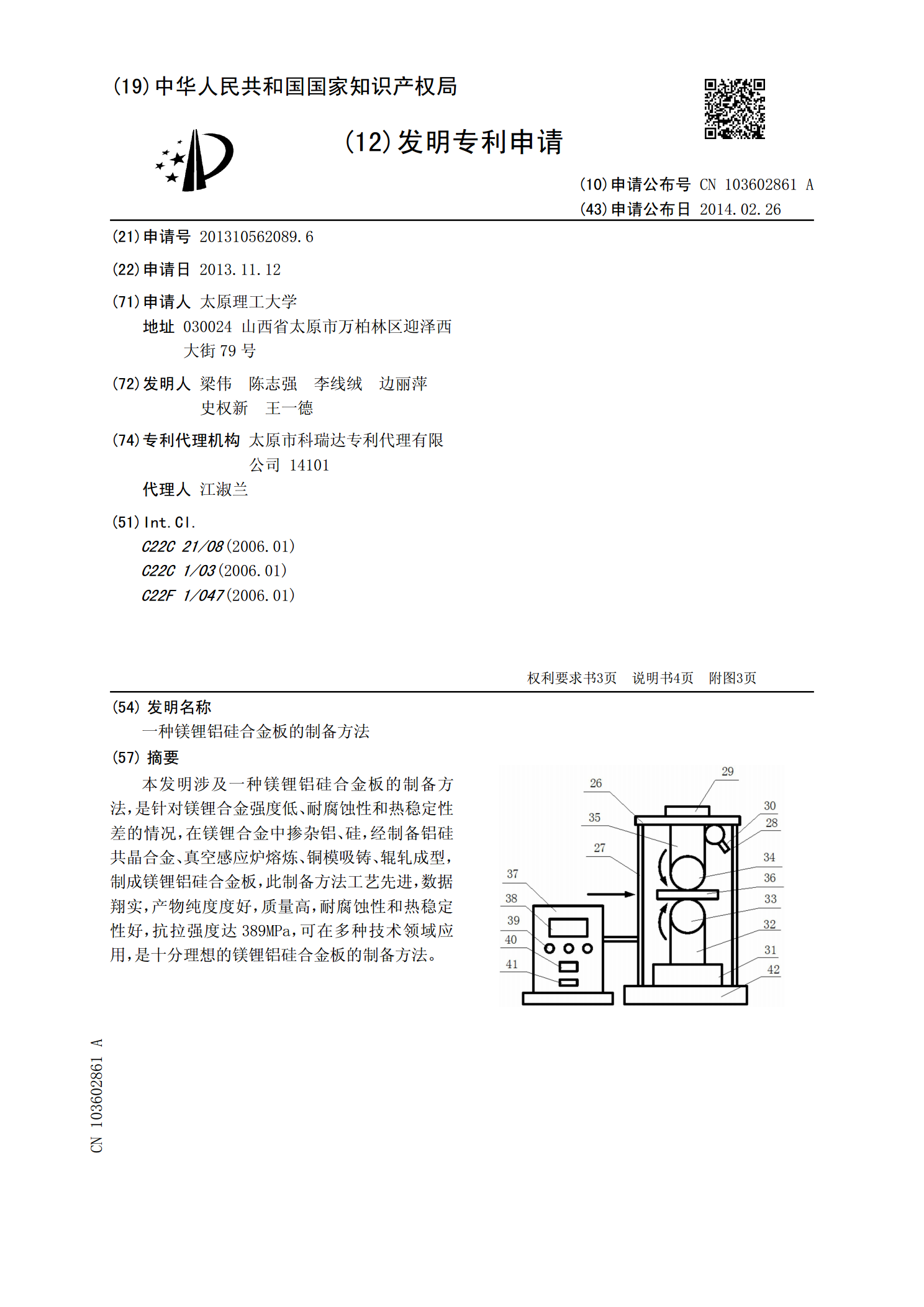
本发明涉及一种镁锂铝硅合金板的制备方法,是针对镁锂合金强度低、耐腐蚀性和热稳定性差的情况,在镁锂合金中掺杂铝、硅,经制备铝硅共晶合金、真空感应炉熔炼、铜模吸铸、辊轧成型,制成镁锂铝硅合金板,此制备方法工艺先进,数据翔实,产物纯度度好,质量高,耐腐蚀性和热稳定性好,抗拉强度达389MPa,可在多种技术领域应用,是十分理想的镁锂铝硅合金板的制备方法。
一种锂辉石制备铝硅合金并富集锂的方法.pdf
本发明公开了一种锂辉石制备铝硅合金并富集锂的方法,按褐煤中C和锂辉石的摩尔比6~7:1的比例,将褐煤和锂辉石混合,同时添加粘土,混匀;将混合料压制成型后在电弧炉中进行煅烧;收集煅烧的挥发物得到富锂灰,煅烧产物冷凝后得到铝硅合金;本发明具有原料易得、反应温度低、流程短、工艺简单、易操作、成本低、对环境无污染等优点。
一种铝锂合金板表面包铝的制备方法.pdf
本发明是一种铝锂合金板表面包铝的制备方法,该方法适用于现有的Al-Mg-Li-X系以及Al-Cu-Li-X系铝锂合金。将均匀化处理后的铝锂合金扁锭铣面处理后与同样经过铣面处理的纯铝板叠放在一起,然后采取焊接方法沿铝锂合金扁锭与纯铝板叠放边部进行穿透环焊,并在环焊缝相交处保留5~10mm左右的开口。在开口处安置抽真空设施进行抽真空处理,待真空稳定后,将开口焊合,实现纯铝板与扁锭的密闭,然后放入空气炉内加热到300~500℃,待坯料热透后进行开坯热轧焊合,随后切除热轧后未焊合的飞边。将切边处理后的复合坯料重新
一种铝-镁-硅合金型材及其制备方法.pdf
本发明涉及一种铝-镁-硅合金型材。所述合金组成为:0.4-0.5份的Mg、0.5-0.6份的Si、0.05-0.1份的Ti、0.1-0.14份的Cu、0.01-0.02份的Cr和0.05-0.08份的Mn,其余是铝。本发明还涉及一种制备上述铝-镁-硅合金型材的方法。步骤如下:分别取上述原料进行熔炼,熔炼温度为740-760℃;在炉前取样分析、调整后,依次进行倒炉、净化及静置,得到中间产物;再将上述合金中间产物进行铸造得到铸锭;将铸锭进行均匀化处理;最后将铸锭经挤压成型、淬火、拉伸校直及人工时效,即得到型材
一种回收利用废旧资源制备铝镁硅合金的方法.pdf
本发明公开了一种回收利用废旧资源制备铝镁硅合金的方法,其特征在于所述的回收利用废旧资源制备铝镁硅合金的方法包括配料、熔化、合金化、细化、精炼出渣和铸锭步骤,具体包括:将废旧汽车发动机缸体、废旧车轮、铝合金压铸废料和重熔用铝锭按质量比(20~40):(20~40):(5~15):(20~40)进行配料得到原料a;将原料在温度750~780℃下熔化得到料液b;在料液b中加入纯镁锭熔融后得到料液c;料液c中加入铝钛硼丝熔融得到料液d;料液d的温度控制在720~740℃时加入再生铝专用打渣剂搅拌均匀至产生松散灰白